胶囊菌种成型机评介
2015-10-13 14:54闵杭临黄淑琴
食药用菌 2015年2期
闵杭临 黄淑琴
胶囊菌种成型机评介
闵杭临1黄淑琴2
(1.泰州海锋机械制造有限公司,江苏 泰州 225300;2.泰州职业技术学院机电技术学院,江苏 泰州 225300)
食用菌;袋栽成品率;菌种培养;成型机结构;操作
在江苏省泰州市,菌种制备作为食用菌产业链中的重要环节,近年来得到迅速发展。本文介绍的菌种制备技术,已被广泛应用于多种食用菌的制种中。该技术经近几年的不断改进与完善,有了较大改善。
食用菌菌种是指以适宜的培养基为载体进行纯培养的菌丝体。这种菌丝体是培养基质和菌丝体的联合体。菌种是食用菌生产的首要条件,菌种性状的优劣直接影响到生产的成败和制种工作的成败。它既关系到菌种场的经济效益与信誉,又间接关系到菇农的利益。
1 食用菌袋栽成品率低的原因及改进措施
1.1 食用菌袋栽成品率低的原因
经综合分析,食用菌袋栽成品率低,与品种、培养基的品质、塑料袋的质量、灭菌方法和发菌管理等诸多因素有关。多方调研和反复试验表明,菌种培养是其中关键的因素。需要通过改善传统生产工艺,提高成品率。
1.2 提高菌种成品率的措施
传统菌种的制作方法是手工掰碎后接种,菌丝需要一个恢复、愈合过程,且在制作过程中易受环境污染,存活率只有75%。
采用胶囊菌种接种,在无菌操作下,将菌丝生长到一定阶段后的固体基质装入特定的成型容器(盒或胶囊)中进行培养,育成菌种。这种制作方法具有生产控制严格,质量有保障,接种后发菌速度快,污染率低,接种效率高等优点。但在制作过程中需要大量的人工,生产效率低。而购买进口设备,投资大,投资回收周期长,不适合规模小的食用菌生产厂家。
为了解决以上问题以满足用户需要,研制成功一种胶囊菌种成型机。其关键工序是菌种成型:将菌种填入塑料蜂窝板上,整齐排列在若干颗胶囊内,再在其上压入透气防尘的泡沫盖片,得到成型的菌种。
2 胶囊菌种成型机
2.1 结构特点
胶囊菌种成型机整体结构主要包括机架和压装机构两部分(图1)。
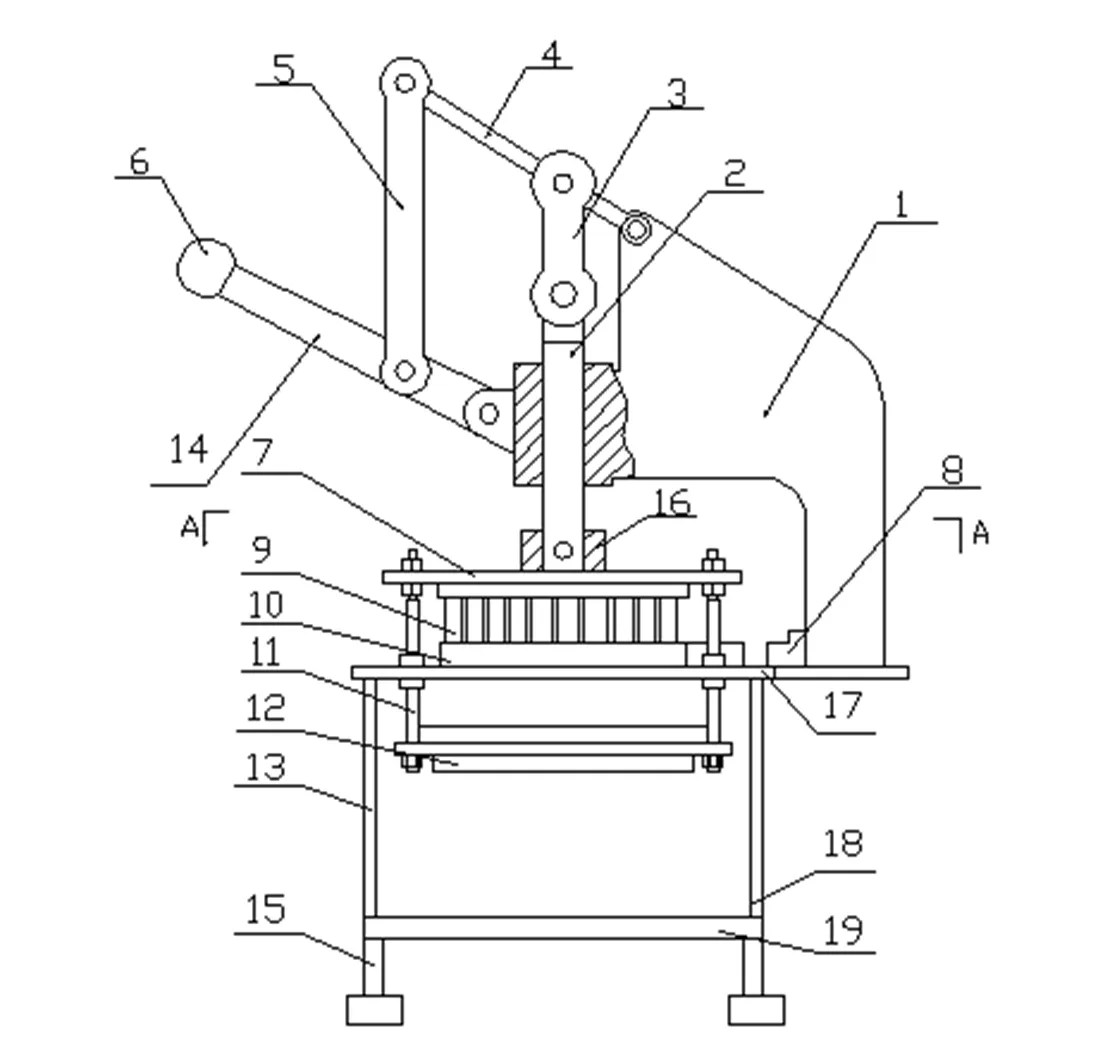
图1 成型机结构图主视图
1.夹体,2.滑块,3.第一连杆,4. 第二连杆,5.第三连杆,6.手柄,7.上压板,8. 挡块,9.压块,10.模板,11.导柱,12.下压板,13. 左立板,14. 摇杆,15.底座,16.连接套,17.台板,18. 右立板,19.底板
机架包括台板、底板和底座。台板由左立板、右立板、前立板、后立板组成,左立板与右立板,前立板与后立板处于平行;台板下面是底板,用于支撑台板;整个机构下方的底部设有四角对称的底座作为支撑。
