
巨型全钢工程机械子午线轮胎成型机成型鼓全自动后压辊的设计
2015-07-29 05:37:26汤志盛闫庆波
橡胶科技 2015年10期
汤志盛,闫庆波
(桂林橡胶机械厂,广西 桂林 541002)
2008年以前,51英寸(1295.4 mm)以上规格巨型全钢工程机械子午线轮胎完全由米其林、普利司通、固特异三大世界轮胎巨头垄断,为此我国设立了巨型全钢工程机械子午线轮胎研制的国家支撑项目,以推动我国巨型全钢工程机械子午线轮胎的发展。2008年国产巨型全钢工程机械子午线轮胎成型机研制成功。目前,我国巨型全钢工程机械子午线轮胎成型机分为一次法和两次法成型机,最大规格为63英寸(1600 mm)。二次法成型机分为一段和二段成型机。一段成型更为关键,包括胎坯成型、传递胎坯、正包、反包、上附件(胎肩垫胶、胎侧附胶等)、滚压、传递胎坯到二段成型机等多道工序。成型胎坯传递至成型鼓上上附件及滚压工序一直采用手动操作,前后约有40个20多对不同附件需要滚压,工作周期大约2~4 h,滚压质量由操作人员的技术和状态决定。为改变这一状况,经过不断探索,我公司设计了51英寸(1295.4 mm)以上规格巨型全钢工程机械子午线轮胎成型机成型鼓全自动后压辊。现将设计情况简介如下。
1 结构设计
1.1 成型鼓上贴合附件形状
在成型鼓上贴合的轮胎附件有胎肩垫胶、上胶芯、胎体上胶片、胎体反包胶片、型胶、胎侧胶、胎圈(钢丝圈/三角胶)等。除胎圈(钢丝圈/三角胶)组合部件和形状较复外,其余附件一般由三角形或四边形胶片组合而成。组成附件的胶部件形状如图1所示。
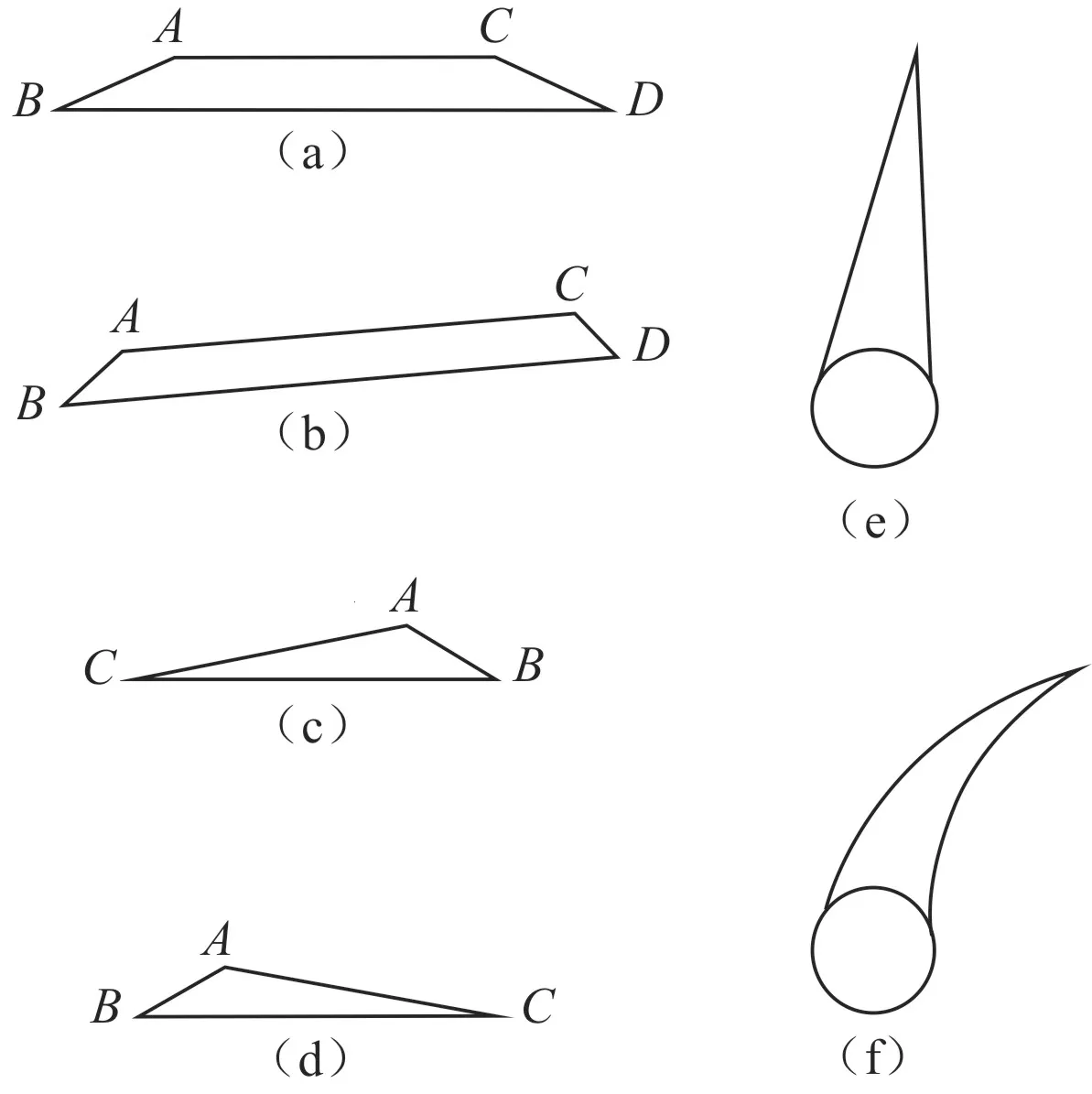
图1 组成附件的胶部件形状示意
图1(a)~(d)所示的胶片形状共同点是:有底边BD或BC以及底角∠ABD和∠CDB或∠ABC和∠ACB。可以设想,图1(a)和(b)的A和C两点叠合成一点,就变成图(c)或(d)所示的三角形。图(e)所示的胎圈胶部件形状可以看成弧形,滚压后的形状[图1(f)]类似扇形。分析得出,按胶料配方对这些附件归类,采用一个主程序来控制附件贴合后的后压辊滚压(胎圈采用单独的滚压程序),即按胶料配方设计控制滚压程序。
1.2 成型鼓全自动后压辊
1.2.1 结构
根据附件形状的分析,设计了成型鼓后压辊的结构(如图2和3所示)及操作工艺:使用三轴压辊进行三维滚压,实现270°无死角滚压,径向和轴向压辊使用伺服电机,旋转压辊使用变频电机和增量编码器,缓冲区域使用空气弹簧。

图2 成型鼓后压辊结构示意之一
