
基于装配线平衡的U形装配线生产效率研究
2015-10-29 05:48:34曹阳华孔繁森
中国机械工程 2015年14期
曹阳华 孔繁森
1.沈阳航空航天大学,沈阳,110136 2.吉林大学,长春,130012
基于装配线平衡的U形装配线生产效率研究
曹阳华1孔繁森2
1.沈阳航空航天大学,沈阳,1101362.吉林大学,长春,130012
针对以人为主的U形混流装配线的生产效率展开研究。提出了基于合作的工作站内任务分工策略,考虑工人行走对平衡的影响,利用强制节拍装配线平衡方法确定了工人的基本任务分工;通过合理设置工位间缓存以及改变工作优先序,变强制节拍为自由节拍,只在源端设置一个固定节拍来保持生产压力;通过合作使工人之间的任务负荷更加均衡。仿真研究结果表明:在生产压力较小的情况下,只需变强制节拍为自由节拍,即可有效地提高生产效率;而在生产压力较大的情况下,变强制节拍为自由节拍以及合作均能有效地提高U形混流装配线的生产效率,合作还能提高工人之间的任务均衡率。
平衡模型;自由节拍;合作;仿真
0 引言
装配线平衡是提升装配线生产效率的主要方法。U形装配线是伴随精益生产思想而产生的一种装配线布局形式,随着精益生产思想的逐渐流行,人们开始对U形装配线平衡进行研究。Miltenburg等[1]建立了简单U形装配线平衡问题的模型;Sparling等[2]提出了U形混流装配线的平衡模型。之后,人们对U形混流装配线的平衡模型以及求解算法进行了大量的研究,Scholl等[3]扩展了用于直线型装配线的分支定界方法,用于求解U形装配线平衡问题;Kim等[4]利用协同进化算法,同时考虑平衡和排产问题,对U形混流装配线平衡模型进行了求解;Miltenburg[5]把JIT思想融入任务序列约束中;Urban等[6]用分段线性规划模型方法研究了任务时间是随机情况下U形装配线的平衡问题;Kara等[7]应用模糊目标规划解决U形装配线平衡问题;Reakook等[8]同时考虑工作站数量和负荷的波动,提出了基于多级决策的改进的进化算法;Balakrishnan等[9]采用基于优先权的遗传算法同时进行平衡和排产优化;Rabbani等[10]同时考虑最大化装配线效率和最小化交叉工作站数量两个目标来实现U形混流装配线的平衡;Manavizadeh等[11]在进行任务指派时,考虑了临时工和正式工对效率和成本的影响。
总体来看,现有的U形混流装配线平衡研究主要集中于在给定节拍下,如何合理地将各装配任务分配给指定工作站,以及各产品如何排产,使工作站数量最少,并且各工作站内以及工作站间的任务负荷尽可能地均衡。这种以任务分配为中心,将各装配作业固定分配到指定工作站的装配线平衡方法能够有效地提高单一产品大量生产流水线的生产效率,但当其用于处理U形混流装配线的平衡时,却存在以下局限性:①U形混流装配线由于不同产品在不同工位装配工时的不同,如果按照强制节拍生产,必然存在一定程度的浪费,然而很少有关于自由节拍U形混流装配线的平衡研究的报道;②尽管该方法充分发挥了U形布局任务分配更加灵活的特点,但并未考虑合作给生产效率带来的影响,而合作是U形布局的精髓之一,不考虑合作并不能充分发挥U形布局的优势。
针对以上不足,本文以加工时间确定的U形单侧混流装配线为研究对象,通过装配线平衡确定工人的数量以及工人的基本分工,通过变强制节拍为自由节拍以及增加工人之间的合作等改善措施,充分发挥U形布局的优势,减少装配线生产中存在的浪费,进一步提高企业的竞争力。
