水钢 6#、7#烧结机气力输灰系统的调试改造
2015-07-21 07:00昆明有色冶金设计研究院股份公司云南昆明650051
有色金属设计 2015年1期
关键词:烧结机
段 超(昆明有色冶金设计研究院股份公司,云南 昆明 650051)
水钢6#、7#烧结机气力输灰系统的调试改造
段超
(昆明有色冶金设计研究院股份公司,云南昆明650051)
摘要:气力输送是一种工业生产中常用的高效输送法,其用于烧结除尘灰输送,具有占地面积小、布置灵活、粉尘污染小、劳动强度低、自动化程度高等优点。水钢6#、7#烧结机在收尘灰的输送中采用了该技术,并对调试和试运行过程中遇到的问题进行了分析,根据分析结果提出了设计中需注意的要点和改造的措施,系统实现正常运行。
关键词:气力输送;烧结机;除尘灰;调试改造
0 引 言
水钢6#、7#烧结机建设工程是贵州省重点技改项目,其主要内容为建设2台2 652 m2烧结机及其配套公辅设施。该项目由昆明有色冶金设计研究院股份公司设计和总承包,工程于2008年8月开工建设,2台烧结机分别于2009年9月和2010年7月投入试生产,全系统于2010年11月通过竣工验收。该项目在建设中采用了一系列国内外先进的新技术、新工艺,工程建设实现了工期短、投资省、质量优的良好效果。
在烧结机收尘系统收尘灰的输送上,采用了国内先进的气力输送设备将收尘灰回送至配料室重新参加配料,最大程度地对原料循环利用,同时实现密闭运输,减少了二次扬尘和工人劳动强度。由于该类系统在国内烧结厂运用相对较少,且系统存在着运送的物料比重大、运距远等特点,导致在试生产初期运行不够顺畅。总包方组织设计方、设备厂家和施工单位,结合对烧结除尘灰输送系统特点和工程实际情况的研究,对系统进行了大量调试和改造工作,最终使该系统实现了正常运行,保证了整个项目的按期顺利竣工投产。
1 气力输灰系统组成
水钢6#、7#烧结机气力输灰系统共有6套,各输送系统的基本参数见表1。
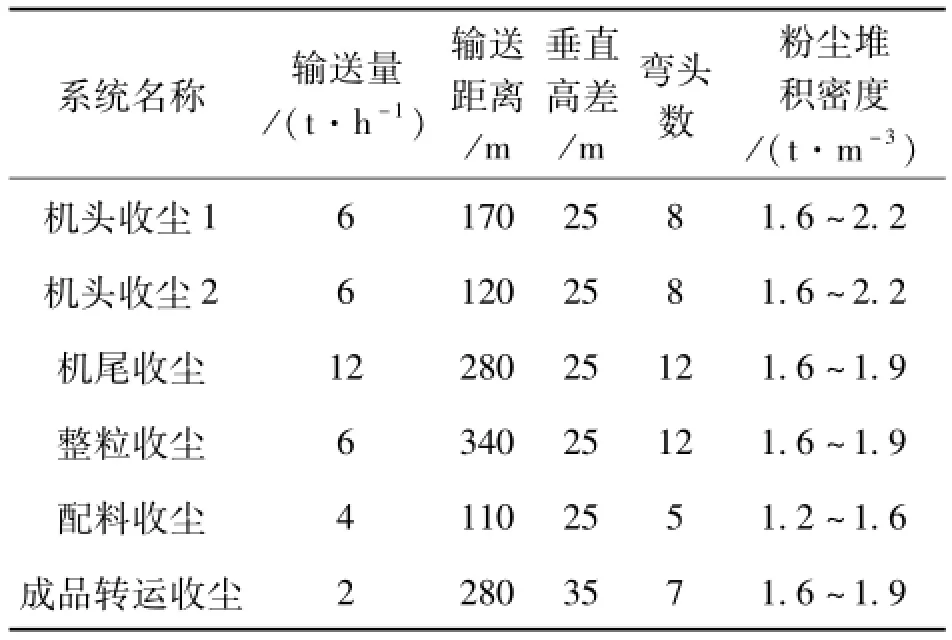
表1 各气力输送系统基本参数Tab.1 The basic parameters of pneumatic conveying systems
各输灰系统均由气源、输送设备、管道、灰仓和控制系统等部分组成。
(1)该工程的输灰气源为水钢铁前片区空压站用管道供给的压力为0.8 MPa的压缩空气,在每个输灰系统均设有储气罐(10 m3或5 m3),以保证输送设备的正常工作用气供应。
(2)输送设备为在每个收尘点配置的2台发送器(又叫压送罐或仓泵,单台净容积为:机头、机尾和整粒收尘2 m3,成品转运站收尘2 m3,配料收尘0.6 m3,均为一用一备)。各收尘器收下的灰尘经由收尘器下的埋刮板输送机送入中间仓,再进入仓下的发送器中,当发送器中收尘灰存到设定量或到设定输送时间时,开始进气加压,当加压到设定值(压力开关动作)或设定时间后打开出料阀,然后压缩空气将收尘灰通过管道输送到配料仓。
(3)管道主要由输料管、输气管和助推器等组成,输料管采用壁厚8 mm的厚壁无缝钢管,机头、机尾和整粒收尘输料管管径为DN125,配料、成品收尘输料管管径为DN100,输料管弯头采用加有背包的大半径弯头和球形弯头,均可在弯头处形成料磨料,以增加弯头使用寿命,在输料管弯头前等处安装有助推器,水平管约25 m安装1组,垂直管约10 m安装1组,由与输料管平行敷设的输气管供气,以补加压缩空气来保证输料动力不衰减,并减少堵管发生机率。
(4)所有收尘器的收尘灰均送至在烧结配料室设置的2个收尘灰仓(每仓有效容积300 m3),仓顶输灰管上设有耐磨陶瓷内衬换向阀,可控制收尘灰进入的灰仓。仓上配有单机布袋除尘器。收尘灰在仓下由螺旋秤计量后经加湿后参与配料,重新进入烧结生产系统。
(5)气力输送控制系统主要由各种料位、压力监测仪表、PLC控制系统和各种气动阀门等组成。
2 系统调试中遇到的问题
