10MW大功率风电叶片实验台控制系统的设计及实现
2015-11-01 09:04:29吴小平吴瀚崚
中国铸造装备与技术 2015年4期
吴小平,吴瀚崚
(1.山东财经大学,山东济南 250014;2.哈尔滨工业大学,山东威海 264200)
10MW大功率风电叶片实验台控制系统的设计及实现
吴小平1,吴瀚崚2
(1.山东财经大学,山东济南 250014;2.哈尔滨工业大学,山东威海 264200)
介绍了10 MW大功率风电叶片实验台控制系统的设计及实现方法。风电叶片实验台是测试风电叶片性能的专用实验装置,它用于模拟、测试叶片在各种受力情况下叶片的变形状况,它可测试86 m长的风电叶片。文章从试验台结构、功能设计、硬件设计和软件设计等对系统进行了详细介绍。
风电叶片;自动控制;总线控制;伺服控制;叶片实验
1 10 MW大功率风电叶片实验台简介
10 MW大功率风电叶片实验台是用于模拟、测试风电叶片性能的专用实验装置(图1所示),通过对叶片上六个不同的施力点施加不同的拉力,以模拟叶片在现场的各种受力状况;可在对叶片施以各种拉力的同时,检测叶片在各种受力情况下的变形状况。该试验台可用于测试长度在86 m以内的各类风电叶片(迄今为止亚洲最长叶片为86 m)。
该装置能对叶片上的6个点同时同步施加不同的向下的拉力(最大拉力150 kN),在施加拉力的过程中,实时检测这6个施力点实际受到的向下拉力,实时检测叶片上7个不同位置处叶片的变形量。该装置难点再于对6个点施加的拉力要同时且同步,因为叶片是弹性体,每个施力点的最大拉力高达150 kN,某一施力点上拉力的微小变化,对其它施力点的拉力影响极大。
叶片上的某个施力点通过拉力传感器、动滑轮、钢丝绳、定滑轮、卷扬机与伺服电机相连,这样对该施力点的加减力就可通过控制伺服电机实现,而该点受到的实际拉力则通过拉力传感器检测。实验台要求能提供6个施力点,因此共用了6个伺服电机,这6个伺服电机通过总线与主控台上的工控机相连,操作员通过工控机即可方便地对叶片上的6个施力点施加不同的拉力。与每个施力点对应的拉力传感器输出的线号是电压信号,拉力传感器经过模数转换接入工控机,这样工控机即可实时检测到各施力点受到的实际拉力。
为了检测叶片上某个点的的变形量,在该点处连接一根细钢丝,钢丝垂直向下,钢丝的另一端与安装在地面的光电编码器相连(光电编码器应安装自动收紧钢丝装置),光电编码器与工控机相连,这样通过工控机即可检测出该点的变形量。实验台要求可同时检测叶片上7个不同点处的变形量,因此需要7个编码器,这7个编码器均与工控机相连,这样在工控机上即可同时测出7个点的变形量。为了确保试验台的工作安全,每台卷扬机上均安装一个制动器,用于抱紧卷扬机,制动器也与工控机相连,可由主控制台控制。

图1 10 MW大功率叶片试验台现场图
2 功能设计
10 MW大功率风电叶片实验台的各种实验均由主控制台控制实施,主控制台操作界面由显示器、主控制台操作面板、键盘和鼠标等组成,显示界面如图2所示,主控制台操作面板如图3所示。
(1)选择参加本次试验的伺服电机。用户可根据需要随意选择参加本次实验的伺服电机,例如:如果1、3、4、6号伺服电机参加本次试验,而2、5号伺服电机不参加本次试验,则对控制面板上第2列上的旋钮做如下选择:
第1行第2列旋钮旋转到“选”位置,之后显示界面上会显示“√第1组开关”;
第2行第2列旋钮旋转到“否”位置,之后显示界面上会显示“□第2组开关”;
第3行第2列旋钮旋转到“选”位置,之后显示界面上会显示“√第3组开关”;
第4行第2列旋钮旋转到“选”位置,之后显示界面上会显示“√第4组开关”;
第5行第2列旋钮旋转到“否”位置,之后显示界面上会显示“□第5组开关”;
第6行第2列旋钮旋转到“选”位置,之后显示界面上会显示“√第6组开关”。
(2)选择制动器打开或制动状态。在做试验之前,要确保与参加试验伺服电机对应的制动器处于打开状态(即非抱紧状态),例如:如要让1、3、4、6号制动器“打开”,而2、5号制动器“制动”, 则对控制面板上第4列上的旋钮做如下选择:
第1行第4列旋钮旋转到“开”位置,之后显示界面上会显示“√制动器1”;
第2行第4列旋钮旋转到“制”位置,之后显示界面上会显示“□制动器2”;
第3行第4列旋钮旋转到“开”位置,之后显示界面上会显示“√制动器3”;
第4行第4列旋钮旋转到“开”位置,之后显示界面上会显示“√制动器4”;
第5行第4列旋钮旋转到“制”位置,之后显示界面上会显示“□制动器5”;
第6行第4列旋钮旋转到“开”位置,之后显示界面上会显示“√制动器6”。
(3)编码器清零:按下“编码器清零”按钮,系统会把各个编码器的值标定为0。
(4)选择工作方式:
手动工作方式:第1行第3列选钮旋转到“手动”位置,之后显示界面上将会显示“√手动工作方式”,表明此时系统处于手动工作方式。
自动工作方式:第1行第3列选钮旋转到“自动”位置,之后显示界面上将会显示“√自动工作方式”,表明此时系统处于自动工作方式。
(5)伺服电源:第1行第1列上的带钥匙旋钮用于控制伺服电源的开或关,当需要伺服电机运转时请选择开,其它时候均选择关。
(6)手动工作方式下常用操作:
加力:按下控制面板上的“加力”按钮,系统会启动所有被选中的伺服电机正转,加大对叶片的拉力,同时在显示界面上的第5行显示7个拉力传感器的实测拉力值,在第16行显示7个检测点的叶片变形值(通过检测7个编码器,然后计算得出);抬起“加力”按钮,伺服电机停止。
减力:按下控制面板上的“减力”按钮,系统会启动所有被选中的伺服电机反转,减小对叶片的拉力,同时在显示界面上的第5行显示7个拉力传感器的实测拉力值,在第16行显示7个检测点的叶片变形值(通过检测7个编码器,然后计算得出);抬起“减力”按钮,伺服电机停止。
(7)自动工作方式下常用操作
输入“目标拉力”:在显示界面的第15行,“目标拉力”右边的文本框中,为选中的所有伺服电机输入“目标拉力”,即电机希望加载到的目标拉力。
输入“总步数”:在“总步数”文本框中输入总步数,及希望每个电机从拉力0加力到“目标拉力”共分几步进行。填完总步数后,系统会自动算出每一分步的目标拉力,并显示在第6行到第14行中,有几步就显示几行,多余的空着。总步数最小1步,最多10步。
输入“当前步”:显示界面上“当前步”的值如果为n,表示你希望把拉力稳定在第n步文本框中给出的拉力值,此时系统会自动控制各个选中的伺服电机正转或反转,让实测拉力逼近到第n步拉力值处,同时检测各个编码器,计算出的叶片变形值,显示在“位移”文本框中。