1 问题描述
本文研究的装配线数据采集于某发动机部装装配线。该装配线共有15个工位,可生产a、b、c、d四种产品,市场对各种产品的需求概率相同。产品a、b、d的工艺相同,依次经过这15个工位,产品c不经过工位6,其他工艺与产品a、b、d相同。4种产品在各工位装配的标准工时见表1。由表1容易得到四种产品的联合优先图,见图1。其中,各工位任务所需时间期望值如表1最后一列所示。
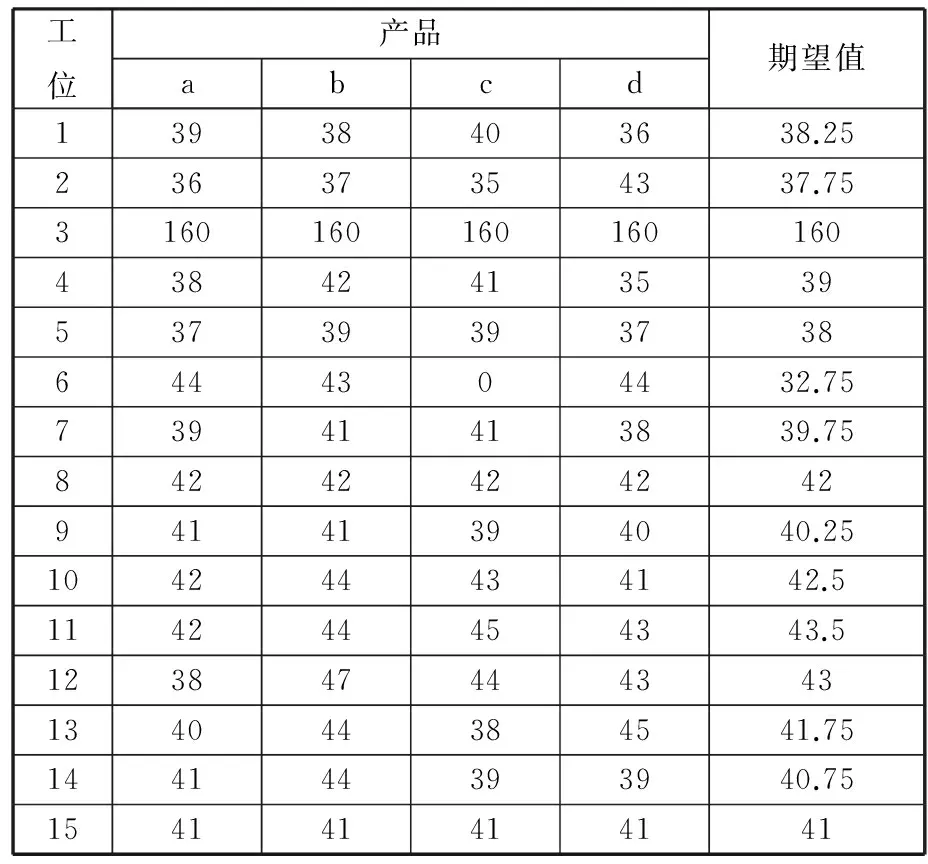
表1 各工位的标准工时 s

图1四种产品的联合优先图
鉴于装配线上各产品工艺非常相似,适合流水生产组织形式,因此,工位布置顺序为从1到15依次排列,装配线布置成U形,在单侧装配。根据市场需求和企业实际情况,目前设定节拍为140 s,后期有进一步提高的需要。
根据给定节拍,需要进行装配线平衡,确定装配线所需工作站数量以及各工作站工人任务分工,并在此基础上进行装配线管理的进一步改善。
2 装配线平衡
2.1与超节拍工位相关的任务分工策略
按照装配线平衡理论,由表1可以计算出四种产品装配的期望工时为720.75 s,根据节拍要求,可以计算出所需工作站的数量:
n=720.75/140=6(向上取整)
然而,工位3的平均装配时间为160 s,超过节拍,意味着必须增设并行工作地。根据精益生产思想,增设一个工作地,然而按照装配线平衡理论,如果将工位3的两个工作地分别分给两个工人,这两个工人不做其他工位的任务,意味着工位3的节拍为80 s,远小于平均节拍;如果分别给其增加一个工位(受限于节拍,最多只能再增加一个工位),按照一个工位任务作业时间40 s估算(除工位3外,其他工位任务作业时间期望值在40 s上下波动,因此本文以40 s为例来说明与工位3有关的任务分配策略),则从工位3的角度看,最小节拍为
C3=(160+40)/2=100(s)
从工人所负责的另一个工位的角度看,最小节拍为
Canother=160+40=200(s)
上述分配方案会带来另一个瓶颈,为解决该问题,本文提出了一种新的任务分配方法——工作站内基于合作的不固定分工方法:两个工人对工位3的两个工作地以及分给这两个工人的另外两个工位共同负责,没有明确的分工,即谁有空闲谁负责。经过这样的分工后,两个工人的配合逻辑如图2所示。
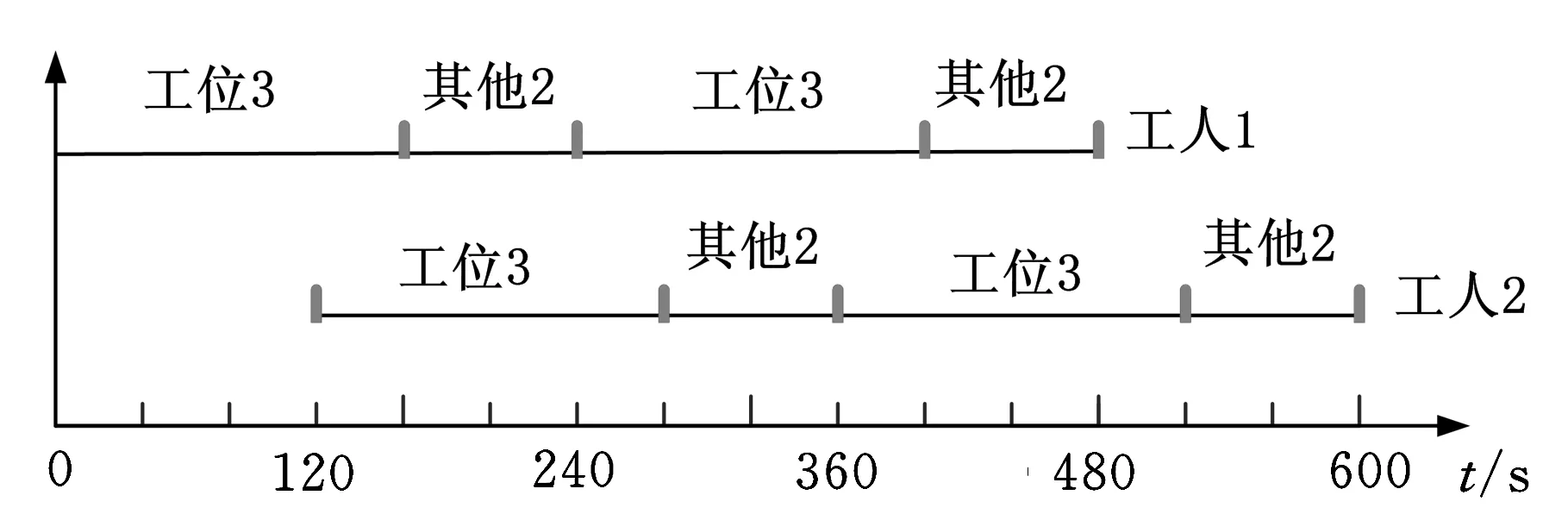
图2 两个工人的配合逻辑
不管是工位3,还是他们所负责的其他工位,节拍都可以调整到120 s,从解决空闲浪费的角度看,这是工作站内的合作,通过这种合作可以解决固定工位分配所存在的问题,因而是解决同时具有并行工作地和串行工作地的工作站内任务分配的一种有效策略。
由上述分析,结合场地情况,该装配线布置如图3所示。
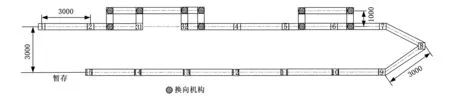
图3 U形装配线布局
2.2平衡模型
2.2.1基本假定
与一般的装配线平衡问题类似,对于U形混流装配线的平衡问题,有以下假设:①作业优先关系的约束对所有的产品是一致的,即就某产品来说,如果作业元素i先于作业元素j,那么对于装配线上其他任何一种产品,如果包含作业元素i和j,则作业元素i同样先于作业元素j;②如果作业元素i被分配到第x个工作站,则装配线上所有产品的i作业都在第x个工作站完成;③作业完成时间是确定的。
2.2.2符号的说明
