
三甘醇脱水装置运行常见问题分析及处理对策
2015-10-13 01:26李旭成郑小林肖军郑榕杜诚
石油与天然气化工 2015年5期
李旭成 郑小林 肖军 郑榕 杜诚
中国石油西南油气田公司川西北气矿
三甘醇脱水装置运行常见问题分析及处理对策
李旭成 郑小林 肖军 郑榕 杜诚
中国石油西南油气田公司川西北气矿
在脱水装置的实际操作运行中发现,过高的地层水矿化度及化排剂使用不当常常导致装置出现运行故障甚至停车,影响生产的正常运行。主要论述了三甘醇脱水装置在运行过程中出现故障的表现形式及常见问题,深入分析了出现问题的原因并提出相应的处理对策及预防措施,对三甘醇脱水装置的稳定生产运行具有良好的借鉴意义。
三甘醇 脱水 问题分析 处理对策
近年来,随着天然气的开发越来越受到人们的重视,在天然气长输过程中,对天然气气质提出了更高的要求。若天然气中的饱和水含量过高,不仅会降低管线输送能力,同时,由于输送压力和周边环境的变化,形成的水合物和酸性物质还会对管道产生腐蚀,甚至造成用户燃气加热炉燃烧器熄火,存在严重的安全隐患。因此,在外输天然气之前对其进行脱水显得尤为必要[1-2]。
三甘醇(以下简称TEG)天然气脱水装置因具有吸湿性高、容易再生、占地面积小、设备布置紧凑、易于搬迁安装、操作无需借助外力等优点,在国内得到广泛应用[3-4]。然而,在实际运行过程中,该装置常常由于开发区块地层水矿化度较高、过多使用化排剂等因素,造成循环管路发生堵塞和腐蚀,进而导致装置运行出现故障,对集气站及气井的正常生产均造成一定的影响[5]。
1 脱水装置工艺原理及工艺流程
1.1 工艺原理
TEG是一种无色无臭有吸湿性的黏稠液体,其分子式为C6H14O4,物理特性如表1所示。TEG具有吸水性强、高温条件下容易再生的特点,常用于天然气脱水[6]。TEG脱水为物理过程,吸收了天然气中饱和水蒸气的TEG富液进入重沸器后,在高温条件下蒸发水蒸气,又可得到质量分数大于98%的贫液[7]。

表1 TEG物理特性Table 1 Physical properties of TEG
1.2 脱水工艺流程
对常规TEG脱水而言,其工艺流程可分为3部分[8],如图1所示。
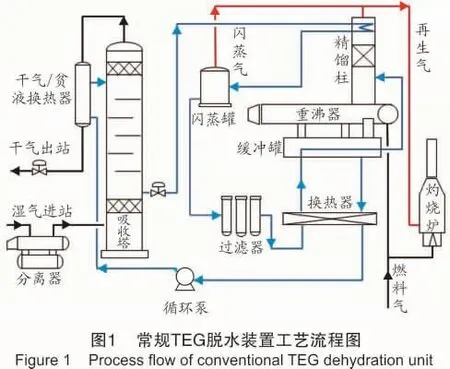
(1)天然气脱水:经过滤分离器初分离后的天然气含饱和水,由吸收塔底部进入,在塔中与TEG贫液进行逆流接触,天然气中的水蒸气被TEG贫液吸收后,从吸收塔顶部输出,并与进塔的TEG贫液进行换热后外输[9]。
