用于丝光印染淡碱回收的热泵蒸发系统的分析
2015-08-24 08:53鞠婉兰周亚素王晔琪
东华大学学报(自然科学版) 2015年6期
鞠婉兰, 周亚素, 王晔琪, 邢 磊
(东华大学 a.环境科学与工程学院; b.国家环境保护纺织工业污染防治工程技术中心, 上海 201620)
鞠婉兰a ,b, 周亚素a ,b, 王晔琪a ,b, 邢磊a ,b
(东华大学 a.环境科学与工程学院; b.国家环境保护纺织工业污染防治工程技术中心, 上海 201620)
确定了用于丝光印染淡碱回收的热泵蒸发技术的工艺流程,运用分析法对系统的主要部件建立了分析模型,并根据系统的平衡原则,计算得到的平衡相对误差仅为1.1%,具有足够的精度,满足工程计算和分析要求.分析结果表明:系统效率为4.8%,压缩机、蒸发器、水泵及排放的损失是系统损失的主要部分,分别为36.9%,31.2%,19.0%和9.2%.由此可见,热泵蒸发技术虽然充分回收利用了二次蒸汽的余热,具有较高的热效率,但效率仍然很低,且损失主要来自压缩机及蒸发器,占总数的68%.因此系统在设计及改进时,应着重减少压缩机和蒸发器的不可逆损失,压缩机工作时尽量接近绝热压缩过程,提高定熵效率,而在蒸发器中尽量选择较小的传热温差.
丝光印染; 淡碱回收; 热泵蒸发;分析
纺织印染工业中的丝光工艺是指在一定张力的作用下,将织物在浓碱溶液(质量分数约为18%~25%)中进行处理以增加其表面光泽的加工工艺.丝光工艺耗碱高,排放的废碱液含碱量大,可达3%~5%[1].这些废碱液若不经过处理直接回用,势必会造成产品品质下降;若直接排放,则造成碱液的浪费,增加污水处理难度和成本,严重污染环境.因此,合理地处理丝光废碱液是降低印染企业废水处理成本的关键.目前国内外对废碱液的处理方式主要有两种:(1)使用大量的酸中和处理后排放,这样既浪费酸碱资源、增加成本,又造成环境的污染;(2)通过多效蒸发浓缩回收后再重复利用,但该工艺设备庞大而复杂,耗蒸汽量大,系统热效率较低.
本文采用热泵蒸发技术处理废碱液,对其蒸发浓缩,使回收的碱液浓度达到丝光工艺的要求,冷凝水实现达标排放.该技术引入了蒸汽压缩机,将系统的二次蒸汽有效回收后再进行压缩并作为加热蒸汽循环使用,可有效利用二次蒸汽剩余潜热并节省大量冷却水,相比于传统的多效蒸发系统可有效地提高能量利用率.
1 热泵蒸发系统流程
本文的热泵蒸发系统流程主要包括3个方面,如图1所示,其主要工艺流程如下所述.