本文特别关注了以人为主的U形装配线平衡中行走时间对平衡的影响。现有文献对此研究较少,Balakrishnan等[9]考虑了距离和行走速度对装配线平衡的影响,但只是将行走时间简单设定为与装配时间成比例,缺乏实际应用意义;Atiya等[12]研究后得出追逐模式下的工人行走速度为0.7 m/s。人的行走速度研究更多出现在群体仿真领域,如Fukuchi等认为亚洲人在平甲板上的行走速度在0.984~1.39 m/s之间;而来自欧洲和澳大利亚的报告显示,人的行走速度在1.4~1.6 m/s之间[13-16]。本文对工厂另一条装配线上10名工人进行实地测评之后,得出平均行走速度为0.8 m/s,为简化模型,本文取0.8 m/s来模拟工人的行走速度。
2.2.3约束条件
(1)每个作业必须被分配到且只能分配到一个工作站,即
I(i)∩I(j)=∅i≠ji,j=1,2,…,S
(1)
(2)
(2)不能打破优先序约束,即作业j的分配至少满足以下两个约束中的一个:
∀作业i∈I(k1),j∈I(k2)(k1,k2=1,2,…,S),
若pi j=1,则k1≤k2
(3)
∀作业j∈I(k2),h∈I(k3)(k2,k3=1,2,…,S),
若pjh=1,则k3≤k2
(4)
上述约束表明,一个作业只有在它的所有紧前作业或所有紧后作业都分配完毕后才能进行分配。
(3)每个工作站期望装配时间不能超过节拍约束,即
αjTsjk≤C∀j,k
(5)
该约束存在某一产品循环工作站具体装配时间超过节拍的风险,但可以通过后文提出的变强制节拍为自由节拍以及增加合作来解决。实际上强制节拍装配线通常要求针对任一产品循环,每个工作站装配时间均不能超过节拍约束,但该约束会导致部分工作站空闲时间增加,也有可能导致工作站数量的增加,因而本文并未采用这一约束方式。
2.2.4平衡目标
混流装配线平衡起来非常困难,一种产品取得较好的平衡效果,可能另一种产品的平衡效果并不好,也可能产品切换时的等待浪费比较大,因此,所追求的目标往往并不唯一,而是一个多目标综合权衡的过程。本文研究的是给定节拍下的混流装配线平衡问题,追求以下目标:
(1)工作站数量最小化,即
f1=minS
(6)
(2)工作站间任务负荷尽可能均衡,即
(7)
(3)工作站内任务负荷尽可能均衡,即
(8)
由于这三个目标并无非常明显的重要性差异,借鉴目标规划和综合评价的思想,本文以权重反映其重要性,对多目标进行加权评价。
按照综合评价理论,多目标加权合成时必须考虑各目标的一致化以及量纲一化问题,本文所提到的三个目标方向一致,均为追求最小化,所以无需考虑各目标的一致化问题,只需消除量纲的影响,本文采取的方法是将目标(2)、(3)的结果均转化成每个工作站每个产品的平均工时差距,来消除量纲对目标(2)、(3)合成时的影响。由于对目标(1)量纲一化较困难,同时,在给工作站分配任务时可以采取最大化任务量原则,只要各工作站任务分配均衡,就可以近似实现在给定作业分配顺序时工作站数量最小化目标,由此可以通过考察各工作站任务分配的均衡情况来近似反映这一目标,也就是通过目标(2)可以近似反映目标(1),因此本文在最后的评价目标中并未把目标(1)列入。
为了实现多目标的合成,需要确定各目标的权重。结合生产实际,通过与管理层咨询、沟通,因为站间平衡反映了工人分工的均衡性,而站内平衡问题可以通过变强制节拍为自由节拍来解决,所以在确定权重时重点考虑工作站间平衡这一目标,设定站间平衡与站内平衡目标的权重比为0.7∶0.3,于是形成以下合成目标:
(9)
2.2.5关于装配线平衡模型的其他说明
在考虑上述目标函数和约束条件的前提下,本文平衡方案的生成遵循以下原则:
(1)采取最大分配原则进行作业的分配。在分配工位任务至某工作站的过程中,把尽可能多的工位任务分配给该工作站,直到按照分配顺序以及约束条件其他工位任务不能再被分配到该工作站时为止。
(2)工作站的分配采取从前到后的方式进行。先分配在第一个工作站的作业,然后再分配下一个工作站的作业。
(3)使用最小零件集原则(minimum part set,MPS)进行产品排序。因为需求符合均匀分布,所以只需在所生产的四种产品中每种产品取出一个,针对这四个产品确定生产顺序即可。
2.3平衡结果及其分析
本文利用遗传算法对上述装配线平衡模型进行了求解,具体采用了宋华明等[17]提出的遗传算法,设置交叉概率为0.7,变异概率为0.1,每代个体容量为20,共运算100代。
(1)平衡结论。计算得到最优解,见表2。由表2可以看出,总计需要5个工作站,由于工作站2包含工位3,需要2名工人,故总计需要6名工人。

表2 作业分配最优解
(2)工作站间平衡结果(以期望时间计算)见表3。
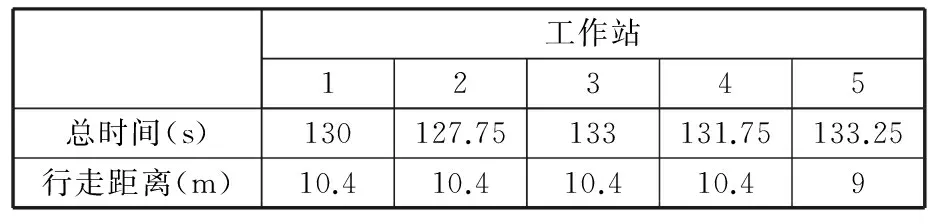
表3 工作站间一个产品循环平衡统计
其中,总时间包括作业时间和行走时间,工作站2的时间为两名工人时间均值(下同)。
(3)产品最优排序结果见表4。

表4 给定平衡下的最优生产排序
即源端产品发放按照a→b→d→c的顺序组织。
(4)工作站内平衡结果(按源端产品发放顺序进行时间统计) 见表5。
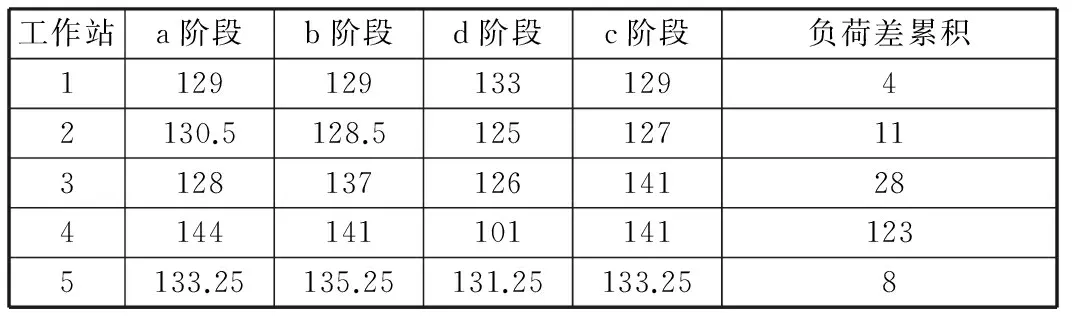
表5 最优排序下工作站内平衡统计 s
通过观察及分析发现工作站4负荷波动较大,主要原因是产品c不经过工作站4所负责的工位6;同时可以发现,工作站4中a、b、d阶段产品负荷已经超过节拍,造成此现象的原因同样是产品c不经过工作站4所负责的工位6,而平衡时计算节拍约束所用的数据是四种产品的平均数据,因此必须延迟节拍或采取线下平衡措施才能保证生产正常进行。在目前平衡方案下正常生产节拍至少是144 s,无法达到140 s甚至更小节拍的要求。
从统计结果可以看出,各工作站之间作业时间不均,同时站内作业时间波动较大,空闲时间较多,因而有较大的改进潜力。然而,在强制节拍以及当前任务分配策略下,为避免未完工产品的出现,从节拍角度看并无多大的改进潜力,除非增加线下平衡方法或者增加工作站。既然装配线上还存在以分工为基础的浪费情况,因此,本文考虑变强制节拍为自由节拍,并对任务分配策略进行调整,在不增加硬件或投资的条件下,以较小代价来提高装配线生产效率。
3 对装配线平衡结果的进一步改善
3.1仿真实体建模
本文通过仿真来分析U形混流装配线运作改善措施的效果,因而首先需要对U形混流装配线进行仿真实体建模。本文选择的装配线仿真软件是Plant Simulation 8.2。
仿真实体建模中基本参数的设置如下:
(1)每个工位采用Singleproc对象设定,由Importer属性指定工作内容。
(2)工位间采用Line进行连接,Line运行速度为1 m/s,Buffer直接设定在Line上。
(3)每个工作地指定一个workplace。
(4)在有行走路径的工作地之间,通过Footpath设定行走路径。
(5)工人所具有的技能在Worker属性里设定,行走速度设定为0.8 m/s。
