国内铸造快速成型技术与应用
2015-11-01 09:04:22臧加伦孙玉成黎智勇
中国铸造装备与技术 2015年4期
臧加伦,孙玉成,李 闯,黎智勇
(1. 潍柴动力股份有限公司,山东潍坊 261061;2. 佛山峰华卓立制造技术有限公司, 广东佛山 528225)
国内铸造快速成型技术与应用
臧加伦1,孙玉成1,李 闯1,黎智勇2
(1. 潍柴动力股份有限公司,山东潍坊 261061;2. 佛山峰华卓立制造技术有限公司,广东佛山 528225)
论述了目前国内铸造快速成型技术,对增材/减材快速成型制造工艺做了探讨。经过多年的发展,快速成型技术从设备功能到材料应用已具备产品样件的制造能力;国家机械科学研究总院、北京隆源、佛山峰华卓立等公司,均已面向市场提供快速成型服务,并在企业、科研院所推广应用。
快速成型,增材制造,减材制造,工艺
1 铸造快速成型技术与传统工艺的比较
复杂铸件的铸造采用传统有模铸造的方式。首先根据铸件的CAD模型设计砂芯和外模模具,通过手工、机械加工等方式制造木模、塑料模和金属模等模具。使用芯盒模具制作砂芯,使用外模制作砂型;组合砂芯、下芯后合箱浇注铸件。工艺设计需预留工艺补正量,组装砂芯的方式造成铸件存在人为影响的尺寸偏差。多环节的开发过程周期长,模具投入成本高。
快速成型是数字化无模铸造技术,使用精密成型设备和计算机软件控制,实现增材/减材成型,是一种全新的铸件快速制造方法。快速成型不需要木模及模具,缩短了铸造毛坯开发流程和周期,特别适合于复杂铸件的少量的快速制造,实现了传统铸造行业的数字化制造。
2 铸造快速成型技术
2.1增材制造
增材制造即3D打印(3D Printing),是通过数字化增加材料的方式实现零件的制造。
2.1.1选择性激光烧结(SLS)
选择性激光烧结(SLS)是一种将粉末材料通过激光直接烧结成各种实体形状的增材成型技术。该技术普遍用于烧结蜡粉、PS、尼龙粉、金属粉、覆膜砂等。成型时先在工作台上铺上一层粉末材料,激光束在计算机的控制下,按照截面轮廓的信息,对零件实心部分所在的粉末进行烧结。一层完成后,工作台下降一个层厚,再进行下一层的铺粉烧结。不断循环,最终形成三维产品。
选择性激光烧结使用覆膜砂可以快速制作铸造用的砂型/芯。覆膜砂表面被酚醛树脂等添加材料包覆着,在激光烧结快速成型时,通过激光加热酚醛树脂使其受热熔化后冷却固化,使覆膜砂粘接形成砂型/芯。用激光烧结覆膜砂制作砂型/芯的工艺过程如下:零件三维造型及数据输入设备—筛砂—铺砂—烧结成型—取件—清砂—预固化—固化处理—砂型/芯修整。