“当前步加1”:“当前步”文本框的初值一般为0;按一次“加力”按钮当前步则加1,同时系统会自动控制电机让实测拉力逼近当前步拉力,并显示实测拉力和实测位移;
“当前步减1”:按一次“减力”按钮当前步则减一(最小减到0),同时系统会自动控制电机让实测拉力逼近当前步拉力,并显示实测拉力和实测位移。
(8)修改加卸载高速运转速度。操作者可通过修改显示界面上的与伺服电机对应的“加卸载高速”文本框,随时调整伺服电机的高速运转速度,当实测拉力减去当前步目标拉力的绝对值大于高低速转换点文本框中的值时,电机采用高速运转速度运转,否则电机采用低速运转速度运转。
(9)修改加卸载低速运转速度。操作者可通过修改显示界面上的与伺服电机对应的“加卸载低速”文本框,随时调整伺服电机的低速运转速度,当实测拉力减去当前步目标拉力的绝对值小于等于高低速转换点文本框中的值时,电机采用低速运转速度运转,否则电机采用高速运转速度运转。
(10)修改高速低速转换点。操作者可修改显示界面上的“高速低速转换点”, 当实测拉力减去当前步目标拉力的绝对值大于高低速转换点文本框中的值时,电机采用高速运转速度运转;当实测拉力减去当前步目标拉力的绝对值小于等于高低速转换点文本框中的值时,电机采用低速运转速度运转。
(11)修改控制精度。操作者可修改每一步的控制精度,当实测拉力减去目标拉力的绝对值小于控制精度时电机停止,当实测拉力减去目标拉力的绝对值大于控制精度时电机会正转或反转,让实测拉力逼近目标拉力。
(12)伺服报警。如果系统中存在伺服电机报警,那么在显示界面上会显示“√伺服报警”。
(13)急停按钮。如出现紧急情况请按“急停”按钮,按下“急停”按钮后所有电机停转,所有制动器抱紧制动。
(14)保持数据。用鼠标点击界面上的“保存数据”按钮,系统会自动将当时各拉力传感器的实测拉力值和从编码器测到的位移值存到硬盘文件中。
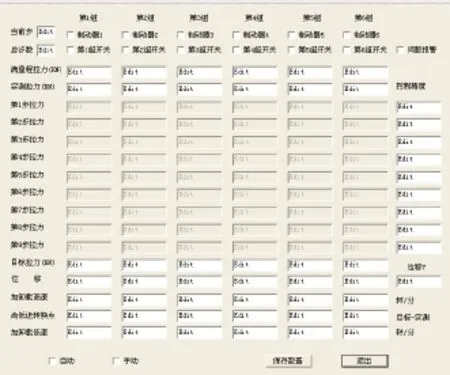
图2 显示界面

图3 控制面板示意图
3 硬件设计
10 MW大功率风电叶片实验台控制系统的硬件设计如图4所示,控制系统的核心选用工控机;检测对象包括光电编码器、拉力传感器、按钮和位置接近开关等四类;控制对象包括伺服电机和制动器二类。
本系统用了七个光电编码器,用于实时检测叶片上七个点的变形量,编码器通过编码器采集卡与工控机相连。
拉力传感器用于实时检测伺服电机通过卷扬机、定滑轮、动滑轮、钢丝绳施加到叶片上的实际拉力。
由于拉力传感器输出的信号是微电压模拟信号,因此要用到A/D转换模块,模拟微电压信号经A/ D转换后变成数字线号,数字信号途经485总线传输到主控台中的485/232转换模块,最后通过工控机的232接口与工控机相连。本系统共用了6个拉力传感器,我们选用了一个可连接8路模拟量输入和一个485端口的A/D转换模块。由于拉力传感器与主控台距离较远,我们采用485总线。
由于伺服电机距离主控制台较远,因此工控机与6个伺服电机的连线采用can总线传输方式,在工控机上插一块can总线转接卡,工控机经过can总线接口卡、can总线、伺服控制器,与伺服电机相连。
系统操作者通过主控制台上的按钮、键盘和鼠标向系统发出指令,控制试验台工作。
工控机通过开关量输出卡控制接触器线圈,每台卷扬机上安装一个制动器,制动器的开关由接触器控制。