压装机构包括夹体、连杆、压板和导柱。夹体固定于台板的上部,内部设有竖向滑槽,在其内部的滑块与滑槽组成移动副。连杆由第一、第二和第三连杆组成,滑块的上端与第一连杆的下端铰接,第一连杆上端与第二连杆铰接,第二连杆一端与夹体铰接,另一端与第三连杆上端铰接,第三连杆下端与摇杆铰接,摇杆的一端与夹体铰接,另一端设有手柄,其手柄的材质和形状应符合人机工程学的要求。压板由上压板和下压板组成,滑块的下端通过连接套与上压板连接,上压板平行于台板下部的下压板。导柱4个,对称设置,穿过台板上的圆孔,上压板与下压板通过四个导柱连接,形成移动副。
2.2 操作方法
首先在模板上放上装有胶囊菌种的塑料蜂窝板(图2),上面再放置一张经过压迹切线机切割的泡沫盖片。手压手柄,通过连杆机构的作用,上压板抬起,将放有塑料蜂窝板的模板在台板上水平推进,用台板后面的挡块进行定位,然后抬起手柄,上压板便带动压块压在泡沫盖片上,与胶囊封口大小对应的泡沫盖片压入胶囊封口。向下压手柄,保持一段时间,则上压板抬起,抽出模板,卸下塑料蜂窝板,便完成了一次菌种压装。
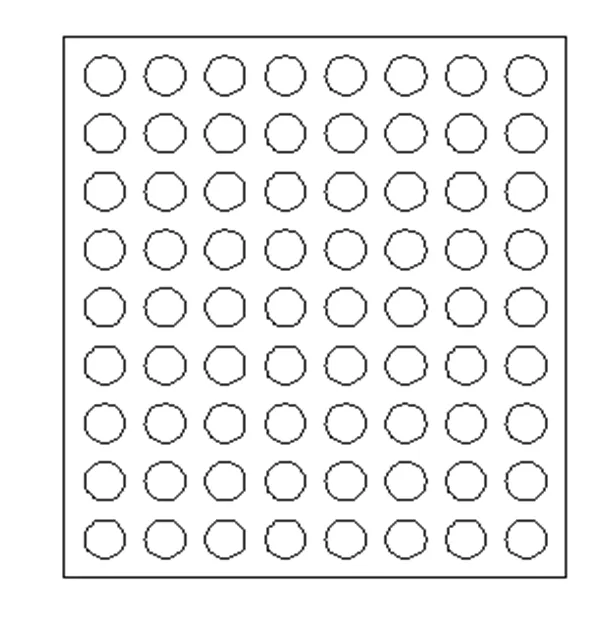
图2 塑料蜂窝板
本机采用手动完成菌种的填装和压制成型,结构简单,操作方便,不需能源,成本低,效率高。
3 结语
胶囊菌种与传统的袋装和常规瓶装菌种相比,接种操作速度快,接种成活率达95%以上,携带运输方便;更为重要的是,它减少了空间消毒剂的用量,减轻对环境的污染。可谓是食用菌产业的一项新技术,具有广阔的市场前景。
第一作者,闵杭临(196—),男,汉族,江苏泰州人,工程师,研究方向为机械设计和制造,现任泰州海锋机械制造有限公司工程技术中心主任。E-mail:hsq_1965@163.com
第二作者,黄淑琴(1965—)女,汉族,江苏泰州人,副教授,硕士,研究方向为机构创新设计和互换性,现任泰州职业技术学院机电技术学院教师。E-mail:hsq_1965@163.com
S237
B
2095-0934(2015)02-128-02
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
云南冶金(2022年4期)2022-08-31
机械设计与制造(2020年9期)2020-09-15
上海医药(2018年5期)2018-05-15
橡塑技术与装备(2018年9期)2018-05-04
新能源科技(2018年5期)2018-02-15
农产品加工(2017年1期)2017-02-18
福建轻纺(2016年8期)2016-10-16
新媒体研究(2014年11期)2014-09-01
科技致富向导(2013年15期)2013-09-09