选择性激光烧结普遍用于有色合金等精密铸造。用蜡粉为原料,直接制造精铸用的蜡模,再用传统的精铸工艺,进行涂壳、脱蜡、焙烧等,得到铸造型壳。
选择性激光烧结制作的树脂模型可以代替木模及金属模,缩短制模时间,成本低于金属模,强度和尺寸稳定性优于木模;特别是难以加工、需要多种组合的木模用快速成型的优点就更为突出。对内燃机开发典型的例子是可以直接制作气道吹风用的树脂芯盒,制作周期短、修整方便。
国内能够拥有该项技术的产业化的公司主要有北京隆源自动化成型系统有限公司、武汉滨湖机电技术产业有限公司、北京北方恒利科技发展有限公司等。北京隆源成立于1994年,国内最早的SLS成型机开发企业,2008年开始开发树脂砂烧结。该公司拥有120多家设备用户,主要用户是大学、科研院所、航空航天和仪器仪表等精密制造企业,内燃机企业包括玉柴和一汽。北京北方恒利科技发展有限公司是由中国兵器科学研究院、中国兵器新技术推广所共同投资创办的高新技术企业,从20世纪90年代中期开始对 SLS技术进行研究,2000年开发了第一台国产化的 SLS快速成型设备并进行了产业转化,拥有40多家设备用户。图1是北京隆源的设备图示。国内选择性激光烧结设备厂家与规格见表1。

图1 北京隆源的SLS快速成型设备
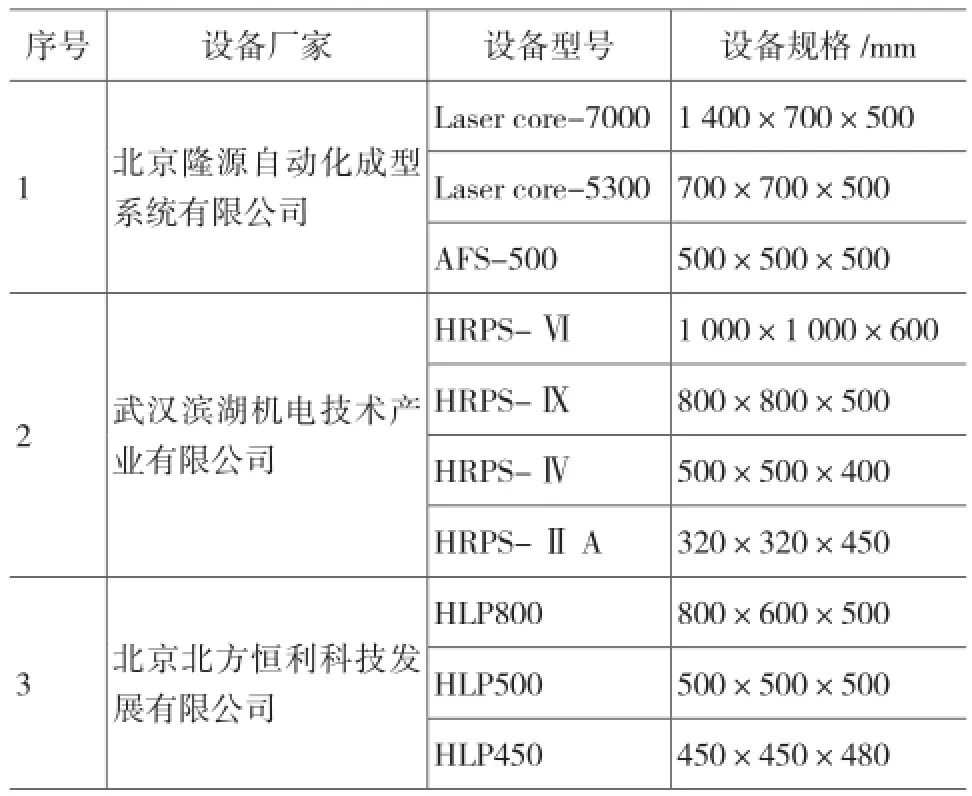
表1 国内选择性激光烧结设备厂家与规格
2.1.2PCM无模铸型快速制造
PCM(Patternless Casting Manufacturing)无模铸型快速制造技术是一种针对砂型/芯的快速成型技术,所使用的材料为符合要求的铸造普通硅砂、冷芯盒树脂和固化剂。该技术将CAD计算机三维设计、快速成形技术的离散/堆积成形原理与树脂砂造型工艺有机结合,根据三维模型直接制造出结构或表面复杂的铸型,特别适合单件或少量的形状复杂的大中型铸件毛坯的开发。目前,拥有该技术的公司为佛山市峰华卓立制造技术有限公司。2002年佛山市引入清华大学快速成型项目,2004年PCM技术逐渐成熟并向周边企业提供快速成型服务,2007年PCM技术进入对外服务的量多化时期,2010年开始对外推广其PCM设备与技术。
PCM无模铸型快速制造技术制作砂型/芯的成型过程与选择性激光烧结(SLS)类似,不同的是PCM设备使用喷树脂的方式使混有固化剂的型砂固化。设备铺砂机构铺砂后,树脂喷嘴根据三维切片软件输出的路径喷洒树脂。一个截面喷洒完成后,铺砂机构运动过程中用红外加热方式加速树脂固化,回程过程中完成再次铺砂。不断循环,最终形成三维砂型/芯。图2是峰华卓立的设备图示。