(2)TEG再生:在吸收塔中与天然气接触后的TEG富液从塔底流出,通过精馏柱一次换热后进入闪蒸罐,闪蒸出溶液中溶解的烃类组分后经过三级过滤器过滤,过滤后的富液依次通过板式换热器、缓冲罐与TEG贫液进行热交换,最后经过富液精馏柱进入重沸器进行提浓再生。此时,TEG富液变为贫液,提浓后的贫液经过重沸器气提柱溢流口依次反向进入缓冲罐、板式换热器进行换热,再通过TEG循环泵增压进入干气/贫液换热器与脱水干气进行换热后进入脱水塔顶部,完成TEG的循环再生过程[10]。
(3)辅助系统:主要包括从吸收塔出口外输气管线上引出的燃料气流程以及进行气动控制的仪表风系统。
2 运行常见问题分析及处理对策
TEG脱水装置主要运行故障多出现在TEG再生循环过程中,通过现场调研,归纳出各部件出现故障的主要表现形式,如表2所示,其问题主要集中在管路堵塞、TEG发泡变质、TEG过度损耗以及U形管出现腐蚀等方面。
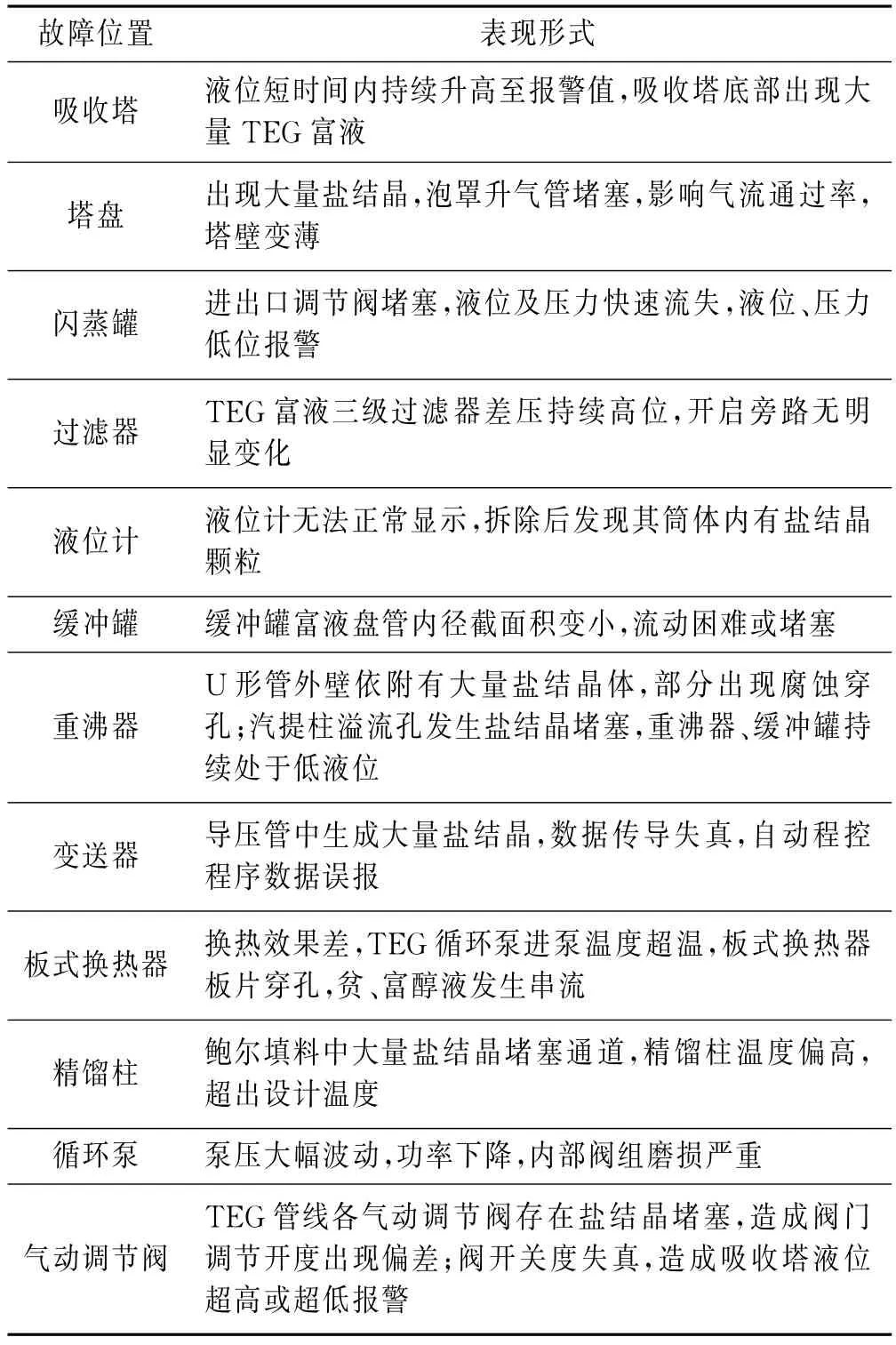
表2 脱水装置故障Table 2 Malfunctions of dehydration unit
2.1 TEG循环管路盐结晶堵塞
在TEG再生循环过程中,保持循环管路通畅尤为重要,通过调研[11-12]发现,某些脱水装置在运行一段时间后,会出现循环管路堵塞问题,尤其是在某些地层水矿化度较高(>12 000mg/L)的气田中。其原因在于当分离器初次分离不彻底时,部分地层水会随着天然气被带入脱水装置中,该部分地层水在与TEG接触后进入TEG循环系统,其中高矿化度地层水中的盐类(CaCl2、NaCl、MgCl2等)逐渐累积,并与TEG接触后成为富含盐分的富液。随着该富液进入TEG再生系统,温度逐渐升高,富液中的水分虽然得以蒸发,但富液中的盐分却不能随再生气蒸发出再生系统,仍残留在TEG的贫液中,最终在贫液循环降温的过程中析出盐结晶(结晶醇),长时间累积后,就会逐渐造成循环系统中各部位出现盐结晶堵塞故障,对循环泵的运转产生磨损,进而影响其正常运行。通过现场实际分析,部分采用化排生产工艺的单井来气中混有大量化排剂泡沫,是影响分离器分离效果的主要因素。而在循环管路中容易发生堵塞的位置主要集中在气提柱、精馏柱、板式换热器及气动调节阀阀座内,在脱水装置的运行过程中需加强对上述部位的检查。
2.2 TEG溶液发泡及变质
通过对装置排污阀定期排污,发现TEG溶液有时会出现发泡变质的现象。当溶液颜色呈较深的黑褐色,并混有H2S与芳香味混杂的难闻气味时,表明其物化性质已发生改变,此时,脱水后的天然气水露点将很难达到外输要求[13]。通过分析发现,出现这一现象的主要原因可能如下:
(1)由于进入吸收塔之前的原料气气液分离效果不好,且吸收塔排液不及时,造成TEG吸收塔液泛,大量液态水与TEG溶液混合,使其发泡乳化。