4 软件设计
4.1用户角色、系统功能和Use Case图
(1)用户角色。
系统维护员:拥有系统的最高使用权限,他可使用检测硬件、参数设置、选择参加实验的伺服机组、控制制动器、调整各检测点目标拉力、修改当前步、选择实验方式、加力、减力、调整各检测点加减力速度和急停等系统功能模块。

图4 硬件示意图
高级实验员:拥有的系统使用权限低于系统维护员,高于实验员,他可使用参数设置、选择参加实验的伺服机组、控制制动器、调整各检测点目标拉力、修改当前步、选择实验方式、加力、减力、调整各检测点加减力速度和急停等系统功能模块。
实验员:拥有的系统使用权限最低,但在系统正常情况下做试验有此权限足够,他可使用选择参加实验的伺服机组、控制制动器、调整各检测点目标拉力、修改当前步、选择实验方式、加力、减力、调整各检测点加减力速度和急停等系统功能模块。
(2)系统功能
检测硬件:为所有的控制对象和检测对象提供单独测试的通道。当系统不正常时,用此系统模块可快速方便地查出故障源,只有系统维护员有此模块的使用权限。
参数设置:为使系统具有更强的适应性和可扩展性,系统中设计了一些系统参数,如果硬件无明显变化,系统参数无需修改,但是如果硬件发生较大变化,系统参数就要做一些调整,参数设置模块就是为满足此需求而设计的,系统维护员和高级实验员均具有此模块的使用权限。
选择参加实验的伺服机组:选择参加本次实验的所有伺服电机,系统维护员、高级实验员和实验员均有此模块的使用权限。
控制制动器:控制制动器开或关,系统维护员、高级实验员和实验员均有此模块的使用权限。
调整各检测点目标拉力:给参加试验的各检测点输入目标拉力,系统会根据总步数和目标拉力自动算出各分步的目标拉力,系统维护员、高级实验员和实验员均有此模块的使用权限。
修改当前步:输入希望自动逼近的当前步,之后系统会自动控制伺服电机逼近当前步中给定的目标拉力,系统维护员、高级实验员和实验员均有此模块的使用权限。
选择实验方式:选手动控制方式或自动控制方式,调整阶段要用到手动方式,真正的试验阶段一般用自动方式,系统维护员、高级实验员和实验员均有此模块的使用权限。
加力:在手动方式下,“加力”就是控制所有参加试验的伺服电机正转,同时检测各点的拉力和位移;在自动方式下,“加力”会使当前步加1,之后,系统会自动控制伺服电机逼近新的当前步,同时检测各点的拉力和位移。系统维护员、高级实验员和实验员均有此模块的使用权限。
减力:在手动方式下,“减力”就是控制所有参加试验的伺服电机反转,同时检测各点的拉力和位移;在自动方式下,“减力”会使当前步减1,之后,系统会自动控制伺服电机逼近新的当前步,同时检测各点的拉力和位移。系统维护员、高级实验员和实验员均有此模块的使用权限。
调整各检测点加减力速度:在试验过程中,如果发现某点的加减拉力明显滞后或超前,实验员可调整该点的加减力速度,之后,系统会用调整后的加减力速度控制各点逼近目标拉力。系统维护员、高级实验员和实验员均有此模块的使用权限。
急停:在任何情况下启动急停,系统将立即让伺服电机处于停止状态,同时各点的制动器抱紧,处于制动状态。
(3)Use Case图(图5)

图5 用户角色图
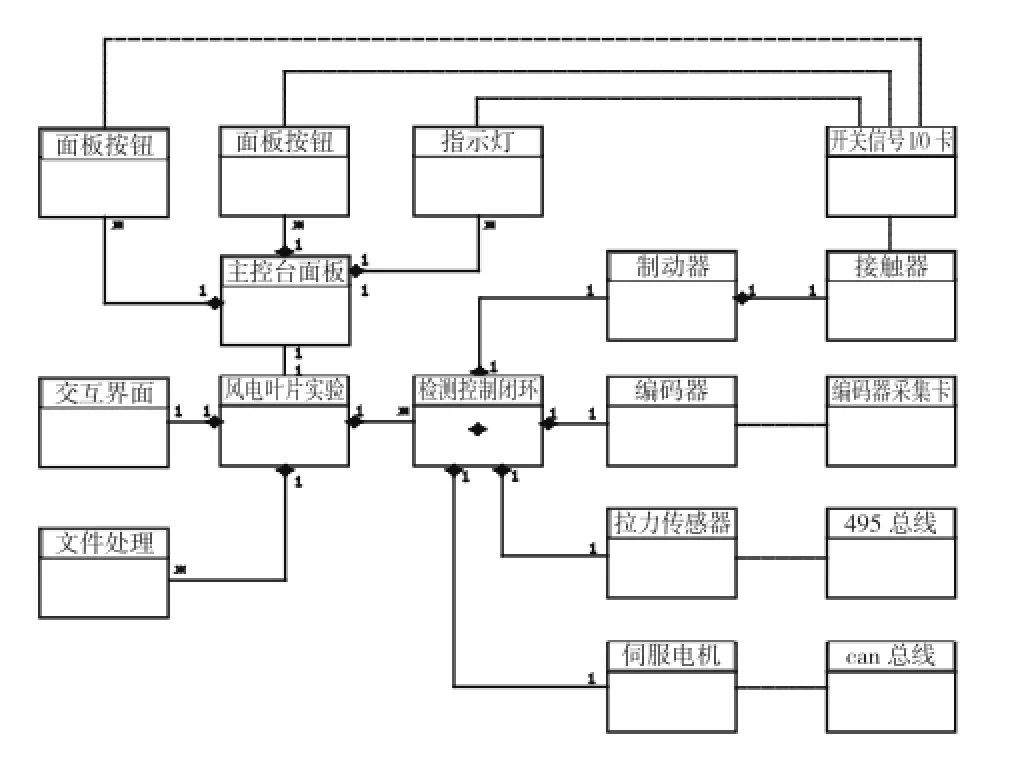