目前,峰华卓立公司与潍柴、济柴、玉柴、杨柴、一汽、东风汽车、广汽、华晨汽车等企业有合作关系,该公司为上述企业提供快速成型技术服务,提供研发阶段功能样件的开发,包括机体、缸盖、进排气歧管、连接弯管、飞轮壳、气缸盖罩、节温器等。峰华卓立公司PCM设备规格见表2。

图2 峰华卓立的PCM快速成型设备
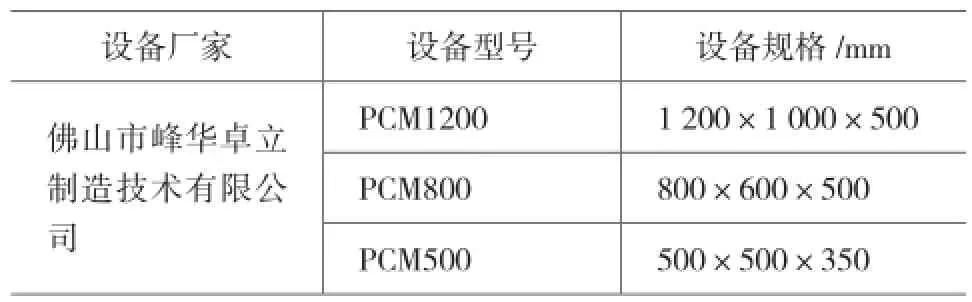
表2 峰华卓立公司PCM设备规格
2.1.3选择性激光烧结(SLS)与PCM无模铸型快速制造的比较
选择性激光烧结(SLS)与PCM无模铸型快速制造在工作原理、成型材料、成型速度等方面存在不同。两种成型工艺的比较见表3。
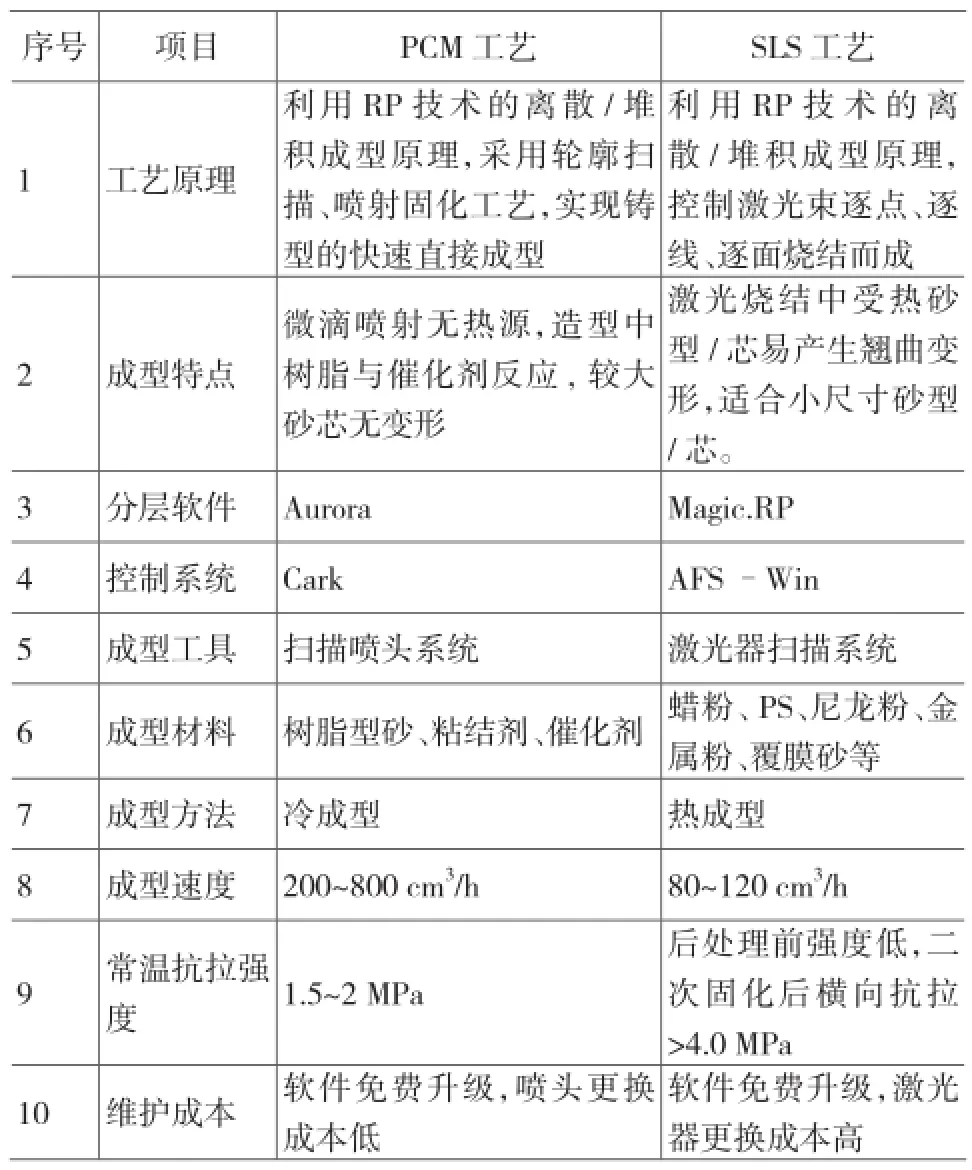
表3 PCM与SLS成型工艺的比较
2.2减材制造
减材制造技术类似于加工中心对金属件的加工原理,不同的是在数字化成形材料、刀具、软件、工艺和设备等方面有所创新。减材制造在铸造应用方面使用的材料是铸造用硅砂,使用树脂固化成砂块后用于加工成砂型/芯;设备三轴联动,使用专用刀具在干式条件下实现长时间的对砂型的加工;设备能够接受由CAM软件(Powermill, Pro/E,Ug等)生成的标准G代码驱动设备进行加工,实现零件的快速制造。国内拥有减材制造快速成型技术的公司是国家机械科学研究总院。
机械科学研究总院在中国航天三院、中航工业哈尔滨东安发动机、一汽铸造、中国一拖、广西玉柴等80多家单位进行减材制造快速成型技术推广应用,在北京、吉林、江苏、河南、山东等地建立8个应用示范基地,被广泛应用到发动机缸体缸盖、液压泵阀等复杂零部件的开发。玉柴在快速成型技术方面投入较大的人力和资本,使用了多台机械科学研究总院的设备,其大型的快速成型设备用于中大型船机机体的铸件开发。图3是机械科学研究总院的设备图示。机械科学研究总院的设备规格见表4。

图3 机械科学研究总院的减材制造快速成型设备

表4 机械科学研究总院的设备规格
3 快速成型技术的应用
国外FORD、GM和BMW等公司已普遍使用快速成型技术用于新产品的开发。近年来,国内快速成型技术也逐步投入应用。国家机械科学研究总院、北京隆源、佛山峰华卓立、武汉滨湖、北京北方恒利等公司,均已面向企业、科研院所等提供快速成型服务,并向社会推广快速成型成套设备与技术。
内燃机行业如潍柴、玉柴、一汽、洛拖等企业,率先采用快速成型技术应用于新产品和个性化产品的开发。
3.1设备的选用
机械科学研究总院江苏分院(常州)、佛山市峰华卓立公司、北京隆源等公司对外快速成型的制造工艺,都是采用增材制造和减材制造相结合的快速成型工艺。增材制造用于复杂、薄弱砂芯的制作,减材制造用于表面规则、形状强壮的砂芯和厚大外模的制作。佛山市峰华卓立公司使用自制的增材(PCM)和减材设备,机械科学研究总院江苏分院(常州)使用自制的CAMTC-SMM减材设备和北京隆源公司的Laser Core- 5300激光烧结设备,北京隆源公司使用自制的AFS激光烧结设备和机械科学研究总院的CAMTC-SMM减材设备。
