
液环压缩机在氯化氢输送中的应用
2015-10-25 03:15:24王勤祥严小生
中国氯碱 2015年10期
王勤祥,严小生,李 强
(江苏扬农化工集团有限公司,江苏 扬州 225009)
液环压缩机在氯化氢输送中的应用
王勤祥,严小生,李强
(江苏扬农化工集团有限公司,江苏 扬州 225009)
借鉴氯气输送使用的液环压缩机经验,经过调试用邻二氯苯作为工作液,成功应用液环压缩机替代纳式泵,取得了良好的经济和环保效益。
氯化氢;纳氏泵;液环压缩机
2010年前,江苏扬农化工集团有限公司氯化苯生产过程中副产的氯化氢使用国产纳氏泵进行输送。利用纳氏泵输送氯化氢主要存在以下缺点:单台纳氏泵抽气量小,需同时开3台才能满足生产需要;纳氏泵单台电机功率为110 kW,耗电量大;纳氏泵输送氯化氢过程中工作液采用浓硫酸,由于氯化氢气体中含有微量水,在循环过程中浓硫酸的含水率会持续升高,腐蚀性会逐步加重,而纳氏泵普遍采用碳钢材质,叶轮不耐酸,随着时间的延长,纳氏泵叶轮被逐渐腐蚀,叶轮之间的间隙增大,从而使纳氏泵抽气量能力也随之下降。
借鉴氯气输送使用液环压缩机经验,该公司与佶缔纳士机械有限公司合作共同进行液环压缩机输送氯化苯副产氯化氢气体的研究和调试,并于2011年 12月调试成功,投入正式生产运行,使用至今已近三年,运行稳定。
1 液环压缩机组工作原理
液环压缩主机利用偏置于壳体中的叶轮转动形成月牙腔进行吸气与排气,以往多用在抽真空系统。机组工作流程为氯化苯尾气盐酸被吸入带有工作液的主机壳体内,经过压缩的气液混合物被排入气液分离器中,分离出的氯化氢气体经冷凝器、扑集器除去液体后送往用户。分离出的液体因压缩做功温度升高必须经过冷凝后再次进入主机壳体内,进行循环利用,多次循环后的工作液因杂质含量升高必须进行更换,同时要确保循环工作液体不能与输送气体产生化学反应。液环压缩机输送尾气流程简图见图1。
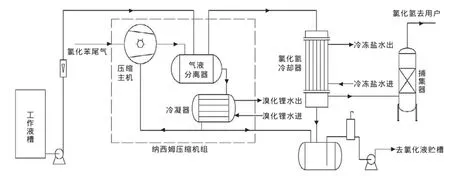
图1 液环压缩机输送尾气流程简图
2 液环压缩机组工作液的选择及调试运行
2.1浓硫酸作为工作液
首先,用比较成熟的浓硫酸作为工作液进行了液环压缩机输送氯化氢的的安装、调试。调试结果为:主机电流维持在280~320 A,运行后能够满足氯化氢的输送,但运行24 h后出现机封温度高,浓酸冷却效果不好,泵抽气量明显不足等。经研究分析,是副产盐酸尾气中含有的微量苯与硫酸发生反应,生成了一定量的苯磺酸,苯磺酸的熔点为44℃,而冷却一般采用5℃溴化锂水,因此产生结垢,严重影响换热效果。拆开液环压缩机泵体及机封检查,发现泵内进气孔、出气孔堵塞较严重;由于压缩机的机封是一种内密封机封,产生的苯磺酸在44℃以下是一种结晶体,形成固体颗粒,压缩机机封磨损严重,故需重新进行工作液选择。
2.1邻二氯苯作为工作液
通过化学反应矩阵分析,考虑利用邻二氯苯作为工作液来替代浓硫酸。邻二氯苯是扬农集团的主要产品,来源丰富,其熔点为-17.5℃不易结晶,沸点为180.4℃,具有不易挥发等优点。同时,邻二氯苯在液环压缩机中对盐酸气体具有洗涤作用,可以回收氯化氢中的苯系物,降低氯化氢中的尾苯,提高尾气系统的安全生产。多次循环后替换出的邻二氯苯可以回系统进行处理,无三废产生,工作液损耗量很少。更换工作液后的液环压缩机组运行平稳,抽气量、工作液温度、电机电流等各项参数符合设计要求。
