
A planning model for multiple blending schem es☆
2015-11-01 02:58ZhenGao
Zhen Gao
Keyw ords:Refinery production planning Running mode Blending schem e M ixedinteger non linear programm ing
ABSTRACT The key ofproduction planning of refineries is to determine the production planning ofunitsand blending schem es ofblends in each period of the plan horizon,since they affect the effectiveutilization ofcom ponen tsof refineriesand hence profits.The op tim ization is difficu lt,because ofm any com plicated product production-consum ption relationships in production processes,which are closely related to the runningm odesof the units.Additionally,the blending products,such as gasoline and diesel,m ay use multiple blending schem es for their production that increase the com plexity of the problem.This paper models the production planning problem as a mixedin teger non linear programm ing.Com putational experiments for a refinery show the effectiveness of the model.The optim al results give the effective utilization of the self-produced com ponents andincrease of the profit.
1.Introduction
Production planning of refineries is a hot academic area[1-8],since crude oil andits products,such asgasoline and diesel,are indispensab le form odern production and life.The shortage of crude resources and the increase of quality specifications and environm en t regu lations for petroleum products reduce the profit space of refineries.The refineries are facing a serious challenge to im prove their production efficiency.Production planning op tim ization becom es an effective means for com petition.
The production planning of a refinery is to determine w hat to produce,how much to produce and w hen to produce in each period of the plan horizon in order to implement the maxim al profit or minim al cost with considerations of market dem ands,cost and utilization of com ponen ts.The products include gaso line,diesel,naph tha,etc.In general the horizon of a plan is one year divided to 12 months or one mon th to 30 days,etc.,in a refinery.
The product b lending in refinery is the key step for production of products.According to the blending schem es of products,the com ponen ts are b lended to produce b lends.The b lending schem es specify which and how much ofcom ponentsshou ld beused to producea specific blend.The productblending also takesplace in other production processes,such as coaland foodindustries.In a refinery,ablended productcan be produced from multipleblending schem esand the difference in costwith different schem es is quite large,and hence the profit.
The production planning prob lem considering these factors is im portan t and difficu lt.Zhang and Zhu have proposed a two-phase op tim ization model for the overall refinery production planning[2].It includes a site-level model and many process models.The site-level model uses linear programm ing(LP)to determine the allocation of resources and process-level op tim ization models return new solu tions using special mechanism models.Gothe-Lundgren et al.p roposed a mixedin teger linear programm ing(M ILP)m odel for a production schedu ling prob lem of a refinery[3],in which the most im portan t decision variablesare the runningm odesofunits.Them odelwassolved with CPLEX and a Tabu search heu ristic.Gao et al.p roposed a M ILP model for an overall refinery production planning prob lem,so lvedit with a co lum n generation algorithm,and appliedit to a practical refinery production planning prob lem with better results[4].M oro et al.p roposed a mixedin teger non linear programm ing(M INLP)m odel for refinery diesel production[5].A general refinery topology and non linear relations for process models and blending were considered.The model was so lved with GAMS CONOPT based on a feasib le path generalized reduced gradien t method.The op tim ization model wasapplied to a refinery,increasingm illionsofdollarsper year in profit.Asan extension of theabovem odel,Poin t etal.have considered production planning and schedu ling sim ultaneously[6,7].The overall model consists of two parts:aM ILPm odel to op tim ize the production schedu ling and a non linear model for the production planning,solved with GAMS CONOPT and OSL.The non linear production plann ing model considers a general refinery topo logy and allow s non linear b lending relation rep resen tations.The M ILP model considers crude schedu ling,com ponen t storage,inven tory management and product b lending.Zhang and Hua proposed a M ILP model that integrates the production plan and the use of utility system,considering oil products,byp roducts,and effective u tilization of u tility[8].The model was applied to a refinery including two crude distillation units(CDUs),two fluid cataly tic cracking un its(FCCs),two gas fractionation units(GFs),one methyl tert-butyl ether(MTBE)unit,a b lending workshop,and a utility system with 6 boilers and 6 steam ers,solved with GAMS CPLEX.