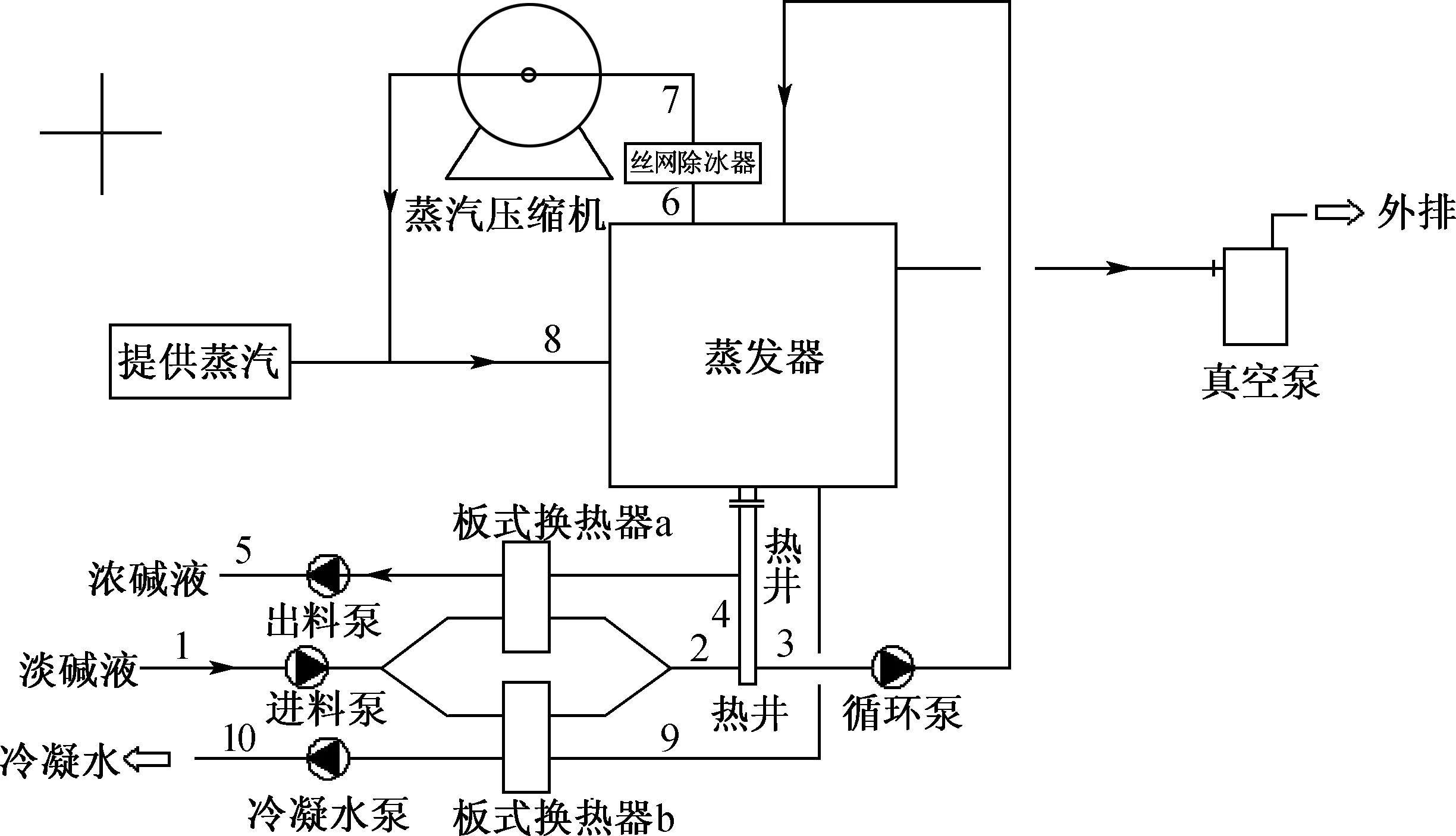
图1 热泵蒸发系统流程图Fig.1 The flow chart of heat pump evaporation system
(1) 碱液流程.在原料罐里储存的淡碱液1由进料泵输送进入板式换热器a和b,经过预热后的淡碱液2进入蒸发器热井,与循环液进行混合.混合后的碱液3经循环泵,进入蒸发器喷头,喷淋到蒸发器换热管表面,在蒸发管外形成液膜,从上至下流进热井,然后热井内的物料再经循环泵进入蒸发器内喷头,以此循环.当蒸发器热井内浓碱液达到设定浓度后,阀门开启,排除浓碱液5进入浓液槽.
(2) 蒸汽流程.初启时,提供高温高压蒸汽.当二次蒸汽产生,系统运行稳定后,停止提供蒸汽.蒸发器出口流出的二次蒸汽6进入压缩机,温度压力提升后的二次蒸汽8进入蒸发器管程内,在蒸发器的换热管内换热后变成冷凝水9,而碱液内的部分水分在管外侧变成二次蒸汽6,再次进入蒸汽压缩机,如此循环运行.
(3) 真空系统.为了防止废液结垢,采用负压蒸发技术,本文的蒸发室、蒸汽管路都处在一定的真空度条件下,系统的真空度由水环真空泵来控制.
当系统由一任意状态可逆地变化到与给定环境相平衡的状态时,理论上可以无限转换为任何其他能量形式的那部分能量,称为.为评价能量的“量”和“质”提供了一个统一尺度.运用分析法,对热泵蒸发系统进行分析,可以找出该工艺过程中损失较大的设备,对其进行改善,减少能量损失.
基准状态下,溶液中溶剂水的比焓hw, 0和比熵sw, 0可根据水的热力性质表查得:
hw, 0=104.8kJ/kg
sw, 0=0.369kJ/(kg·K)
基准状态下,溶液中溶质NaOH的比焓hs,0和比熵ss,0可根据其质量定压热容[2]cp,s=1.582 kJ/(kg·K) 计算得到:
hs,0=cp,s(T0-273.15)=39.55 kJ/kg
因此,在基准状态下的NaOH溶液的比焓h0和比熵s0分别为
h0=xs, 0hs, 0+xw, 0hw, 0=101.3 kJ/kg
s0=xs, 0(ss, 0-RslnNs, 0)+xw, 0(sw, 0-RwlnNw, 0)=0.409 kJ/(kg·K)
式中: R为气体常数,kJ/(kg·K);x为溶液中某组分的质量分数;N为溶液中某组分的摩尔分数;下标w和s分别为溶剂和溶质,下标0为基准态.