图6 类图
4.2类图(图6)
风电叶片实验台软件系统采用纯面向对象的软件结构,软件系统由面板按钮类、面板旋钮类、指示灯类、主控制台面板类、开关信号I/O卡类、接触器类、制动器类、编码采集卡类、编码器类、485总线类、拉力传感器类、can总线类、伺服电机类、检测控制闭环类、风电叶片实验类、交互界面类和文件处理类等组成;其中检测控制闭环类与编码器类、拉力传感器类、伺服电机类、制动器类之间是一对一的包含关系;风电叶片实验类与检测控制闭环类、文件处理类之间是一对多的包含关系,而风电叶片实验类与主控制台面板类、交互界面类之间则是一对一的包含关系。
5 结语
迄今为止,10 MW大功率风电叶片实验台已在现场使用了一年多,经历了对不同类型叶片的各种测试试验,试验台运行稳定,现场反映很好。与传统的实验台相比,10 MW大功率风电叶片实验台优势明显,主要体现在:对叶片的施力模拟更为逼真,现场实时采集到的数据更为科学更为精准,试验所需的时间大大缩短,试验所需费用大幅降低。
[1] 邱桂永,杨智勇,管遵辉,等.风电机组铸钢行星架铸造工艺[J].中国铸造装备与技术,2011(2).
[2] 李传栻.风力发电设备的发展趋势及其对铸件的需求[J].中国铸造装备与技术,2007(3).
[3] 杭家友,刘根.风电轮毂铸件的浇注系统探讨[J].中国铸造装备与技术,2014(2).
中国铸钢新技术新材料应用专题研讨暨中国铸造协会铸钢工作委员会2015年(洛阳站)年会会议通知
主办单位:中国铸造协会
承办单位:中国铸造协会铸钢工作委员会、洛阳中信重工
支持和媒体单位:苏州兴业材料科技股份有限公司、邦尼化工(北京)有限公司、无锡铸南铸造机械有限公司、《铸造技术》、《铸造纵横》、《铸造》、《铸造世界报》、《金属加工》、中国铸造协会网(www.foundry.com)、《未来铸造》、《中国铸造装备与技术》、《铸造设备与工艺》、《铸件订单网》。
会议时间:2015年9月9日—9月11日
会议地点:洛阳大酒店
地址:河南省洛阳市涧西区周山路1号
会议内容:
一、会议主题报告
主题:铸钢新技术新材料应用专题研讨。
二、专家答疑
大会将安排国内著名专家、作现场答疑。
三、中国铸造协会铸钢工作委员会理事会会议
四、企业形象展示
会议期间专设企业形象展示和资料台,会务组统一安排。
五、报名截止日期:2015年8月30日
会议日程:9月9日,会议代表报到。
9月10日,大会专题报告会(全天)。
9月11日上午,参观中信重工;下午参观交流(2015洛阳工业(装备)博览会)。
会务费:1300元/人。
参会代表住宿费自理,特约代表的住宿由会议主办方统一安排。
报到地点:河南省洛阳市涧西区周山路1号洛阳大酒店,酒店电话:0379-60660000,联系人赵莉:15037976229。
交通指南:洛阳龙门高铁站/洛阳站:乘坐28路车在“周山路南昌路口东”站下车即到洛阳大酒店。
论文征集通知:
经中铸协铸钢工作委员会七届二次委员会商量决定:2015年年会9月在河南洛阳召开。为了把本次会议开好,进一步提升我国铸钢件的产品质量和管理水平,使之确实成为铸钢行业的盛会,真诚欢迎广大铸造厂家、铸造专家、院校教授和老师等积极参与,踊跃投稿,组委会将组织专家从征文中选出有创意、有价值的论文安排大会交流发言。并将论文收录到本届会议《论文集》。