随着水钢6#、7#烧结机工程第一期6#烧结机建成投入试生产,已安装完成的各气力输灰系统也随之进入系统调试阶段。在调试过程中,发现除配料收尘输灰系统可基本正常运行外,其它几个系统都存在一定的问题而不能完全正常可靠地运行,存在的主要问题有:
(1)输送超时。按照设备设计能力,每一罐发送器(仓泵)的正常输送时间应在5~10 min内,但在实际调试过程中,经常会达到20~30 min才能输送完一罐,最长的甚至出现过1 h还未输送完成的情况。由此导致收尘器收下的灰尘无法及时排出,严重时还出现为了保证烧结机不停机而被迫另开排灰口,改而采用车辆运灰的情况。此类情况其中以输送距离最远的机尾和整粒除尘更为严重。
(2)堵管。此类现象在各系统均有出现,多出现在出仓泵后、管道中后段等处。由于堵管发生在何处无法直观发现和监测,只能由人工敲打管道听音辨识,有时还要试拆管道验证,加上管道在空中走线,换管也较困难,因此导致堵管故障的排除时间长,这也严重影响了气力输灰系统的正常运行。
(3)管道磨穿。此类现象主要出现在管道的中后段,以及管道弯头和弯头出口后1 m内最易磨损,特别是除尘灰仓顶上的管道及阀门磨损更为严重。管道磨穿后也需要停机进行补管或换管,这也是影响系统输送能力的一个重要因素。
3 存在问题及改造方案
在气力输灰系统调试上出现上述问题后,业主方和建设方共同对问题出现的原因进行了分析,并结合考察了国内其他工厂的应用情况,在保证生产不停的情况下边分析边整改,对该系统的系统特性、材料选用、管道布置和生产操作中需注意的问题逐步形成了较全面的认识,针对问题形成原因进行了相对应的改造。
1)存在问题原因分析
(1)输灰气源供气能力不足。在试车过程中,经常出现输送时间稍长后管道压力急剧下降的问题。经分析,原因主要是在仓泵将储气罐中的压缩空气用完后,由于储气罐的补气管道管径不够而导致无法给仓泵提供足够的动力。
(2)收尘灰受潮结块。由于烧结机机头除尘废气中含有一定量的水分,机头收尘灰收下后,一旦未及时排走而放置较长时间,温度降低后会导致结露,就易形成板结。而水城地区空气湿度大、降雨量大,在管路密封和防雨措施不好时,水汽也易进入仓泵及管道系统,导致输灰困难。
(3)管路设计不尽合理。由于烧结收尘灰比重大且粒径分布范围广,因此相比其它轻质物料的输送更易发生因管道设计不合理而导致的管道阻力大、物料沉积和堵塞等故障。管道设计中必须选择最近的路径,并尽量减少弯头数量,同时还要尽量避免管道垂直爬坡和直角转弯。
(4)管材、管件选择需优化。由于烧结收尘灰具有的大比重、大颗粒、硬度大等特点,决定了其在输送管道的流动方式都呈现出初始为栓状流、尾部为悬浮流的特征,其本质上还属于气力输送方式中的稀相方式。其输送流速相对较快(可达10 m/s),相应地对管道、弯头、阀门等处产生剧烈冲刷、磨擦导致管道管件磨穿和磨损,因此必须选用耐磨性能好、磨损小的管件以尽量延长管道管件的使用寿命。
2)改造方案
(1)加大进储气罐中压缩空气管管径。将设计给储气罐供气的压缩空气支管管径从DN50改为DN125或DN150(根据储气罐大小不同而定),经如此改造后,以前常见的供气不足、输送后期压力急剧下降的情况就较少发生了。
(2)加强防雨防潮措施。针对水城地区空气湿度大、雨水多的特点,对气力输送装置部分完善补加了防、遮雨设施,对放置发送器的地坑加高了防水围堰,保证其不被雨淋、水泡。同时,还在操作中注意及时定期排灰,尽量减少收尘灰在灰仓中的存留时间,防止其受潮、板结。
(3)管路系统改造,降低管道阻力。根据现场实际,对管路走向进一步优化,尽量缩短输送路径长度,特别是针对机尾、整料系统的管道进行大量优化,将原有的两段水平与垂直结合布置的管道,改为沿胶带机通廊斜坡上行,避免了垂直上升管道的存在,并减少弯头数量。还将原来阻力大、磨损快的90°垂直弯头和球形弯头,均改为大曲率半径弯头,在弯头上加背包。对部分磨穿频率较高的弯头和直管,还试用过内衬陶瓷耐磨层的大曲率半径弯头和壁厚进一步加厚的钢管。此外,在部分易发生堵塞的管段和弯头等处增设助推器,提高推动力。