(2)采用化排排水采气工艺生产的单井来气中,会夹杂部分化排剂残留物。同时,在闪蒸分离过程中,若分离不彻底也会残留部分液态烃物质,这些化学物质与TEG溶液混合后会对其造成化学污染,从而发生变质。
(3)由于燃料气分离器的分离效果不太理想,使得TEG再生系统使用的气提气中会携带液态烃和其他杂质,这些杂质进入TEG再生系统后,也会引起TEG发泡变质[14]。
(4)部分原料气中的酸性物质(修井、洗井、酸化压裂作业时注入气井内的酸液残留物)未分离干净,进入脱水装置,造成TEG贫液pH值过高。同时,含硫天然气中的H2S溶解在TEG溶液中,生成无机酸酯,导致TEG发生变质。
(5)当重沸器温度过高时,持续高温会使得TEG发生热降解,发生脱水缩合反应,生成乙二醇、二甘醇、甘醇同系物等有机杂质,混入TEG溶液中,从而导致溶液变质[13]。
2.3 TEG溶液损耗
理论而言,处理1m3天然气只需消耗1.5mg TEG。但通过现场分析发现,部分脱水站运行一段时间后,其TEG消耗量显著增加,分析其原因如下:
(1)进入吸收塔的天然气流速过高,压差过大,高速流动的天然气会携带一部分TEG进入外输管道,造成TEG损耗[15]。
(2)吸收塔底部分离段积液较多,当积液超过TEG富液出口位置时,大量含水量超标的TEG富液进入精馏柱,使得精馏柱内突然产生大量水蒸气,高温、高流速蒸汽携带精馏柱内TEG富液进入灼烧炉燃烧,从烟囱喷出大量黑烟,造成TEG的浪费及环境污染。
(3)换热后的TEG贫液入塔温度仍高于60℃,增大了TEG损失。
(4)装置在运行一段时间后,阀门等设备密封出现问题,造成TEG漏失损耗。
2.4 重沸器U形加热管发生腐蚀
部分脱水装置在运行一段时间后,重沸器U形加热管穿孔发生腐蚀,其原因与堵塞发泡现象类似,均因原料气中混有工艺井修井后残留的酸液等物质进入TEG再生系统以及地层水矿化度过高,出现的盐结晶逐渐沉积,对U形管造成腐蚀。
3 处理措施
3.1 TEG循环管路盐结晶堵塞的处理措施
解决盐结晶堵塞问题的关键在于控制进入脱水装置前天然气中高矿化度游离水的含量,其主要处理措施如下:
(1)尽可能降低单井来气温度,定期监测分离器疏水阀运行工况和来气中的泡沫含量,加强单井来气的就地分离工作。
(2)在单井到脱水站的输气支线上加装大型积液包或分水器,加强输气支线的排水频率。
(3)在条件允许的情况下,可在输气支线上加装收发球装置,定期对管线进行清管作业,进一步将管道中的水拦阻在脱水装置外。
(4)合理控制进出站压差,避免压力波动造成输气管内积液大量突进,预防因段塞流而造成的液泛。
3.2 TEG溶液发泡及变质的处理措施
针对TEG发泡变质这一问题,其控制的关键在于原料气洁净度,尤其是对含硫井以及采用化排工艺生产的单井来气的处理。其主要处理措施包括:
(1)加强进入脱水塔前的原料气的预处理,在条件允许的情况下,在进入分离器之前再加装一套消泡效果更为理想的固体消泡装置[16],使进站原料气通过二次消泡,进一步减少其中混有的泡沫,增强分离器的分离效果,以减少进入脱水装置中原料气所混有的泡排剂化学成分和水蒸气。目前,在川北九龙山气田的集输气站中,新观脱水站已在分离器前加装了一套固体消泡装置(见图2),对原料气中的泡沫进行二次消泡处理。该装置占地面积小,日常操作维护简便。在经过二次处理后发现,原料气中泡沫大量减少,原料气洁净度有显著提高。
(2)定期清洗塔盘,检查捕雾网是否破损。
(3)若发现TEG发泡严重,可以适当考虑加注三辛基焙酸脂和焙酸三丁脂,有效抑制TEG的发泡倾向。
(4)严格控制重沸器运行温度在204℃以内,避免TEG因超温发生降解变质。
(5)严格对吸收塔运行参数进行监测,控制进入吸收塔的天然气流速,杜绝脱水塔超负荷运行。
(6)定期检测TEG的pH值,必要时加入三乙醇胺,严格控制TEG溶液pH值在7~7.5之间[17]。

3.3 降低TEG溶液损耗的措施
在脱水装置运行过程中,为了减少不必要的TEG损耗,需时刻监测脱水装置的运行状况,控制其进气速度、TEG循环泵泵速等参数。注意检查吸收塔分离段液位、定时排液,防止液位过高导致TEG富液含水量超标;严格控制TEG贫液的进塔温度,防止温度过高造成TEG损失。除此之外,应定期对脱水装置进行检维修,确保设备完好,杜绝因设备原因造成的TEG“跑、冒、漏、滴”。
3.4 防止重沸器U形加热管腐蚀的措施
防止重沸器U形加热管腐蚀的措施主要包括:
(1)控制监测TEG溶液pH值,通过定期调节TEG溶液pH值,降低溶液的腐蚀性。
(2)定期检测TEG中氯化钠含量,避免TEG系统出现盐结晶现象。若发现盘管和U形管出现腐蚀穿孔,需立即停运装置,更换腐蚀穿孔部件。
4 结论及建议
(1)在脱水装置运行过程中,产生的问题主要包括管路堵塞、TEG发泡变质、TEG过度损耗及重沸器U形管腐蚀。
(2)在脱水站运行过程中,加强对脱水前原料气的预处理尤为重要,对于含硫气井来气,应加强对原料气中酸性物质的分离,严格控制酸性物质进入脱水装置的量;对于采用化排生产工艺的气井来气,若发现消泡效果不好,在条件允许的情况下,可在原料气进入分离器前加装1套消泡装置进行二次消泡,以减少进入脱水装置的高矿化度游离水和机械杂质的含量。
(3)在脱水装置运行过程中,应对运行参数进行严格的监测和控制,定时检测监控TEG溶液的氯化钠含量和pH值,以确保装置的稳定运行。
(4)定期对脱水装置进行停运检修,回收TEG,用清水循环加热清洗整个TEG循环系统,消除设备运行中可能出现的隐患。
[1]金忠臣,杨川东,张守良,等.采气工程[M].北京:石油工业出版社,2004.