Ie d=M5eD, 5+M10eD, 10
(1)
式中:M为质量流量,kg/s; eD为化学,kW;下标数字表示图1所示过程中不同的状态点.
(2)
式中:活度α=γm, γ为活度系数,m为质量摩尔浓度,mol/kg;上标0为约束性平衡态.对于NaOH溶液,可以运用文献[5]的经验公式计算出二元电解质水溶液离子平均活度系数:

ln[1-0.018m (h-y)]
(3)

二元电解质水溶液的渗透系数由式(4)计算取得[5].
(4)
系统排出的物质有丝光工艺所需的浓碱溶液以及冷凝水,由于其排放温度高于环境温度,两者的物理之和为系统的排放损失,即Ieh=M5eh, 5+M10eh, 10.
eh, 10=h10-h0-T0(s10-s0)
(5)
(6)
式中:eh为物理,kW.
进料时淡碱液分为两部分,并分别回收浓碱液和高温冷凝水的显热,达到预热的目的.本文的预热器采用板式换热器,其换热系数高,占地面积小.为减少溶液混合过程中的能量损失,经过两个预热器加热时,需要按照冷凝水和浓碱液的流量进行分配,使两个预热器出口温度均提高到T2.
由于进料与排放的浓碱液、高温冷凝水之间存在温差,且流体本身又有摩阻耗散,因此就伴有不可逆的损失.忽略传热过程中向环境的散热损失,传热过程可以分解为热流体与隔板间的放热过程、冷流体与隔板间的吸热过程以及隔板导热过程共3个子过程.以板式换热器a为例,单纯由温差引起的损失可表示为
(7)
其中:cp,f和cp,b分别为进料和浓缩液的质量定压热容,由流体在换热器进出口的温度和浓度确定.
(8)
式中:v为溶液的比体积;下标f和b分别为进料和出料浓碱液.
由于摩擦引起的压力降[7]通常表示为
Δp=42400Re-0.545·ρu2
(9)
式中:ρ为溶液的密度;u为流体流速;Re为雷诺数;b为换热板之间的间距,m.
不考虑污垢热阻时,板式换热器的总传热系数Uplate的表达式为
(10)
其中:ac和ah分别为冷、热流侧的对流换热系数,W/(m2·K);δplate为板式换热器板厚,m;kplate为板式换热器的导热系数, W/(m·K).
板式换热器的导热系数可由式(11)所示的对流换热准则关联式[8]得到.
(11)
式中:Nu为努塞尔数,Nu=h·L/k,h为对流换热系数,L为特征长度,k为导热系数;Pr为普朗特数;Prw为水的普朗特数.
基于热力学第一定律,并运用式(7)和(8)可得到经过预热器a的损失,同理可以得到预热器b的损失值.
蒸汽压缩机是热泵蒸发系统的关键设备,以水蒸气作为压缩介质,本文采用罗茨式压缩机提升二次蒸汽的温度和压力,作为蒸发系统的主要动力来源.压缩机实际压缩过程为多变过程,输入功率的损失有电机损失和压缩流体损失两个方面.压缩机损失(Ic)计算式如式(12).
Ic=(1-ηm)Ws+(1-ηc)ηmWs
(12)
式中:Ws为压缩机输入功率;ηm和ηc分别为压缩机的电机和定熵效率(均取0.7).
由于压缩机实际压缩过程为多变过程,进出口蒸汽的温度、压力与输入功率、电机以及压缩机效率的关系如式(13).
(13)
式中:p为蒸汽的压力值;绝热压缩过程中n=1.32.
蒸发器出口安装有捕沫网,除去蒸汽中夹带的水滴,蒸汽通过捕沫网有压力降,此压力降造成的损失(Im)为
(14)
其中:Δpm为捕沫网上的压力降;vm为经过捕沫器溶液的比体积.
水泵的作用是克服流体流动过程中的阻力.水泵的损失包括电机电阻产热损失、机械摩擦损失和流体产热损失3个方面.各个水泵损Ip, i的计算方法与压缩机类似,计算式如式(15).