改造后,经过操作人员对系统操作规律的熟悉掌握,各气力输灰系统的输送能力均达到了原设计指标,管道中发生堵管的现象也大为减少,且管道和管件的使用寿命也得到延长,减少了检修维护的工作量,并一直正常生产使用至今,再未发生过因气力输灰系统故障影响烧结主工艺生产或改用车辆送灰的情况。
4 结 语
气力输送技术用于烧结除尘灰输送,具有占地面积小、布置灵活、粉尘污染小、劳动强度低、自动化程度高等优点,具有良好的推广前景。只要在设计中根据其系统特性,注意设备配置、管道走向和材料选用等设计细节,并在调试过程中进一步优化,就可以实现气力输灰系统的正常稳定运行。
参考文献:
[1]郑法平.浅析烧结除尘灰气力输送技术[J].华东科技:学术版,2013(3):20.
[2]王骏.气力输送在烧结电除尘输灰系统中的应用[J].中国重型装备,2008(3):23-26.
[3]邱生祥.烧结机配套气力输送系统的研制及应用[J].机电技术,2012(2):67-69.
[4]尹彦周.莱钢炼铁厂400 m2烧结机气力输灰系统改造[J].中国设备工程,2014(2):18-19.
[5]汤静芳.武钢新一烧除尘灰的气力输送[J].武钢技术,2007(4):25-27.
中图分类号:TH232
文献标识码:B
文章编号:1004-2660(2015)01-00019-03
收稿日期:2014-12-29.
作者简介:段超(1972-),男,重庆人,高级工程师.主要研究方向:冶金及化工工艺设计.
Commissioning and Modification of Pneumatic Dust
Conveying System in Sintering Machine No.6&No.7 of Shuicheng Steel
DUAN Chao
(Kunming Engineering&Research Institute of Nonferrous Metallurgy Co.Ltd.,Kunming 650051,China)
Abstract:Pneumatic conveying technology is an efficient conveying method.Being used in sintering dedusting ash conveying,it stands out in less occupied area,flexible layout,little dust pollution,low labor intensity,high automation level,etc..This technology has found its application in dedusting ash conveying of sintering machine No.6&No.7 of Shuicheng Steel and problems occurred in commissioning and trial run were analyzed.Based on the results,attentions in design and modification measures were put forward and then the system worked properly.
Key words:pneumatic conveying;sintering machine;dedusting ash;commissioning and modification
猜你喜欢
润滑油(2021年2期)2021-05-26
电子制作(2019年16期)2019-09-27
山东工业技术(2017年9期)2017-05-16
科技资讯(2016年34期)2017-04-21
中国新技术新产品(2017年7期)2017-03-18
中国新技术新产品(2017年2期)2017-01-20
中国高新技术企业(2016年30期)2016-12-20
中国高新技术企业(2015年28期)2015-07-21
中国高新技术企业(2015年28期)2015-07-21