
浅谈450 t冷飞剪
2015-10-21 06:21:19刘庆祖
企业技术开发·下旬刊 2015年2期
刘庆祖
摘 要:轧钢生产线轧件定尺大多使用冷剪设备,缺点为效率底,连续性差,冷飞剪能克服以上问题,在电控准确的情况下,提高生产效率。文章对450 t冷飞剪进行介绍分析,供轧钢车间参考。
关键词:冷剪;冷飞剪
中图分类号:TG335.62 文献标识码:A 文章编号:1006-8937(2015)06-0113-02
1 概 述
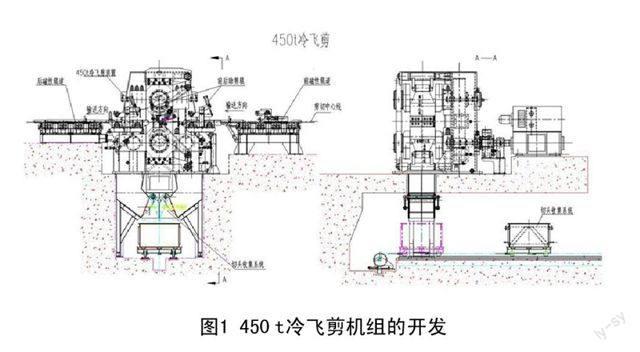
450 t冷飞剪机组的开发如见图1所示,吸收了国际先进技术。冷飞剪机组包括450 t冷飞剪装置、450 t冷飞剪切头收集系统、450 t冷飞剪前﹑后磁性辊道,450 t冷飞剪前后助剪辊﹑换剪刃吊运装置和剪刃安装器等设备。
精整后的钢材由冷床后运输辊道向前输送,钢材进入冷飞剪前磁性辊道。检测到来钢信号后,磁性辊加磁。钢材头部越过冷飞剪前磁性辊道的压辊后,压辊气缸动作,压辊压下。钢材头部越过冷飞剪剪前助剪辊的压辊后,压辊气缸动作,压辊压下,将钢材夹送前行,进入飞剪,飞剪启动,实现切头动作。切头后,在冷飞剪前磁性辊道和剪前助剪辊的夹送下继续前行。钢材头部越过剪后助剪辊的压辊后,压辊气缸动作,压辊压下。钢材进入冷飞剪后磁性辊道后,其辊子加磁。至规定定尺后,飞剪动作,实现定尺剪切。
当飞剪剪断钢材时,剪后助剪辊的气缸动作,压辊抬起,钢材继续前行。当下一根定尺钢材头部越过剪后助剪辊的压辊后,压辊气缸动作,压辊压下,钢材继续前行。如此反复,飞剪精确地依次实现定尺剪切,直到只剩下钢材的尾段。此时,机组的众压辊抬起,磁性辊失磁。至此,一组倍尺钢材剪切完毕,冷飞剪机组等待下一根钢材的到来。
450 t冷飞剪装置下面配置有冷剪切头收集系统,实现切头﹑切尾及碎断的钢材的收集及运送。
本机组采用磁性辊道、编码器和宽幅检测仪实现钢材快速而准确的定尺剪切。
450 t冷飞剪机组采用自动干油润滑,配有电动干油润滑站。仅特殊润滑点,如飞剪上下摇杆心轴、飞剪上刀杆压板支轴、冷飞剪前后助剪辊的压辊为手动油杯润滑。冷飞剪本体的齿轮副和轴承采用稀油集中润滑,配有稀油润滑站。
本机组具有以下特点:
①配置合理,结构紧凑,占用的生产场地较小。
②磁性辊道﹑助剪辊加飞剪的配置方式,合理的电控方式,使得生产效率提高。而且成品精度高,为±15 mm。
③冷飞剪装置配置了离合式飞轮,大大降低了电机功率,提高能源利用率。
④冷飞剪装置采用了门式刀架,机架刚度大,能实现更大的剪切能力。
⑤助剪辊的轨道支架都可以摆动,开口度调节范围大,适应了不同钢材品种的剪切要求。
⑥切头收集系统安全可靠,操作方便。
⑦配有剪刃快速更换装置,使剪刃的更换操作,方便﹑快捷而安全。
2 技术参数
①轧件规格:圆钢 Φ16~Φ60 mm;
方钢 14×14~60×60 mm;
扁钢 厚8~25 mm,宽25~150 mm。
②定尺长度:6~12 m(可按用户要求另行设置)。
③剪切能力:4 500 kN。
④剪切速度:0.8~1.6 m/s。
⑤剪切周期:最快2.5 s。
⑥剪刃宽度750~900 mm;辊道工作宽度750~900 mm。
⑦本机组中冷飞剪采用直流电机,功率为2×550 kW,转速500 r/min,磁性辊道和助剪辊采用变频交流电机。
⑧本机组重量为135 t。
3 组 成