(6)装配工时在Singleproc对象的processing time属性中设置。
(7)产量在进入Drain时统计,在每个工位后面的Line入口处统计工人加工完产品的类型、计数、等待时间及工时。
(8)零件的产生由Source控制,根据平衡模型确定的顺序,按照给定的节拍产生零件。
(9)工位3有两个工作地,工位2发出的产品均匀通过两个工作地。
工人的管理统一由一个broker控制,采取先到先服务的策略,如果同时到达,则先调度编号小的工人。为了避免调度的冲突,本文将所有工人放到一个workpool里,工人做完某工位后停留在该工位等待broker的调度(该操作可以通过workplace来设定)。当有多个合作申请时,优先做优先权高的合作工位。
3.2改善策略及仿真分析
由上文可以看出,强制节拍下装配线生产效率的改善空间并不大;从表3、表5可以看出,各工作站间、工作站内各产品间忙闲程度不均,同时,各工作站负荷高峰并不在同一时刻出现,因此,为了充分发挥U形布局的优点,有效利用各工作站的空闲时间,本文设计了变强制节拍为自由节拍以及增加合作两种改善策略。
3.2.1变强制节拍为自由节拍
将强制节拍改为自由节拍既能避免未完工产品的出现,同时还能为后面的合作研究留下空间。提供合作服务势必会打断强制节拍,导致大量未完工产品的出现,因此,强制节拍下的合作是没有意义的,要想合作,必须取消强制节拍。
在取消强制节拍的前提下,为了施加生产压力,本文在源端设置了一个固定发放节拍。各个工作站的负荷并不均衡,并且工作站内各产品负荷也不均衡,考虑通过提高源端节拍来进一步减少空闲时间的浪费,进而提高产能。观察表3、表5数据可以看出,平均负荷在127~133 s之间波动,个体负荷在126~144 s之间波动(未考虑最低个体负荷值101 s,因为此节拍在6名工人的前提下根本不可能达到),因此,通过仿真寻找在126~144 s之间对生产能力最为有利的理想源端节拍。
如果变强制节拍为自由节拍,那么为了生产的顺利进行,必须增加工位间存储。考虑到产品形态、管理政策以及场地的限制,未设线下存储区,工位间的线上存储最大可能容量为4,不同的缓存容量对生产效率可能会产生不同的影响,本文通过仿真确定最佳缓存区大小。
要进行仿真研究,必须指定工人的工作优先序。将6名工人分别命名为A、B、C、D、E、F,并按次序分配给5个工作站。根据流水生产的思想,应该按照产品流动顺序确定工作优先序,即工人的工作优先序是按其所负责的工位任务序号从小到大进行的,具体见表6。

表6 各工作站工人工作优先序
不同源端节拍和不同缓存下的仿真运行结果(仿真时长为一天)如图4所示。
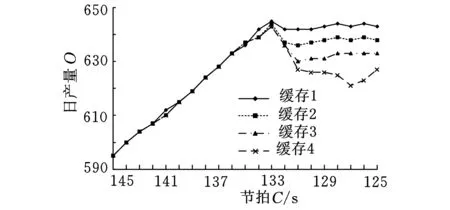
图4 不同源端节拍和不同缓存容量下的产量仿真结果
从图4可以看出:变强制节拍为自由节拍带来产量的增加,源端节拍为133 s时日产量最高,达到645 (强制节拍日产量Oc=24×3600/144=600);源端节拍在133~145 s之间时,随着源端节拍的减少,生产效率在逐渐提高,自由节拍给生产效率带来了明显的正向影响,它和缓存容量的设置并无多大关系,由表3及表5可以看出,各工作站平均负荷均少于134 s,而个体负荷绝大部分也都少于133 s,因而,可以认为,此时的源端节拍造成的生产压力并不大,而自由节拍能够有效地利用工作站内和工作站间的空闲时间,可带来生产效率的显著提高;当源端节拍小于133 s时,生产压力逐渐增大,已经超过个人能力,由于前端工位的工作优先权较高,缓存容量过高会导致工人忙于处理前端工位的任务,从而导致后端工位的任务不能得到及时的装配,产量就会下降,故缓存容量设置为1对生产效率最有利。