The b lending or poo ling prob lem is im portan t in a refinery.A review article for blending problem s is referred to[9].The traditional b lending prob lem is usually modeled as a bilinear programm ing model[10,11].Other op tim ization models also exist,including mixedinteger bilinear programm ing,non-convex non linear programm ing,and mixedin teger non-convex non linear programm ing.The solution methods are main ly successive linear programm ing[12],Benders decom position[13],Branch-and-Bound[14,15],etc.In 1980s,Dewitt et al.m odeled the gasoline b lending prob lem as a nonlinear programm ing(NLP),in which the quality specifications,availability of com ponen ts and dem ands of products were considered[16].The model was solved with a generalized reduced gradient algorithm and ex tensively applied to the refineries of TEXACO in USA.Adhya et al.proposed a Lagrangian relaxation app roach for traditional pooling/blending prob lem[17].The model can tackle mu ltiple quality com ponen ts prob lem s.The computational results were com pared with M cCorm ick linearization app roach and show ed the advan tages of the Lagrangian relaxation app roach.They also em phasized the im portance of global op tim ization app roaches for NLP problem s with 13 benchm ark exam ples.
In this paper,the production planning of a refinery is considered.The features of the planning prob lem are that it sim u ltaneously plans the production of com ponen ts and choice of b lending schem es and allow s using mu ltiple b lending schem es to produce a b lend.These new features are not sharedin the previous studies.A M INLP op tim ization model is formulatedin this paper for the planning prob lem.
2.Prob lem Descrip tion
Consider a real refinery.It has 5 units,a product blending workshop and som e auxiliary units.The 5 units are CDU,FCC,con tinuous catalytic reform er unit(CCR),hyd ro-treating(HC),and delayed coking(DC).The refinery has a capacity of processing 6 million tons of crude oil per year and produces fuel products,such as gaso line,diesel,and naph tha.A sim plified production flow chart is show n in Fig.1.The crude is first processedin CDU and som e com ponen ts,such as gas,ligh t naph tha,kerosene,diesel,atm ospheric gas oil(AGO),and residue,are produced.These com ponen ts are storedin tanks or flow to other units for further processing or sold directly.Usually,light naphtha flow s into CCR to produce reform ate,and AGO and residue go to FCC to produce FCC gasoline and FCC diesel.CDU diesel and FCC diesel go to HC to produce refining diesel.The residue alsofl ow s in to DC to produce coker gasoline and diesel.Finally,these com ponen ts(p roducts)are b lendedin the product blending workshop to produce a variety of blends.
From the flow chart,w e see that the production of products in a refinery consists of two classes.
(1)Production of com ponen ts
They are directly produced from processing units,such as naphtha,liquefied petroleum gas(LPG),and FCC diesel.At the sam e time,these com ponen ts may be consum edin other units to produce other com ponents.For exam ple,the naphtha of CDU goes to CCR to produce reform ate,the AGO and residue flowin to FCC to produce FCC gasoline and FCC diesel.
(2)Production of blended products
Blend products are the final products in the b lending workshop according to blending schem es.The blending schem e of a product is a constructing proportion relationship of com ponen ts and additives for that blend to meet quality specifications.All blends are producedin the blending workshop.
The production plan is to determine the production quantities of all the com ponen ts and b lends in each period.From the refinery production technology,w e know that the com ponen ts are produced and consum edin production processes,and the production-consum ption relation is closely related to running-m odes of the units.A runn ingm ode for a processing unit is specified by the com bination of products produced and consum ed and by the quan tities of products.Usually,a processing unit has 5-10 or more running modes.In addition,the production of b lends depends on the availability of the com ponen ts produced or stored.The main task of the production plan of a refinery is making the production planning of its units.How ever,a unit must work in a running mode in any time period.Differen t running modes correspond to different product production-consum ption relationships or product structure.
Fig.2 show s an exam ple of runn ing modes of FCC,p roduced and consum ed products for the special running-m ode.The FCC consum es 1240 tons of AGO(80%)and 310 tons of residue(20%)and produces 70 tons of gas,217 tons of LPG,597 tons of gasoline,510 tons of diesel,and 150 tons of coke,with 6 tons of loss.
Once the running mode of a unit is defined,the products and quantitiesare know n asw ell.The production planning prob lem of theunits is therefore transform ed to determine the running modes of the units.In addition,running modes of units not only affect the structure of products bu talso their inven tory.Long time use ofa runningm ode increases inven tories of corresponding products and hence the cost,while short work time of a runningm ode means frequen t mode switch with higher switching cost,because stabilization time of 1-2 h is needed after switch,with products dow ngraded for sale.The profit is reduced by frequen t switches.Therefore,there is a tradeoff for the use of running modes of processing units.
Comm ercial fuels,such as gasoline and diesel products,are b lended according to b lending schem es for meeting market dem ands.A b lend product in generalhasm any b lending schem es.with differentb lending schem es,the cost difference is quite large.