[2]金祥哲,张宁生,吴新民,等.污染物对三甘醇脱水性和发泡性影响的研究[J].天然气工业,2005,25(10):97-98.
[3]李明,温冬云.新型板式换热器在三甘醇脱水装置中的应用[J].石油与天然气化工,2004,33(6):419-423.
[4]罗国民.三甘醇脱水在高酸性气田集输站中的应用分析[J].石油与天然气化工,2013,42(6):571-577.
[5]李龙,田建峰,张耀刚.撬装天然气脱水装置运行中常见问题分析及对策[J].石油化工应用,2007,26(3):40-42.
[6]蒋洪,杨昌平.天然气三甘醇脱水装置节能分析[J].石油与天然气化工,2010,39(4):122-127.
[7]中国石油天然气管道工程有限公司天津分公司.SY/T 0076-2008天然气脱水设计规范[S].北京:石油工业出版社,2008.
[8]苏建华,许可方,宋德琦,等.天然气矿场集输与处理[M].北京:石油工业出版社,2004.
[9]薛江波,卢庆庆,王亚军,等.塔里木油田三甘醇脱水装置参数优化研究[J].油气田环境保护,2011,21(5):30-33.
[10]陈小飞,华忠志,张岐,等.撬装脱水装置退液流程优化[J].石油化工应用,2012,12(31):82-85.
[11]李雪峰.三甘醇装置运行存在问题及处理方法[J].技术应用,2014(8):104-105.
[12]李进超.三甘醇脱水装置投产常见故障分析及排除[J].科技与企业,2013(1):23-25.
[13]郭彬,何战友,刘学蕊,等.三甘醇失效原因分析及回收研究[J].天然气工业,2006,26(9):152-154.
[14]鲁保山,闫洪涛,侯达昌.三甘醇脱水系统在歧口18-1油田的应用[J].中国海上油气(工程),2002,12(3):33-35.
[15]丁启耀.天然气脱水工艺乙二醇损耗大原因分析及处理[J].广州化工,2013,41(21):133-135.
[16]张振文,任涛,牛斌,等.固体消泡剂在鄂尔多斯盆地靖边气田的试验与效果评价[J].天然气工业,2013,33(2):32-36.
[17]李明国,徐立,张艳玲,等.天然气脱水生产中三甘醇的使用情况[J].钻采工艺,2005,28(3):107-108.
Analysis and treatment measures on common operation problems of TEG dehydration device
Li Xucheng,Zheng Xiaolin,Xiao Jun,Zheng Rong,Du Cheng
(Northwestern Sichuan Gas District,PetroChina Southwest Oil &Gasfield Company,Jiangyou621709,China)
The exorbitant salinity of formation water and the improper use of chemicals often have a severe effect on the operation of TEG dehydration unit.This paper mainly discussed the common problems and influencing factors of TEG dehydration unit,deeply analyzed the reasons of the device operation,put forward corresponding treatment and preventive measures,which might provide reference for the steady operation of TEG dehydration equipment.
triethyleneglycol,dehydration,problems analysis,treatment measures
TE644
B
10.3969/j.issn.1007-3426.2015.05.004
李旭成(1989-),男,四川中江人,2014年6月毕业于西南石油大学油气田开发专业,工学硕士,现任职于中国石油西南油气田公司川西北气矿,主要从事现场采气工程工作。E-mail:lixucheng@petrochina.com.cn
2014-12-04;编辑:温冬云
猜你喜欢
天然气化工—C1化学与化工(2022年5期)2022-10-28
山西化工(2022年4期)2022-09-23
广州化工(2022年11期)2022-06-29
动力工程学报(2022年3期)2022-04-01
水泵技术(2021年3期)2021-08-14
石油学报(石油加工)(2020年4期)2020-09-27
工业安全与环保(2020年9期)2020-09-23
化工进展(2020年3期)2020-04-01
中国化工贸易·中旬刊(2018年11期)2018-10-21
纺织科学研究(2017年7期)2017-07-25