从图4还可以看出,在缓存容量为1的前提下,源端节拍从145 s到133 s,随着源端节拍的缩小,能够有效地利用各工作站的空闲时间,进而提高产能;但是,随后的日产量却开始下降,最后稳定到接近642的水平。产能下降的原因:以节拍127 s为例,通过观察各工位前的堵塞率(相邻下游输送线缓存区已满,导致上游加工完产品不能离开所在工位称之为堵塞,堵塞率为堵塞时间占总时间的比率,具体堵塞率见表7),可以得出以下结论。
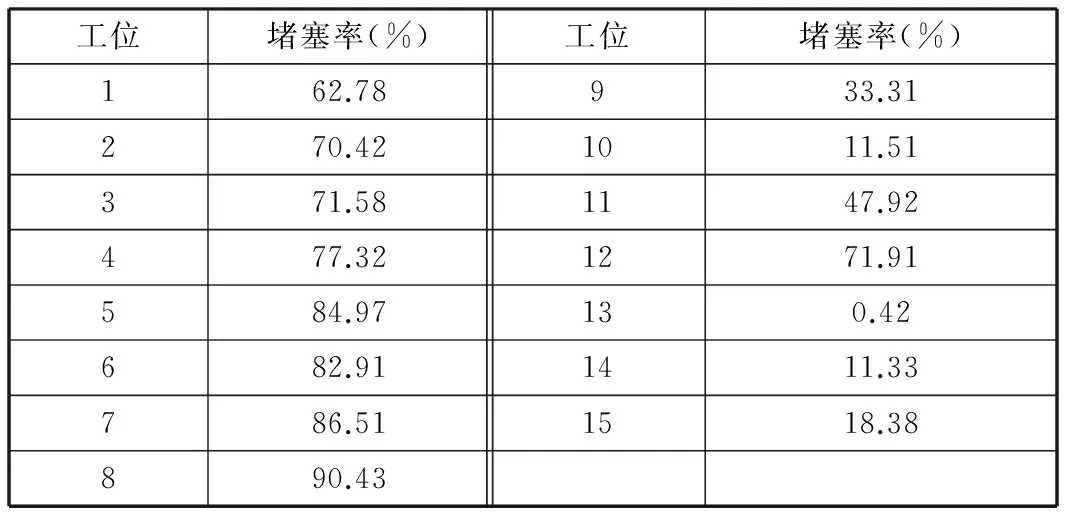
表7 各工位前堵塞率
总体上看,前端工位堵塞率较高,这一点比较容易理解,随着源端节拍的缩短,前端任务量过大,而由于前端工位的优先权较高,工位任务会得到优先处理,且线上存储容量较低,就较容易造成前端工位的堵塞。还可以发现,后端工位也存在堵塞情况,并且部分工位堵塞率也较高,进一步分析得出,一些后端工位的堵塞是因为该工位所属工作站本身负荷较高(例如工位12),更多的是由于后端工位的优先权较低,而前端工位任务量又较大,这导致后端工位的任务得不到及时装配,严重时只有在前端堵塞时后端才能得到装配,这导致产品不能及时出产,产量降低。综上以上分析发现,前端工位的较高优先权并未带来零件在前端的顺畅流动,反而造成后端工位的部分堵塞,因此,考虑调整工作优先序,调整原则为优先做靠近出口的工位上的任务,这样调整的目的是保证后端的任务及时完成,产品及时出产,类似于拉式生产的思想。调整后的工作优先序见表6。
根据调整工作优先序后的仿真运行结果,缓存容量对产量变化几乎没有影响,为了生产管理的方便,选定缓存容量为1,其产量变化与调整前的对比如图5所示(仿真时长为一天)。
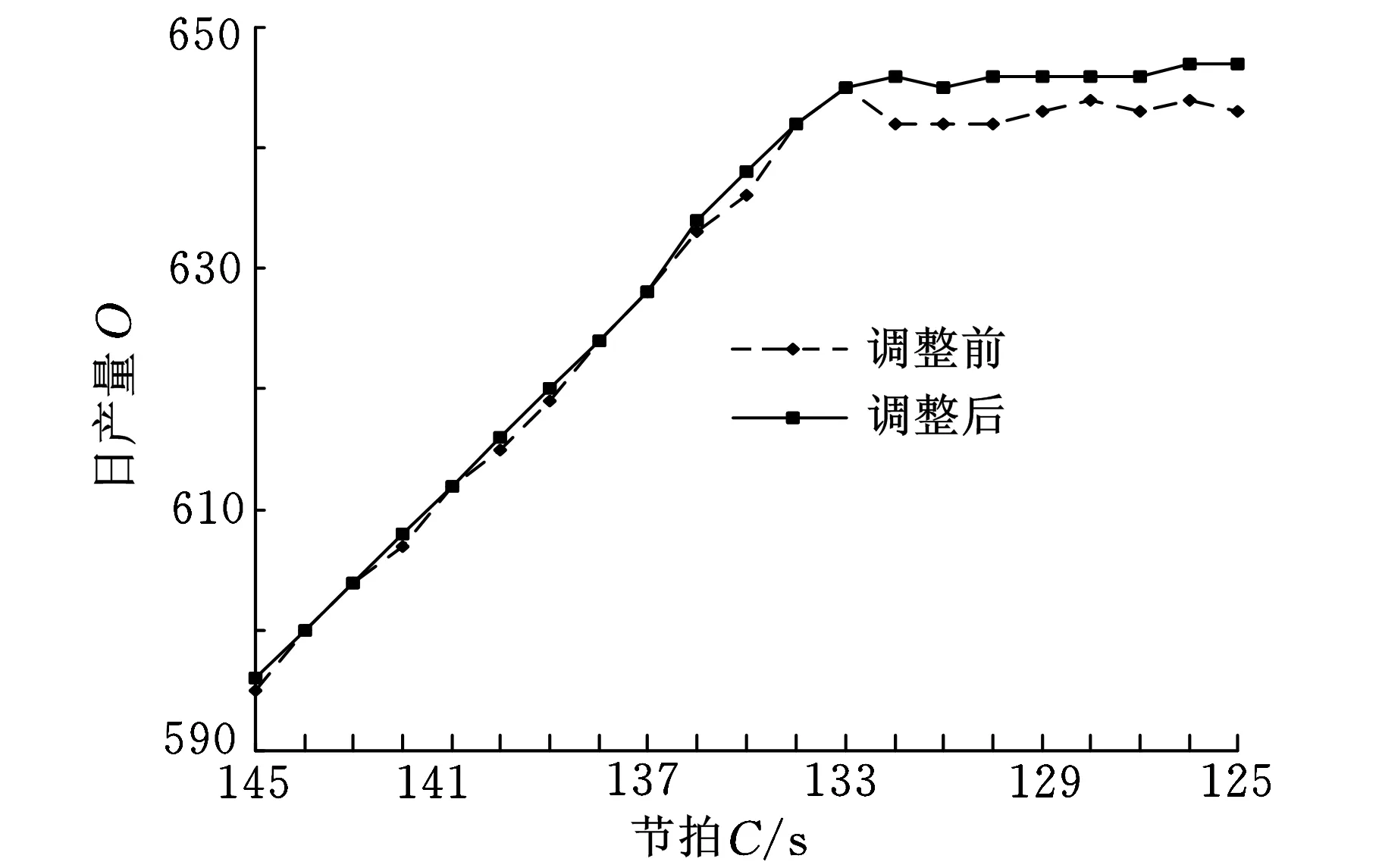
图5 调整优先序前后不同源端节拍下产量对比
由图5可以看出,改变工作优先序后,随着节拍的缩短,产能的变化和原来有所不同:在原来的最优源端节拍133 s之前,表现大致相同;然而,在这之后,调整后的产能比之前有了一定的提高,并且日产量一直稳定在647左右,进一步说明原来产能的下降很大程度上是因为后端工位任务不能够得到及时处理。
总体来看,变强制节拍为自由节拍可以有效地提高本文研究的混流装配线的产能,理想源端节拍(产量最大时的源端节拍)最大值为133 s。
3.2.2增加合作机制
便于合作是U形装配线相对于直线型装配线的重大优势。通过变强制节拍为自由节拍,使得工作站内的部分空闲时间得到了利用,然而依然存在工作站间任务量的差异。为了缓解这种差异,减少由于工作站间任务量不均而造成的工人空闲,本文提出了一种新的平衡方法——非强制节拍下基于分工和合作的装配线平衡方法。本文将装配线平衡后自己工作站内的工位称之为自己的份内工位,当工人在自己份内工位没有工作任务时,为减少等待的浪费,可以去帮助别人,作为合作者,去隶属于别人的工位去工作。设计这种“空闲时合作”机制的初衷就是提高平衡率和产能。
一般来讲,尽管U形线上的工人是多能工,但在U形线较长时,工人往往并不具备U形线上所需的所有技能。因此,本文设定只有在一些具体的工位才有可能产生合作,一个工人只需掌握相邻工作站某个工位所需的技能。按照前面的平衡方案,考虑技能掌握的难易性,本文设定6、9、11、12、13、14、15工位为合作工位;同时为避免过多的行走干涉以及行走浪费,合作只能在相邻工作站展开。这些做法在管理上完全可以实现。