装置调试成功后立即投入长时间的生产试运行。试运行过程中液环压缩机运行电流245~255 A,单套功率200 kW/h,同样产能条件下与比纳式泵相比电费节约10万元/月;单台液环压缩机抽气量达到2 400 m3以上,远远优于单套纳氏泵的抽气量,1台液环压缩机抽气能力相当于三四台国产纳氏泵的抽气能力,节能效果明显;液环压缩机性能稳定,日常维护保养简单,与易损坏的纳氏泵相比生产维护费用大幅下降。由于邻二氯苯对副产尾气有一定的洗涤作用,压缩机出口氯化氢中含邻二氯苯控制在1×10-6以下,同时,每天可以回收苯接近800 kg,每月回收苯约15万元/月,尾苯的降低提高了后续反应的收率。试运行获得了圆满成功,生产过程达到了清洁环保、高效稳定、经济效益高。
3 结论
通过几年稳定运行证明,用液环压缩机输送盐酸气体优于纳氏泵,由于邻二氯苯对尾气有洗涤作用,每天可以回收尾气中的苯接近800 kg,减少对后序反应过程的影响。液环压缩机不仅节能,还占地较少。用邻二氯苯作代替浓硫酸为工作液,彻底解决了废硫酸处理困难的难题。替换出的邻二氯苯送往二氯苯工段进行生产利用,无废液排放,真正达到了清洁生产,循环利用。综合分析单套液环压缩机替代纳氏泵输送氯化氢,全年可以节约费用240万元,经济效益可观。
[1]王世常.氯气压缩与液氯生产的节能问题.中国氯碱,2001(3):42-45.
[2]黄钟岳,王晓放.透平式压缩机.北京:化学工业出版社,2004.
[3]李相彪主编.氯碱生产技术.北京:化学工业出版社,1985.
[4]王士君主编.氯碱工业理化常数手册.北京:化学工业出版社,1988.
[5]杨祖荣.化工原理.北京:高等教育出版社,2005.
[6]张金廷,胡培强,施永城,等.甘油.北京:化学工业出版社,2008.
Application of liquid ring compressor in conveying hydrogen chloride
WANG Qin-xiang,YAN Xiao-sheng,LI Qiang
(Jiangsu Yangnong Chemical Group Co.,Ltd.,Yangzhou 225009,China)
Chlorine conveying the liquid ring compressor experience for reference,after several tests and debugging with ortho dichlorobenzene as a working fluid,the final success has tremendous economic and environmental benefits.
hydrogen chloride;sodium chloride pump;liquid ring compressor
TQ051.21
B
1009-1785(2015)10-0028-02
2015-06-24
王勤祥(1967—),男,本科,工程师,1989年7月毕业于南京化工学院化工机械专业,现任江苏扬农化工集团有限公司安全总监。
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:24
水泵技术(2021年5期)2021-12-31 05:26:52
环境卫生工程(2021年3期)2021-07-21 05:34:24
盐科学与化工(2019年5期)2019-05-21 05:54:04
中氮肥(2019年1期)2019-03-14 03:13:54
环境保护与循环经济(2017年12期)2017-07-11 01:46:36
环境科技(2016年5期)2016-11-10 02:42:14
癌变·畸变·突变(2015年3期)2015-02-27 06:15:12
河南化工(2014年11期)2014-09-01 06:11:36
合成技术及应用(2014年1期)2014-07-02 01:20:47