通过对径向电机的控制,实现对压辊前进和后退的控制;轴向电机实现压辊分开和合拢控制;旋转电机主要实现压辊旋转,可根据附件贴合情况,实现压辊垂直滚压附件。试验时旋转电机由变频器控制,增量编码器反馈位置,同时电机要移动到设定位置,压辊旋转角度控制难度很大,旋转角度精度只能达到±1°。如果旋转角度精度要求很高,可以考虑用伺服电机来控制压辊旋转。压辊摆臂与成型鼓的中心线垂直,所以压辊臂很长,位置及摆动角度大,无法使用气缸缓冲,同时由于滚压力的原因,选择空气弹簧进行缓冲。
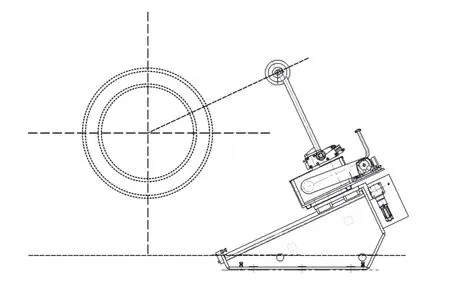
图3 成型鼓后压辊结构示意之二
1.2.2 电气系统
成型鼓后压辊的电气系统由Rockwell Automation的1769-L36ERM PLC、Kinetix伺服系统、PowerFlex变频器、PanelView Plus触摸屏组成,如图4所示。该系统具有调用配方、切换规格及查询故障等功能。

图4 成型鼓后压辊的电气系统
1769-L36ERM PLC为COMPACTLOGIX 5370 L3处理器,具有3 MB内存;最大限度可支持 16 轴集成运动控制;支持EtherNet/IP I/O节点数48;本地1769扩展模块30个,用于Logix系列所有控制策略的通用开发环境,借助USB端口轻松访问模块和网络,以便执行配置和故障处理工作;成本低廉。这一构架的主要优点是能够将Studio 5000Logix设计器用于集成运动控制编程、配置、调试,运动控制工具采用Kinetix350,Kinetix5500,Kinetix6500和PowerFlex755系列工具。
伺服体系采用Kinetix6500工具,可在原来3个伺服轴的基础上增加多个伺服轴(体系功率100~112 kW);集成平台有助于简化机器设计和调试;智能电机技术能够自动识别电机与驱动器是否正确连接;Kinematics 机器人采用标准的 Logix/Kinetix集成运动控制技术。
PowerFlex变频器适用于0.2 kW(0.25 hp)~6770 kW(9000 hp);采用适用于所有 PowerFlex变频器的通用型网络、操作员界面和编程集;通信选项Ethernet/IP,ControlNet,Devicenet,DH Plus,RIO及第3方网络;可直接与Logix控制器共享数千条状态和诊断信息。
PanelView Plus 6触摸屏从列表中选择标签,重用Logix控制器的标签;提供4~15英寸(102~381 mm)屏幕;集成 EtherNet/IP、用户自定义通信适用于其它众多网络;具有趋势、表达式、数据记录、动画等先进的操作页面功能。