(15)
式中:Wp为水泵电机输入功率;Tp为经过水泵的流体温度;ηn和ηp分别为水泵的电机和定熵效率(均取0.7).
在蒸发器中,进行的是不做功的传热、传质过程.热泵蒸发系统的主要作用是有效回收二次蒸汽潜热并节省大量二次蒸汽用冷却水.进料混合液3经蒸发器顶部的喷嘴均匀喷出,在水平管降膜蒸发器的管外侧呈膜状流动并蒸发,产生二次蒸汽.二次蒸汽经过压缩后温度和压力提高,成为过热蒸汽,然后被送到蒸发器的换热管内冷凝,释放潜热,成为冷凝水由冷凝水泵排出.如此循环往复,混合液浓度不断提高,当达到所需要的浓度时,一小部分经板式换热器回收热量后排出,大部分溶液与进料2混合后继续喷淋.可以看出,压缩机用来驱动此蒸汽循环,蒸发器用于回收加热蒸汽的冷凝潜热,以提高进料混合液3的温度以及蒸发所需的潜热.它们的性能直接决定整个系统的性能.
由于蒸发器的换热管内外两侧面之间存在温差,热量从加热蒸汽侧传至物料侧,该过程为不可逆过程,存在传热损失.假设换热管内的蒸发温度和管外的冷凝温度保持不变,均在定温下传热,则传热损失为
(16)
式中:Qe为蒸发器内换热量;T9为管内蒸汽冷凝温度,K;T6为管外蒸发温度,K.
蒸汽在换热管中流动时,管壁对蒸汽产生阻尼作用,使压力逐渐降低,因此存在流阻损失I″e.忽略蒸汽在该过程中的焓变,则由于摩擦压力降引起的损失为
(17)
式中:M9为蒸汽质量流量,kg/s;v9v为蒸汽的比体积,m3/kg;Δpe为蒸汽经过蒸发器换热管的压力降.
本文采用水平管降膜蒸发器,由于溶液沿管壁呈传热效果较好的膜状流动,液膜很薄,且有波动性质,有利于液膜与管壁间的传热,所以其传热系数高,且传热温差损失小,可实现较小温差下传热[9].从换热管角度、管外侧蒸发浓缩过程来计算换热量Q为
Q=UeAe(T9-T6)=M1cp,f(T6-T2)+M10rb
(18)
式中:Ue为蒸发器内换热管总传热系数,W/(m2·K);Ae为蒸发器内换热管内换热面积,m2;rb为蒸发潜热,J/kg.其中总换热系数Ue可由式(19)计算
(19)
式中:ain和ao分别为管内冷凝、管外蒸发的对流换热系数,W/(m2·K);δe为管壁的厚度,m;ke管壁的导热系数,W/(m·K);Do=0.025 0m, Din=0.0238m, Dm=0.0244m分别为管外径、内径以及平均直径.
根据文献[10]的研究可以发现,当雷诺数在较大范围内变化时,水平管降膜蒸发的总传热系数变化不大,管外降膜蒸发吸热系数可按式(20)进行计算.
ao=0.177Pr0.5k3/(υ3/g)1/3
(20)
式中: υ3和k3分别表示管外液体的运动黏度和导热系数;g为重力加速度,m/s2.
对于管内蒸汽冷凝的放热系数,参照文献[11]进行计算,如下
(21)
λ′为蒸汽冷凝潜热值的修正,可由式(22)计算.
λ′=λ+0.375Cp, 9l·(T9-Ta)
(22)
式中: ρ9l和ρ9v分别为管内冷凝水和蒸汽的密度,kg/m3;k9l为管内冷凝水的导热系数,W/(m·K);λ为管内蒸汽冷凝潜热;Ta为管壁温度, K.
3 计算结果与讨论
以热泵蒸发系统某一工况的运行参数为依据,基本计算条件如表1所示. NaOH溶液的各物性参数见文献[2],具体计算系统各部件的损失.
表1 计算条件Table 1 The calculation condition
当系统稳定运行时,系统能量平衡方程及浓度平衡方程满足式(23).