Fig.1.Production flow chart for a refinery.

Fig.2.A running-m ode exam ple for FCC.
Tab le 1 gives 3 b lending schem es for 90#gasoline,where the com ponen ts are ligh t diesel(LN),straigh t gasoline(SRG),FCC gasoline(FCCG),reform ate(RFG),coker gaso line(DCG),and MTBE.The numbers in the table rep resen t proportion.The use of different com ponents results in an essen tial difference in cost.Especially,it is not uncomm on that only using one or two blending schem es is insufficient to produce the product.In that case,using more blending schem es becom es necessary.How ever,the availability of the com ponentsis lim ited.The com ponen ts are shared for all b lending products or refinery;for exam ple,naph tha is the com ponen t of 90#gasoline and 0#diesel.In som e u ltra cases,purchasing som e com ponents is also possible,but it is clearly undesired.Here,the u tilization of com ponen ts is a key facto r for op tim ization.

Tab le 1 Blending schem es for 90#gasoline
In summ ary,the use of runn ing modes of units and the choice of b lending schem es of products is a key for op tim izing a production plan.In the fo llowing,a mixedin teger non linear programm ing(M INLP)m odel is proposed.
3.Model
Assum ptions:
(1)The planning prob lem includes T time periods,P products,with t=1,…,T,p=1,…,P.
(2)Dem andin each time periodisgiven;the initialinven tory,inventory cost,and price of each product are also given.
(3)The running modes of units and the b lending schem es of products are know n.
To determine:
(1)The production level and consum ption level of each product in each time period.
(2)The running mode of each unit in each time period.
(3)The contribution of each blending schem e for each product.
The objective is to maxim ize the total profit.
Variab les:
(1)The production level and consum ption level of product pin time period t:xpt,zpt,with p=1,…,P,t=1,…,T.
(2)The use of running mode mof unit u in time period t:yumt,0,1 variables;1 indicates running mode mfor unit u in period t is used,0 otherwise,u=1,…,U,m=1,…,M,t=1,…,T.
(3)The con tribu tion of b lending schem e i for product pin time period t:
(4)Running mode switch indicative variab les:sut,0,1 variab les,1 indicates a switch occurrence in unit u in period t,0 otherwise,u=1,…,U,t=1,…,T.
(5)The inven tory of product pin time period t:Ipt,p=1,…,P,t=1,…,T.
(6)The level of quality property l of product p:p=1,…,P,l=1,…,L.
The objective function:
To minim ize the summ ation:

which consists of production cost,inven tory cost,runn ing-m ode switching cost,and blending cost,where cpt,hpt,and Fpiare unit cost coefficients,and Eutis switch cost for unit u in period t.
Constraints:
(I)Production balance

Constrain t(2)indicates that in any period t,the production quan tity of product pis equal to the summ ation of those from all the un its producing product p,where parameter aumpis the con tribution of unit u.Constrain t(3)indicates that in any period t,the consum ption quan tity of product pis equal to the summ ation of those from all the units consum ing product p,where parameter bumpis the con tribu tion of unit u.Constrain t(4)is the single-unit production balance,where PIuand POuare the set of products consum ed and produced by un it u,respectively.
(II)Use of running modes of units
Constrain t(5)requ ires any un it u in any period t only one runn ing mode mto be used.Constrain t(6)indicates w hether a running mode switch occurs in time period t,and sut=1 indicates that the runn ing mode switch occu rs in un it u in period t.
(III)Supply-dem and balance