空闲时工人可能面临多个合作选择,为了使产品顺利出产,设定工人面临多个合作选择时的工作优先序,见表6。
在一有空闲就去帮助别人的前提下,装配线仿真运行结果及与合作前对比如图6所示(仿真时长为一天)。
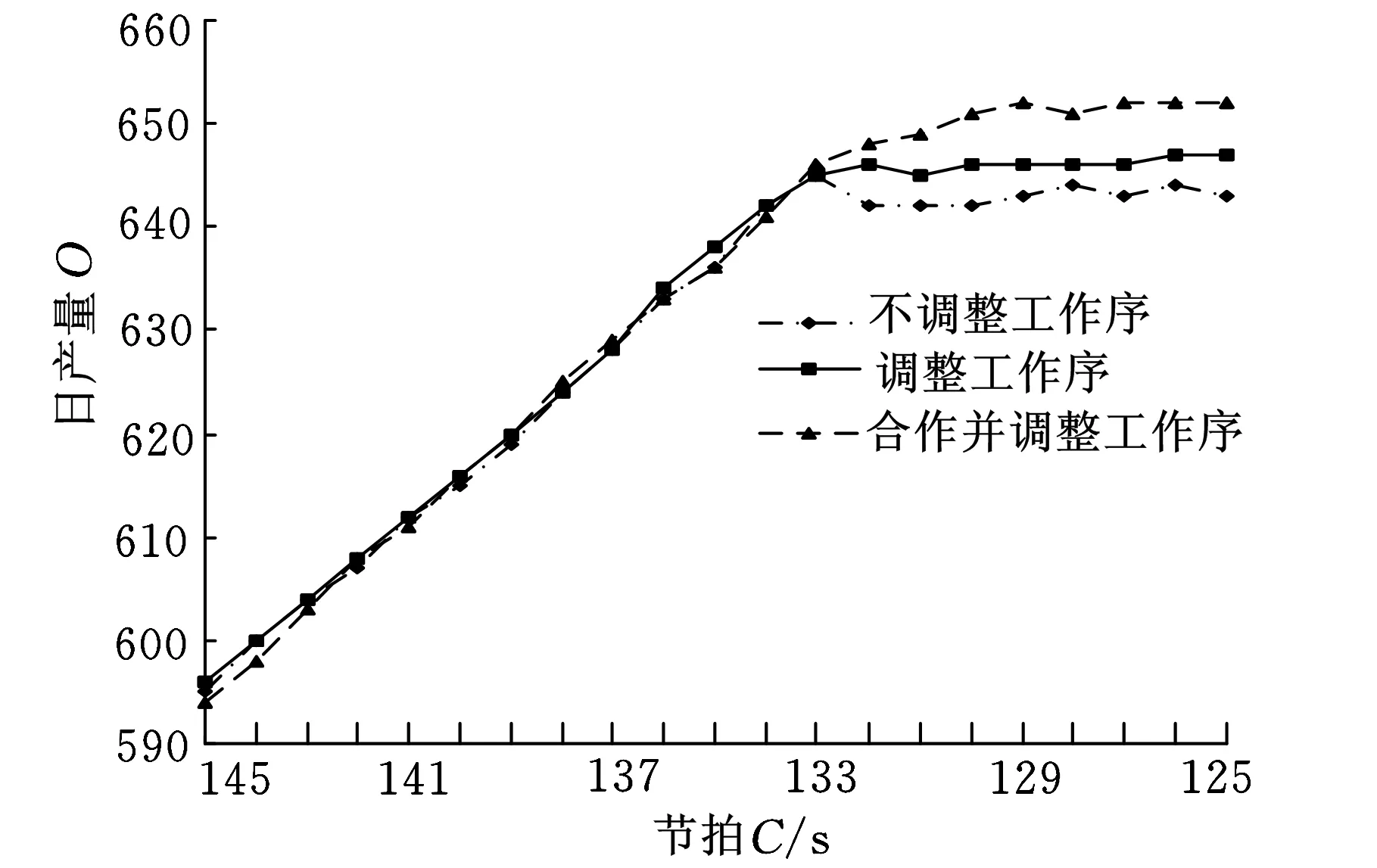
图6 合作前后产量对比
从图6可以看出,在原来的理想节拍133 s之前(144~133 s之间),合作与不合作并无明显区别,主要原因是生产压力不大,各工位前产品积压较少,工人空闲时间都很多,但在这之后,随着生产压力的增加,各工位前的产品积压会明显增多,此时合作要比不合作具有一定的产量优势。统计结果表明,理想源端节拍最大值为129 s,日产量为652。
合作还对工人之间的任务均衡性产生了影响。由于是自由节拍生产线,并且存在合作,因此,不能再用传统的装配线平衡率计算公式来计算平衡率,本文采用下式来计算工人之间的任务均衡程度:
B=Hmin/Hmax
(10)
其中,B代表平衡率,Hmin代表工作量最小的工人的总工时,Hmax代表工作量最大的工人的总工时。该指标能够反映工人间任务量的差距,装配线上出于平衡的考虑,该指标属于越大越好的指标。
本文从合作变得有意义起(节拍小于133 s),统计合作前后平衡率的变化,如图7所示(仿真时长为一天)。
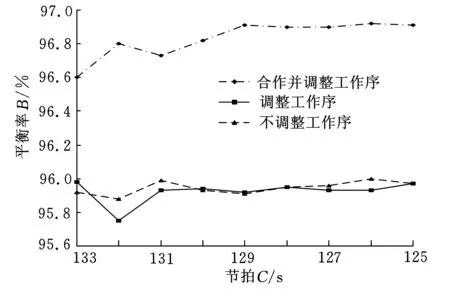
图7 不同生产压力下各方案平衡率对比
由图7可以看出,在不合作的前提下,工人间的任务分配并未发生变化,因而不会对平衡率产生影响,平衡率主要受堵塞的影响而产生较小的波动;合作改变了任务的分配,在生产压力较大的情况下,合作会带来平衡率的明显提升,进而使产量增加。
4 结语
本文构建了加工时间确定的U形混流装配线平衡模型,在装配线平衡过程中,通过工作站内的合作有效地处理了超节拍工位增设工作地后平衡效果不理想的问题,此外,还考虑了工人行走速度对平衡的影响;以装配线平衡结果为基础,通过变强制节拍为自由节拍以及增加工作站间的合作对装配线的生产效率进行了进一步的改善,发现在源端压力较小时,变强制节拍为自由节拍对提高生产效率是最有效的,而在源端压力较大时,增加合作会进一步提升装配线的生产效率,合作还能使工人间任务均衡率明显上升。
本文研究结果表明,通过管理上的改善,可以以较小代价有效地提高装配线的生产效率。尽管本文只针对加工时间确定的U形单侧混流装配线展开研究,但基于自由节拍的合作也能应用到其他类型U形装配线生产效率的改善上,而工作站内的合作对具有超节拍作业的普通装配线平衡同样具有借鉴意义,因而本文研究也可以为企业其他类型流水生产效率改善提供一个思路。下一步需要对工人之间的合作展开进一步的研究,如果考虑人的行为及其对生产的影响,现实中的合作并非是在有空闲时就一定能达成的,它受多方面因素的影响。此外,存在多种多样的合作策略,有空闲时才合作并不一定是最优的,也并非所有合作都会带来产能的提高,因而有必要对工人的合作行为以及合作机制展开进一步研究。
[1]Miltenburg G J,Wijngaard J.The U-line Balancing Problem[J].Management Science,1994,40(10):1378-1388.