1.征文范围:铸钢新技术、新材料,先进型(芯)砂材料,铸造工艺、铸造设备、节能减排、数字化铸造、绿色铸造、企业管理等有关内容。
2.具体要求:①论文未在国内刊物发表过,字数不超过6000字;②论文以word格式编辑,以附件形式发送至中国铸造协会铸钢工作委员会指定联系人邮箱;③论文需注明作者姓名、职务、职称、传真、单位、通讯地址及联系方式;④论文请与2015年8月15日前提交。
本届会议将对优秀论文开展评选及颁奖活动,获奖论文将推荐到相关杂志进行发表。
联系人:
刘平 :13826308712 E-mail:Lqpsgsz@163.com
施加林:15606173325 E-mail:Sjl1952@icloud.com
传真:0510-85226773 (中国铸造协会铸钢工作委员会 供稿)
福士科参加德国铸造展
2015年6月,国际冶金铸造展在德国杜塞尔多夫成功举办,福士科设立了有史以来的最大展位。福士科展台规模宏大,面积达1 200平方米。福士科展台划分为三个展区,分别展现铸铁、铸钢以及铸铝工艺技术的最新成就。
来自28个国家和地区的福士科员工参加了此次展会,参加者人数和客户的咨询数量都创下新的记录。同时福士科网站有关德国铸造展的网页(www. fosco-at-gifa.de)的访问量也在此期间激增。
在“助力铸造厂业务发展”这个主题之下,45件/套展品和55个实际应用案例展示了福士科如何通过产品和应用技术的不断进步满足并超越客户日益增长的对产品质量和稳定性的要求。
具体亮点包括:
·STELEX ZR ULTRA和SEDEX ULTRA高流量速度,高孔隙率框架过滤器在铸钢铸铁中去除夹杂的应用;
·FEEDEX和KALMINEX冒口运用于迪砂自动造型线,促进铸件出品率显著提高;
·蠕墨铸铁生产解决方案;
·球墨铸铁生产INITEK球化孕育处理工艺的最新进展,包括温度控制、MSI+DC动态孕育以及ITACA热分析;
·涂料密度控制的设备和技术在大批量汽车铸件铸造厂的应用;
·铸铝用SOLOSIL TX无机粘结剂;
·SMARTT金属液处理智能化控制;
·INSURAL 安全转运包;
配合这次展会,福士科新出版了22篇学术论文,而且在与展会同期举办的技术论坛上宣讲,展示了STELEX ULTRA先进的铸钢过滤器,以及SOLOSIL TX无机粘结剂。
此外,在福士科展台上还定时举办了4个现场演示。
·福士科在西班牙日产汽车铸造厂的产品应用和解决方案;
·铸铁熔炼车间过程控制;
·SOLOSIL TX无机粘结剂;
·SMARTT-旋转除气过程控制。
福士科全球总裁格伦考伊评价说:“参观者的数量以及他们咨询的问题反映了铸造企业对技术创新、质量稳定性、产品出品率和工艺控制等要求与日俱增。现场演示很受欢迎,表明在给铸造厂创造最大价值方面,福士科的产品应用技术以及对客户工艺流程的深入了解至关重要。(福士科 供稿)
亚世科化学推介SOLITECTM 干燥技术
在中型和大型的铸件生产时,快速均匀地干燥耐火涂料极为重要,这一方面是出于对生产率的考虑,另一方面是出于工艺安全的原因。亚世科化学凭借其SOLITECTM 干燥技术产品带来了符合这些大中型规格的铸件要求的创新解决方案。
快速干燥是关键!