Constrain t(7)rep resen ts the balance of production-dem and for the com ponen ts.Constrain t(8)rep resen ts the balance of production-dem and for the blends.Constraint(9)lim its the use of b lending schem es.Constrain t(10)indicates the availability of the com ponen ts(op tion).
(IV)Product quality specifications

The level of quality property l of product p,,is related to the con tribution of b lending schem e i,
As an exam ple of Constrain t(11),the su lfu r con ten t and octane number for 93#gaso line are consideredin the fo llow constrain ts.

(V)Inven tory lim its

(VI)Dom ains of variab les

Eqs.(1)-(15)are a M INLP problem,the discrete variables of which specify the use of running modes of un its in Constrain ts(5)and(6).Nonlinearity occurs in the quality specifications of products as show n in constrain t(11),with Eqs.(11-1)-(11-4)as an exam ple.
M any practical op tim ization problem s can be reduced to a M INLP.So lving M INLP prob lem s is difficu lt because of mu ltiple local minim a.How ever,developing solu tion app roaches of M INLP prob lem s is interesting.Up to date,there have been many effective solution app roaches for M INLP,such as outer app roxim ation[18,19],generalized benders decom position[20],extended cutting plane(ECP)[21],and branch and bound[22,23].A general review about the solution app roaches of M INLpis referred to[24].The model in this paper is solved with the optim ization softw are GAMS DICOPT.
4.Computational Results
4.1.Production plan of a real refinery
Consider the production planning prob lem in the refinery mentionedin Section 2.The op tim ization prob lem is to make a 4-w eek production plan for the refinery.The dem and,cost andinven tory of each product are given.
Table 2 gives the dem ands,including crude(the first 3 item s),com ponen ts,and b lends(the last 5 item s).
The running modes of each unit and the b lending schem es of productsare also given,but they are not listed com pletely here.Asexam ples,fi ve running modes of CDU are listedin Tab le 3.The CDU consum es 3 crude materials and produces 7 com ponen ts(p roducts).Clearly,the quantities for different running modes are different.
Table 4 lists som e blending schem es for gasoline products 90#,93#and 97#,each blend with 5 blending schem es.The numbers in the tab le rep resen t the percentage of com ponent for the given schem e.The op tim ization prob lem is solved with GAMS/DICOPT.The op tim al objective function value is 5470.843(104CNY).The running time is 3.68 s.The relative error is 0.1%.
The op tim al solutions are given in Tab les 5 and 6.Tab le 5 gives the op tim al use of the running modes of the units.CDU uses runn ingm ode 2 in all the four periods.Tab le 6 gives the configu rationsof blending schem es of the gasoline products.90#gaso line uses schem es 1 and 4 for production and they account for 8%and 92%,respectively;93#gaso line uses schem es 1 and 4 and they accoun t for 85.7%and 14.3%,respectively;97#gaso line uses schem es 1 and 2 and they accoun t for 57.1%and 42.9%,respectively.
In the so lution procedure,w e also investigate the case w hether the refinery only uses self-p roduced com ponen ts to produce b lending products.In the situation without lim itation of com ponen ts,the utilization rate of com ponents still exceeds 93%(eliminating Constraint(10)).Thus the model is effective andincreases the utilization rate of self-p roduced com ponen ts.
4.2.Test of performance of the model
For testing the correctness and effectiveness of the proposed model,ten groups of data from the refinery are computed with different solvers.The solvers are GAMS DICOPT-XPRESS,DICOPT-LINDO,Alpha-ECP,and SBB.The com putational resultsare listedin Table7.In addition,the com putational results and running time with different solvers arecom paredin Figs.3 and 4.The op tim al objective values with different so lvers are alm ost equal,but the running time and the number of iterations have significan t differences.So lver SBB presents the shortest running time but relatively largererror,and solver α-ECPneeds the longest running time but presents the best precision com pared to others.
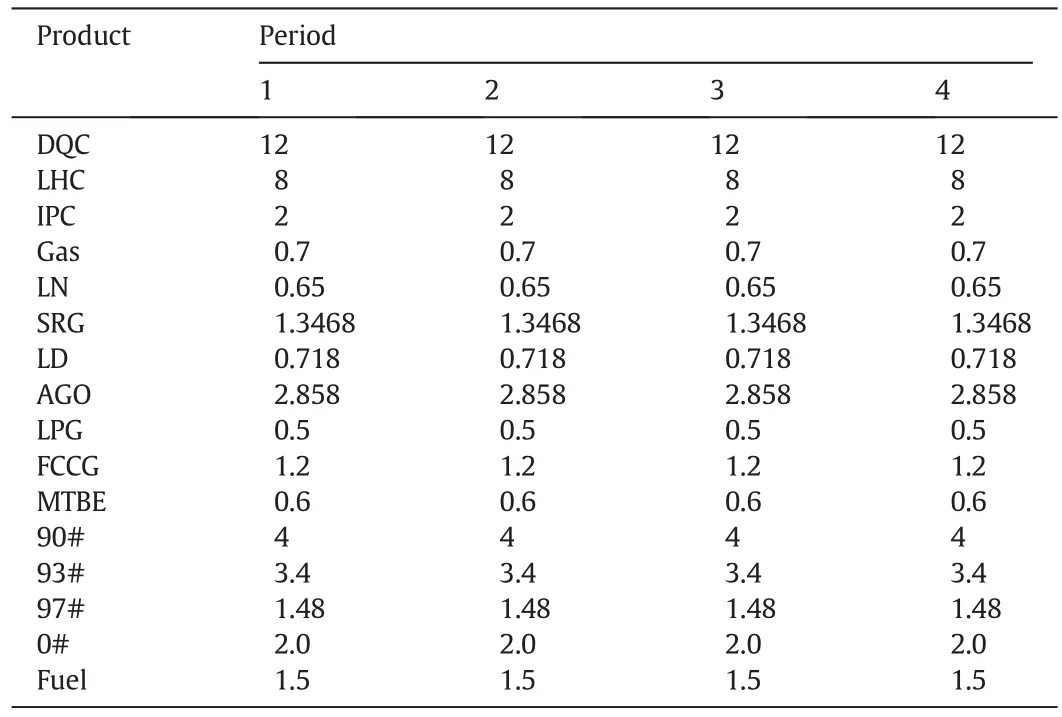
Tab le 2 Dem ands of products(104 ton)