[2]Sparling D,Miltenburg J.The Mixed-model U-line Balancing Problem[J].International Journal of Production Research,1998,36(2):485-501.
[3]Scholl A,Klein R.ULINO: Optimally Balancing Ushaped JIT Assembly Lines[J].International Journal of Production Research,1999,37(4):721-736.
[4]Kim Y K,Kim S J,Kim J Y.Balancing and Sequencing Mixed-model U-lines with a Co-evolutionary Algorithm[J].Production Planning and Control,2000,11(8):754-764.
[5]Miltenburg J.Balancing and Scheduling Mixed-model U-shaped Production Lines[J].International Journal of Flexible Manufacturing Systems,2002,14(2):119-151.
[6]Urban T L,Chiang W C.An Optimal Piecewise-linear Program for the U-line Balancing Problem with Stochastic Task Times[J].European Journal of Operational Research,2006,168(3):771-782.
[7]Kara Y,Paksoy T,Chang C T.Binary Fuzzy Goal Programming Approach to Single Model Straight and U-shaped Assembly Line Balancing[J].European Journal of Operational Research,2009,195(2):335-347.
[8]Reakook H,Hiroshi K.A Multi-decision Genetic Approach for Workload Balancing of Mixed-model U-shaped Assembly Line Systems[J].International Journal of Production Research,2009,47(14):3797-3822.
[9]Balakrishnan J,Cheng C H,Ho K C,et al.The Application of Single-pass Heuristics for U-lines[J].Journal of Manufacturing Systems,2009,28(1):28-40.
[10]Rabbani M,Kazemi S M,Manavizadeh N.Mixed Model U-line Balancing Type-1 Problem:a New Approach[J].Journal of Manufacturing Systems,2012,31(2):131-138.
[11]Manavizadeh N,Hosseini N S,Rabbani M,et al.A Simulated Annealing Algorithm for a Mixed Model Assembly U-line Balancing Type-I Problem Considering Human Efficiency and Just-in-time Approach[J].Computers & Industrial Engineering,2013,64(2):669-685.
[12]Atiya A Z,Lee L,Ke X.Prediction and Analysis Impact of Operational Design of a Manual Assembly System with Walking Workers on Performance[J].International Journal of Computer Integrated Manufacturing,2013,26(6):540-560.
[13]Kim H,Park J H,Lee D,et al.Establishing the Methodologies for Human Evacuation Simulation in Marine Accidents[J].Computers & Industrial Engineering,2004,46(4):725-740.
[14]Juran D C,Schruben L W.Using Worker Personality and Demographic Information to Improve System Performance Prediction[J].Journal of Operations Management,2004,22(4):355-367.
[15]Lee D,Park J H,Kim H.A Study on Experiment of Human Behavior for Evacuation Simulation[J].Ocean Engineering,2004,31(8/9):931-941.
[16]Ryu T,Choi H S,Choi H W,et al.A Comparison of Gait Characteristics between Korean and Western People for Establishing Korean Gait Reference Data[J].International Journal of Industrial Ergonomics,2006,36(12):1023-1030.
[17]宋华明,韩玉启.基于遗传算法的U型生产线平衡[J].系统工程学报,2002,17(5):424-429.
Song Huaming, Han Yuqi.Genetic Algorithms-based U-shaped Assembly Line Balancing[J].Journal of System Engineering,2002,17(5):424-429.
(编辑陈勇)
Study on Production Efficiency of U-Shaped Assembly Line Based on Assembly Line Balancing
Cao Yanghua1Kong Fansen2
1.Shenyang Aerospace University,Shenyang,110136 2.Jilin University,Changchun,130012
The purpose of this paper is to improve the production efficiency of human-oriented U-shaped mixed model assembly lines.The cooperation based task assignment strategy within workstation was proposed;the influences of workers movement on balance were considered.The basic task division was decided by forced rhythm assembly line balancing model.The line was changed to free rhythm line by setting up reasonable buffer and changing the work order;a fixed source send rhythm was set up to maintain the production pressure.The task balance rate was improved by cooperation.Simulation results show the following conclusions:changing forced rhythm to free rhythm is effective enough to improve the production efficiency of U shaped line when there is lower production pressure;changing forced rhythm to free rhythm and cooperation can all improve the production efficiency effectively when there is higher production pressure,cooperation can improve the task balance rate as well.
balancing model;free rhythm;cooperation;simulation
2014-09-29
吉林省自然科学基金资助项目(201105018);航空科学基金资助项目(2013ZE54026)
TH186DOI:10.3969/j.issn.1004-132X.2015.14.012
曹阳华,男,1975年生。沈阳航空航天大学机电工程学院副教授、博士。主要研究方向为系统评价、制造系统中人的可靠性。孔繁森,男,1965年生。吉林大学机械科学与工程学院教授、博士研究生导师。
猜你喜欢
大电机技术(2022年4期)2022-08-30 01:39:14
大电机技术(2022年2期)2022-06-05 07:28:58
汽车工艺师(2021年7期)2021-07-30 08:03:26
制造技术与机床(2019年12期)2020-01-06 03:17:46
中文信息学报(2019年8期)2019-09-05 12:33:36
数码世界(2019年4期)2019-05-10 09:52:54
科技视界(2016年22期)2016-10-18 15:53:02
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:59
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:58
电子设计工程(2011年16期)2011-03-28 01:52:44