EtherNet/IP网络通过在标准Internet协议(如TCP/IP和UDP)上叠加通用工业协议(CIP)的方式提供全套的控制、配置和数据,收集服务。通过将2个广泛接受的标准组合到一起,既能够支持信息数据交换,又可支持控制应用项目。EtherNet/IP网络还可使用现成的商用以太网元件和物理介质,提供经济实用的车间解决方案。
EtherNet/IP通信模块包括:支持通信、生产者/消费者标记、HMI和分布式I/O;在标准 TCP/UDP/IP协议内封装报文;与ControlNet和DeviceNet共享一个公共应用层;通过 RJ45、类别5、无屏蔽、双绞电缆连接;支持半双工/全双工10 Mbps或100 Mbps运行;支持标准交换机;不要求网络规划,不要求路由表。
1.3 滚压工艺
在成型鼓后压辊滚压时,根据当前设定的轮胎附件数量和操作步骤自动运行,即先从图1中的A点开始,平稳滚压到B点,然后快速回到A点,再平稳滚压到C点,最后滚压到D点,完成滚压。滚压途中可以根据工艺压力设定变换压力,尽可能排除胶料中的气泡。
2 应用效果
采用本设计全自动后压辊后,巨型全钢工程机械子午线轮胎胎坯贴合附件的滚压由人工滚压变为自动滚压,轮胎生产的技术先进性、可靠性和稳定性提高,劳动强度降低。
3 结语
国产51英寸(1295.4 mm)以上规格巨型全钢工程机械子午线轮胎成型机与国外同类产品相比还有一定差距,亟需对其自动化、生产效率、运行稳定性和操作人性化等进一步提高。
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
建材发展导向(2022年10期)2022-07-28 03:04:16
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
电线电缆(2021年1期)2021-03-29 02:26:56
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
制造技术与机床(2018年9期)2018-09-19 06:48:02
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
工业设计(2016年6期)2016-04-17 06:42:45
橡胶工业(2016年11期)2016-02-24 00:22:16
橡胶工业(2015年6期)2015-07-29 09:20:36