Tab le 3 Running modes of CDU

Tab le 4 Blending schem es of the gasoline products

Tab le 5 Optim al running modes of the units

Tab le 6 Op tim al configurations of b lending schem es

Tab le 7 Com putational results for different solvers

Fig.3.Com putational results for different solvers.

Fig.4.Running time for different solvers.
5.Conclusions
For a production plann ing prob lem of a refinery,an op tim ization planning model is proposed.The features of the planning problem are sim u ltaneously to op tim ize the production ofcom ponentsand selection of schem es of b lended products,and allow using mu ltiple b lending schem es to produce a product.The planning problem is modeled as a M INLP model and so lved with GAMS/DICOPT.The computational results show that it can increase the u tilization rate of the com ponen ts of a refinery,and hence the profit.
Nomenclature


 Chinese Journal of Chemical Engineering2015年4期
Chinese Journal of Chemical Engineering2015年4期
- Chinese Journal of Chemical Engineering的其它文章
- Accurate level set method for simulations of liquid atom ization☆
- Heat transfer augmentation in a circular tube with winglet vortex generators☆
- Influence of im peller diameter on local gas dispersion properties in a sparged mu lti-im peller stirred tank☆
- Pow er dem and and mixing performance of coaxial mixers in a stirred tank with CMC solution
- CFD simulation of high-temperature effect on EHD characteristics in a wire-plate electrostatic precipitator☆
- Em u lsion liquid mem brane for selective extraction of Bi(III)