玉柴采用多台机械科学研究总院的CAMTCSMM设备、及北京隆源公司的AFS激光烧结设备和武汉滨湖的HRPS-V型激光烧结设备,用于快速成型铸件的开发。
3.2 快速成型工艺
3.2.1减材制造
使用普通的冷芯盒用擦洗砂和树脂砂工艺可以制作减材制造需要的砂块,砂子粒度140/70目。
使用减材加工设备对这些砂块加工制作砂型/芯;设备使用专用的刀具,使用寿命超过2 000 h以上。需要操作人员对加工的砂型/芯进行编程、选择刀具规格、设置进刀量刀具路径等。加工过程中设备的除尘单元收集浮尘,废砂收集机构收集废砂。
人工或使用叉车将加工完成的砂型/芯移出加工设备工作台。使用减材制造获得的砂型/芯如图4所示。

图4 使用减材制造获得的砂型/芯
3.2.2增材制造
(1)选择性激光烧结(SLS)
三维设计模型需要设计砂芯辅助支撑,方便砂芯清理和防止二次固化砂芯的变形;砂芯厚大位置需要设计成减重结构来减少烧结时间,使用加强筋加强砂芯的强度并防止变形。
使用粒度140/70目覆膜砂,需要从专业覆膜砂生产厂采购,使用该覆膜砂快速成型的砂芯应具备普通热芯盒砂芯的抗拉和抗弯强度,同时发气量不大于15 mL/g。
操作人员依据使用的覆膜砂的性能、砂芯的结构设置预热温度、切片厚度、扫描线宽、扫描速度、激光功率等参数,以最终控制砂芯的初强度和精度。设备工作期间可以无人职守。
激光烧结砂芯完成后,需要进行砂芯的后处理:①取件清砂;②表面预固化:用喷灯喷烧砂型表面;③烘烤固化:需要使用直径1~2 mm的玻璃珠填埋砂芯后烘烤固化,温度180~200 ℃,时间5~16 h;④修整:用工具将辅助结构去除并将断面修整好。
使用激光烧结(SLS)制造获得的砂型/芯如图5所示。
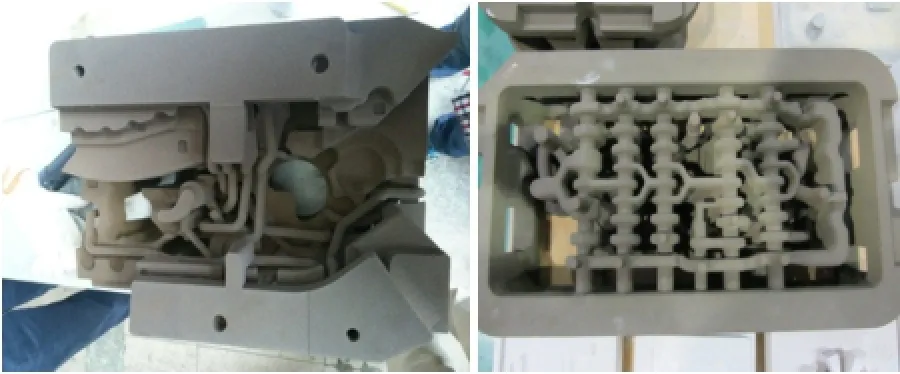
图5 使用激光烧结(SLS)制造获得的砂型/芯
(2)PCM快速成型
使用冷芯盒用擦洗砂,砂子粒度140/70目。需要使用峰华卓立公司订制的固化剂和树脂,使用该粘结材料快速成型的砂芯应具备普通冷芯盒砂芯的抗拉和抗弯强度,同时发气量不大于15~20 mL/g。
操作人员进行三维模型切片,喷头扫描路径自动生成。设备工作期间可以无人职守。
砂芯成型后,手工清理砂芯周围散砂,人工或使用叉车将砂芯取出工作台。散落砂人工收集后集中处理。