对铸造厂来说,干燥涂料需要持续数小时甚至数日是无法接受的,而诸如模型干燥设备或烘干炉这样的解决方案又依赖额外的投入。这也是现在大中型的铸件生产时,模型和砂芯依旧优先选择使用醇基涂料的原因,因为醇基涂料在必要时可以点燃干燥。虽然这样做风险很大,但今天还是有很多铸造厂选择这种方案。因为EHS(环境、健康和安全)保护以及经济因素两方面原因,都促使铸造厂及其供应商必须寻求新的解决方案。今天,我们的重点便是研发高效的水基涂料。
①适用于中型铸件的SOLITECTM HY涂料
主要是在中型铸件生产时,铸造厂需要快速干燥涂料的解决方案,这种涂料既要能提高生产率,还不能是有害的物质。亚世科化学的专利产品SOLITECTM HY涂料为水基涂料,且能用醇类稀释。不同于传统的醇基涂料,用于稀释SOLITECTM HY的醇类物质着火点更高,且未被列为有害物质。由于不再需要危险物品分类,存储、保险和运输的投入及成本降低。而稀释涂料(密度=1.0g/cm3)的高出品率也进一步具有了降低成本的潜力(表1)。
②适用于大型铸件且具有干/湿指示器的SOLITECTM DI涂料
我们成功研发了一种在干燥时会出现明显颜色变化的快速干燥涂料,SOLITECTM DI涂料。
为了避免铸造缺陷,我们必须做到完全干燥涂层。SOLITECTM DI涂料在干燥过程中颜色会发生变化,可以作为完美的干/湿指示器,同时也可作为工艺过程中的品质控制手段。
如果砂型或砂芯出现紧实度不足的区域,这些区域会比周围压实更好的区域吸收更多水分,从而需要更长的时间干燥。这时,易辨识的颜色变化就有助于提高工艺安全性并降低不良率,且更容易检测出有缺陷的砂芯和砂型,也能避免有缺陷的铸件。
在2015年6月16日至20日德国杜塞尔多夫国际铸造展(GIFA)的12号展厅A22展台,亚世科化学向参观者展示了关于SOLITECTM 的干燥技术。(亚世科化学 供稿)
保定维尔签订大规格垂直分型自动造型线供货合同
保定维尔为生产“井圈、井盖、地沟盖板”等板类铸件开发的大规格垂直分型无箱射砂自动造型线XZZ4111,日前通过专家组的方案评审,已先后签订两条线的供货合同。
该线砂型尺寸为1100×1050×270~350(mm),具有正反压板压实功能,液压系统采用多项最新技术,更节能和更可靠,操作界面更简洁、方便和人性化,生产率为150~200型/小时。
该线配有同步托持输送机和同步皮带冷却机;还可根据用户提出的特殊需要在同步托持输送机上选装双层或多层夹持板,进一步提高生产球铁铸件的可靠性。该产品的推出,填补了国内大型垂直分型自动化生产线的一项空白。(摘自保定维尔公司网站)
中航工业出资近30亿元整合发动机铸造项目
中航资本控股股份有限公司2015年4月14日晚公告,其控股股东中国航空工业集团公司(中航工业)拟对下属四家发动机主机制造企业的铸造相关业务进行整合,新设总出资额近30亿元的中航精密铸造科技有限公司,以突破航空发动机精密铸造“瓶颈”。
中航工业是由中央管理的国有特大型企业,全面研发涡桨、涡轴、涡喷、涡扇等系列发动机。随着航空工业的不断发展,航空发动机的升级换代迫在眉睫。中航工业拟对中航动力股份有限公司、沈阳黎明航空发动机(集团)有限责任公司、贵州黎阳航空动力有限公司、中国南方航空工业(集团)有限公司四家发动机主机制造企业的铸造相关业务,包括航空发动机精铸叶片、整体精铸件、薄壁结构件等零部件的研制、生产、销售和服务,以及陶瓷型芯和铸造工艺的优化设计,新工艺、新材料的工程化应用研究等进行整合,组建中航精密铸造科技有限公司。(摘自互联网)
中国机械工程学会主办期刊一览表
《包装与食品机械》
(刊号:CN34-1120/TS)
《材料热处理学报》
(刊号:CN11-4545/TG)
《电加工与模具》
(刊号:CN32-1589/TH)
《锻压技术》
(刊号:CN11-1942/TG)
《粉末冶金技术》
(刊号:CN11-1947/TF)
《工程设计学报》
(刊号:CN33-1288/TH)
《焊接》
(刊号:CN23-1174/TG)
《焊接学报》
(刊号:CN23-1178/TG)
《机床与液压》
(刊号:CN44-1259/TH)
《机械传动》
(刊号:CN41-1129/TH)
《机械工程材料》
(刊号:CN31-1336/TB)
《机械工程学报》
(刊号:CN11-2187/TH)
《机械强度》
(刊号:CN41-1134/TH)
《机械设计》
(刊号:CN12-1120/TH)
《金刚石与磨料磨具工程》
(刊号:CN41-1243/TG)
《金属热处理》
(刊号:CN11-1860/TG)
《理化检验-化学分册》
(刊号:CN31-1337/TB)
《理化检验—物理分册》
(刊号:CN31-1338/TB)