450 t冷飞剪机组包括450 t冷飞剪装置、450 t冷飞剪切头收集系统、450 t冷飞剪前﹑后磁性辊道,450 t冷飞剪前后助剪辊﹑换剪刃吊运装置和剪刃安装器。
3.1 450 t冷飞剪装置
450 t冷飞剪装置位于冷床输出辊道的后面,将钢材剪切成用户需要的定尺钢材。本装置的齿轮副和轴承采用稀油集中润滑,配有稀油润滑站,剪机箱体作油箱。
定尺长度为6~12 m,剪切力为4 500 kN,剪切周期最快为2.5 s,曲柄旋转半径:263 mm
本飞剪机为上下对称的两个曲柄摇杆机构,刀杆与连杆为一刚体。曲柄旋转一周剪切一次。冷飞剪机采用双电机传动,双电机分别带动两个小齿轮,小齿轮传动同一个大齿轮,大齿轮又带动上面的一个大齿轮。两个大齿轮分别带动上下曲轴,曲轴上安装有剪刃,完成剪切功能。为提高剪切能力,剪刃安装在门式曲柄轴两轴承的中间,克服了传统的悬臂式曲柄轴剪切能力难以做大的弱点。
上刀杆上装有弹力压紧板以导向型钢,并减轻剪切时型钢翘起所带来的的不利影响;下摇杆下端设一偏心机构,以微调下刀杆倾角及刀隙。上剪刃轴端装有一个编码器。每根小齿轮轴上配置了一个离合式飛轮装置。低速剪切时合上飞轮,高速剪切时脱开飞轮,便能在满足工艺要求的同时,大大降低电机功率,获得更高的经济效益。其中一根小齿轮轴上装有一个气动制动盘,供检修用。冷飞剪机本身重量为92 t 。
3.2 450 t冷飞剪前磁性辊道
450 t冷飞剪前磁性辊道位于冷床输出辊道的后面。可防止钢材在剪切时打滑,从而确保剪切精度。剪切≥Φ25 mm的圆钢时,其压辊配上导槽隔板。设备组成包括一台交流变频调速电机,一只同步齿轮箱,四只磁性辊。在一只磁性辊上方有一只用气缸带动的压紧辊。
本设备用编码器加宽幅检测仪实现精度控制。
3.3 450 t冷飞剪前后助剪辊
450 t冷飞剪前后助剪辊位于冷飞剪本体的前后,无打滑夹送钢材。剪切≥Φ25 mm的圆钢时,其压辊配上导槽隔板。前﹑后助剪辊结构相同,各由一个运输辊和一对驱动辊及压辊组成。运输辊和驱动辊由电机带动,压辊通过气缸压紧。助剪辊轨道支架可以摆动,以适应不同钢材品种的剪切要求。
3.4 450 t冷飞剪后磁性辊道
与450 t冷飞剪前磁性辊道基本相同。
3.5 配套设施
450 t冷飞剪机组要求配备380 V变频交流电源,220 V交流电源,660 V直流电源,24 V电控直流电源和0.6 MPa的工作气源。
4 结 语
总体来说,冷飞剪具有高效、准确、可靠等优点,能够带来巨大的经济效益,是轧件定尺分段设备的发展方向。
参考文献:
[1] 邹家祥.轧钢机械[M].北京:冶金工业出版社,2000.
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
设备管理与维修(2021年16期)2021-10-09 07:27:04
冶金设备(2021年1期)2021-06-09 09:35:28
重型机械(2020年3期)2020-08-24 08:31:38
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
石油化工建设(2018年2期)2018-07-11 01:25:06
电子世界(2018年9期)2018-05-30 01:48:22
橡胶工业(2016年11期)2016-02-24 00:22:16
机械工程师(2015年3期)2015-11-09 08:30:04