M1=M5+M10
(23)
M1x1=M10x10
(24)
Ein=Ws+Wp=1.315+0.610=1.915 kW
(25)
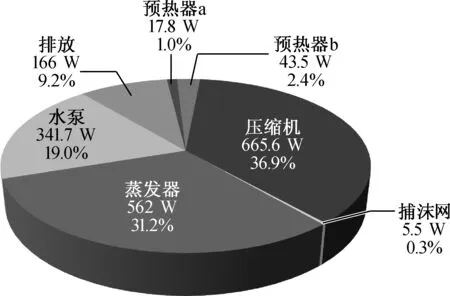
图2 各部分损失Fig.2 Exergetic losses in each part
4 结 语
本文建立了用于回收丝光淡碱的热泵蒸发系统,并确定了其工艺流程.该系统由蒸发器、蒸汽压缩机、水泵、预热器等设备组成.针对该系统建立了完整的分析模型,根据系统的平衡原则,采用该模型计算得到的平衡相对误差仅为1.1%,具有足够的精度,满足工程计算和分析要求.
[1] 卢玲玲,曾鸣刚.丝光印染废碱液回用技术的研究[J].中国环保产业,2012(6):43-45.
[2] 氯碱工业理化常数手册[M].北京:化学工业出版社,1988.
[3] WANG Y, LIOR N. Proposal and analysis of a high-efficiency combined desalination and refrigeration system based on the LiBr absorption cycle, part 1: System configuration and mathematical model[J]. Energy Conversion and Management, 2011, 52(1): 220-227.
[4] 梁林,韩东,彭涛.机械蒸汽再压缩硫酸铵废水处理系统的分析[J].化学工程,2012,40(8):74-78.
[5] 任宝山,丁会利.推算渗透系数及离子平均活度系数的新型经验方程[J].河北工业大学学报,1996,25(2):31-36.
[6] 黄子卿.电解质溶液理论导论[M].北京:科学出版社,1983.
[7] 焦冬生.机械压汽蒸馏海水淡化系统的可用能分析[J].太阳能学报,2008,29(10):1197-1203.
[8] 毛希澜.化工设备设计全书:换热器设计[M].北京:中国工业出版社,1965.
[9] 许莉.水平管降膜海水淡化多效蒸发传热研究[D].天津:天津大学化工学院,1999.
[10] 宋宝明,林载祁.热力蒸汽再压缩水平管降膜蒸发器的设计计算[J].水处理技术,1989,15(1):39-44.
[11] CHATO J C. Laminar flow condensation inside horizontal and inclined tubes[J]. ASHRAE Journal, 1960, 4(1): 52-60.
Exergetic Analysis for Recycling of Dilute Alkali from Mercerizing with Heat Pump Evaporation System
JUWan-lana ,b,ZHOUYa-sua ,b,WANGYe-qia ,b,XINGLeia ,b
(a. School of Environmental Science and Engineering; b. State Environmental Protection Engineering Center for Pollution
Treatment and Control in Textile Industry, Donghua University, Shanghai 201620, China)
The technological processes of heat pump evaporation system that mainly utilized in the recycling of dilute alkali from mercerizing was discussed, and a model of all the main modules of the system was established by exergetic analysis. Based on the exergetic equilibrium of the system, the derived relative error of exergy is 1.1%, which is precise enough to satisfy the requirements of engineering analyses. Calculation results indicate that the total exergetic efficiency of the system is 4.8%, which is mainly contributed by the compressor, the evaporator, the water pump and emission section with exergetic loss of 36.9%, 31.2%, 19.0% and 9.2%.Such exergetic efficiency is relatively low, compared to the high thermal efficiency of the system achieved by taking full advantage of the heat of secondary steam. Given that the loss of exergy from the compressor and evaporator takes 68% of the total amount, more attention and emphasis should be put to reduce the irreversible loss of them, and increase isentropic efficiency by approximating adiabatic compression during the working process of the compressor. Meanwhile, less temperature difference between cold and hot fluid must be guaranteed.
mercerizing; recycling of dilute alkali; heat pump evaporation; exergetic analysis
1671-0444(2015)06-0838-06
2014-08-20
鞠婉兰(1989—),女,湖南常德人,硕士研究生,研究方向为热泵蒸发技术. E-mail: juwanlan@163.com
周亚素(联系人),女,教授,E-mail: zhouys@dhu.edu.cn
TQ 028.61
A
猜你喜欢
煤气与热力(2022年4期)2022-05-23
石油和化工设备(2022年2期)2022-03-11
汽车工程师(2021年12期)2022-01-17
装备制造技术(2020年4期)2020-12-25
四川化工(2020年4期)2020-08-28
石油沥青(2019年2期)2019-04-28
纯碱工业(2019年6期)2019-03-17
化工设计通讯(2017年11期)2017-11-29
种子科技(2017年7期)2017-08-11
同煤科技(2015年4期)2015-08-21