《流体机械》
(刊号:CN34-1144/TH)
《汽车知识》
(刊号:CN11-4722/TH)
《润滑与密封》
(刊号:CN44-1260/TH)
《设备管理与维修》
(刊号:CN11-2503/F)
《塑性工程学报》
(刊号:CN11-35449/TG)
《特种铸造及有色合金》
(刊号:CN42-1148/TG)
《无损检测》
(刊号:CN31-1335/TG)
《现代铸铁》
(刊号:CN32-1112/TG)
《压力容器》
(刊号:CN34-1058/TH)
《液压与气动》
(刊号:CN11-2059/TH)
《制造技术与机床》
(刊号:CN11-3398/TH)
《制造业自动化》
(刊号:CN11-4389/TP)
《中国表面工程》
(刊号:CN11-3905/TG)
《中国焊接》
(刊号:CN23-1332/TG)
《中国机械工程》
(刊号:CN42-1294/TH)
《中国机械工程学报(英
文版)》
(刊号:CN11-2737/TH)
《中国铸造装备与技术》
(刊号:CN37-1269/TG)
《铸造》
(刊号:CN21-1188/TG)
《组合机床与自动化加工
技术》
(刊号:CN21-1132/TG)
The design and implementation of the control system of the 10MW high power wind turbine blade’s experimental platform
WU XiaoPing1,WU HanLing2
(1.Shandong University of Finance and Economics,Jinan 250014, Shandong,China;2.harbin Institute of Technologery,Weihai 264200,Shandong,China )
This article introduces the design and implementation of the control system of the 10MW high power wind turbine blade’s experimental platform. The experimental platform of wind turbine blade is the special equipment for testing the performance of wind turbine blade, It is used to simulate and test the deformation state of the blade under various stress conditions, it could test wind power blades which reach 86m in length (it is the longest blade in Asia at present). All words consists of four parts, they are introduction of the experimental platform, functional design, hardware design and software design.
Wind turbine blade; Automatic control; Bus control; Blade test
TG115.5+2;
A;
1006-9658(2015)04-0078-05 DOI:10.3969/j.issn.1006-9658.2015.04.023
2015-03-12
稿件编号:1503-878
吴小平(1962—),男,高级工程师,主要从事专用数控装备数控系统开发与研究工作.
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:55:00
铁道通信信号(2020年12期)2020-03-29 06:22:00
制造技术与机床(2018年11期)2018-11-23 01:08:02
旅游纵览·行业版(2017年5期)2017-06-16 15:35:53
湖北文理学院学报(2017年2期)2017-04-16 05:09:09
工业设计(2016年11期)2016-04-16 02:48:32
大庆师范学院学报(2014年3期)2014-03-29 21:36:06
自动化博览(2014年6期)2014-02-28 22:32:09
自动化博览(2014年4期)2014-02-28 22:31:15
河南科技(2014年4期)2014-02-27 14:07:12