人工使用刮板和毛刷对砂型/芯表面散砂进行清理。清理后的砂芯待用,不需要SLS增材制造获得砂芯的复杂的后处理工艺。使用PCM制造获得的缸盖水套砂芯如图6所示。

图6 使用PCM制造获得的缸盖水套砂芯
3.2.3砂芯检查及组芯
(1)砂芯检查
通过减材制造和增材制造获得的砂型/芯,使用前或必要时,需要使用便携式三维光学测量系统进行现场的非接触快速检查。检查项目包括:砂型/芯内腔或表面制造精度、SLS增材制造获得的砂芯的变形量。通过快速检查比对砂型/芯数据和三维模型的差异,以确认砂型/芯是否符合产品和工艺的要求。
(2)组芯
砂型/芯使用前,预组检查尺寸是否合适,不合适的表面进行人工修复。检查好的砂芯手工上涂料,进烘干窑烘干。
中小型铸件的芯组可以在检查或组芯平台上对砂型/芯进行组装,组装完成后人工转运至车间浇注区;大型铸件的芯组可以直接在车间浇注区的地面上组装。图7是正在组装的芯组;图8是使用快速成型技术制造的铸件。

图7 组装中的芯组

图8 使用快速成型技术制造的铸件
4 结语
国内铸造快速成型技术经过多年的发展,从设备功能到材料应用已具备产品样件的制造能力,近年来逐渐投入市场应用并得到认可,加快了国内柴油机、汽车行业新产品推向市场的周期。
(1)增材制造,特别是SLS激光烧结技术,适应于复杂砂芯的制作;使用宝珠砂类的造型材料可以制造航空航天用内腔复杂的液压件。
(2)减材制造,类似于数控加工中心切削工件,使用普通的树脂砂砂块,适合于表面规则、结构强壮的砂芯和厚大外模的制作。
(3)增材制造和减材制造结合应用,可以相对满足砂型/芯的快速成型工艺,制造结构复杂的大中型铸件。
(4)与国外技术相比,如德国Voxeljet大型砂型3D打印机,国内快速成型技术在制造效率和设备功能等方面仍有很大差距。
[1] 李瑞霞,熊晓红.激光选区粉末烧结快速成形技术在精密铸造中的应用[J].中国铸造装备与技术,2005(2):46-48.
[2] 董选普,黄乃瑜,樊自田,等.快速成型技术及其在铸造中的应用[J].中国铸造装备与技术,2002(5):25-27.
The foundry rapid prototyping technology and its application in China
ZANG JiaLun1, SUN YuCheng1, LI Chuang1, LI ZhiYong2
(1. Weichai Power Co., Ltd., Weifang 261061, Shandong,China; 2. Foshan Fenghua Zhuoli manufacturing technology Co., Ltd., Foshan 528225,Guangdong,China)
The foundry rapid prototyping (RP) technology in China is introduced and the RP manufacturing processing of additive/subtractive manufacturing is studied. After years of development, the RP technology has the ability of manufacturing sample piece from device function to material application.Some companies, such as China Academy of Machinery Science and Technology, Beijing Longyuan AFS Co., Ltd., Foshan Fenghua Zhuoli Co., Ltd., are the suppliers of RP technology for the market and promote the RP technology in companies and research institutes.
Rapid prototyping;Additive manufacturing;Subtractive manufacturing; Processing
TG249;
A;
1006-9658(2015)04-0001-05
10.3969/j.issn.1006-9658.2015.04.001
2015-03-01
稿件编号:1503-828
臧加伦(1965—),男,高工,从事柴油机机体缸盖的铸造工艺开发工作.
猜你喜欢
石材(2022年4期)2022-06-15 08:55:02
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
中国核电(2020年1期)2020-04-30 10:59:22
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
中国设备工程(2017年2期)2017-03-06 05:36:55
焊接(2016年4期)2016-02-27 13:02:12
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:22
中国工程咨询(2012年8期)2012-02-14 02:19:46