
高速冲孔单元设计
2015-07-18 11:45:22张志耀王海珍
电子工业专用设备 2015年5期
张志耀,杨 卫,王海珍
(中国电子科技集团公司第二研究所,太原030024)
高速冲孔单元设计
张志耀,杨 卫,王海珍
(中国电子科技集团公司第二研究所,太原030024)
在分析如何提高生瓷带打孔机打孔速度的基础上,论述了高速冲孔单元的实现途径;并通过与普通冲孔单元的试验数据对比,得出了高速冲孔单元各项指标均优于普通冲孔单元,达到了设计要求,高速冲孔单元的研制显著地提高了生瓷带打孔机的性能。
低温共烧陶瓷;冲孔;生瓷带打孔机;高速冲孔单元
随着微电子技术的迅速发展,电子整机正在日益向微型化、集成化和高频化的方向发展,这使得电子元器件也必须向小型化、高频化、高可靠性、低成本和高集成度的方向发展。作为电子元器件常用基板之一的低温共烧陶瓷基板,它具有布线层数高、布线导体方阻小、介电常数低、烧结温度低,热膨胀系数小等优点,所以成为了一种理想的多芯片组件(MCM)用基板[1],有广泛的应用前景。
打孔是LTCC多层基板制造中的关键工序之一,主要包括生瓷带上通孔、定位孔及腔体的成型。
1 生瓷带打孔机简述
生瓷带打孔机作为LTCC多层基板制造中的关键工艺设备之一,一方面体现在孔的精度对于基板内电极印刷和预叠层的质量影响甚大,另一方面体现在冲孔速度对基板生产周期的影响。
通常,在LTCC生产线上打孔是工作量最大的一道工序。一条生产线根据产品的不同(一片生瓷带一般有3 000~10 000或更多个孔,完成一片生瓷带的加工需5~20 min)需配4~6台或更多打孔机。随着LTCC多层基板层数的不断增多、布线密度的不断提高和更多元器件的埋置,每层生瓷带上的孔数已经超过30 000个,完成一片生瓷带的加工将超过 1 h[2]。冲孔速度已成为制约LTCC多层基板生产效率提升的瓶颈,所以提高生瓷带打孔机工作效率迫在眉睫。
生瓷带打孔机的核心部件是x、y运动平台和冲孔单元,生瓷带在x、y运动平台的带动下实现快速、精确移动定位,冲孔单元完成冲孔动作。因此,冲孔速度的提升,一方面要提高x、y运动平台的移动速度,另一方面必须提高冲孔单元的冲孔速度。本文主要论述如何提高冲孔单元的冲孔速度。
2 高速冲孔单元
冲孔单元主要由驱动部件和执行机构两部分组成,驱动部件带动执行机构完成冲孔动作,其结构如图1所示。如果把冲孔单元比作一架“马车”的话,那么驱动部件就是“马”,而执行机构则是“车”,要想使这辆“马车”跑的快,必须“车轻”,并且“马快”。本文分别从“车”与“马”两方面来论述高速冲孔单元的实现途径。
2.1 执行机构
普通的冲孔单元其执行机构的核心部分如图2(a)所示,冲针安装在导向柱上,驱动部件驱动导向轴沿直线衬套方向运动,冲针与凹模做相对运动完成冲孔动作。
按照运动学原理,要想减小单个孔的冲孔时间,须从如下几方面入手:
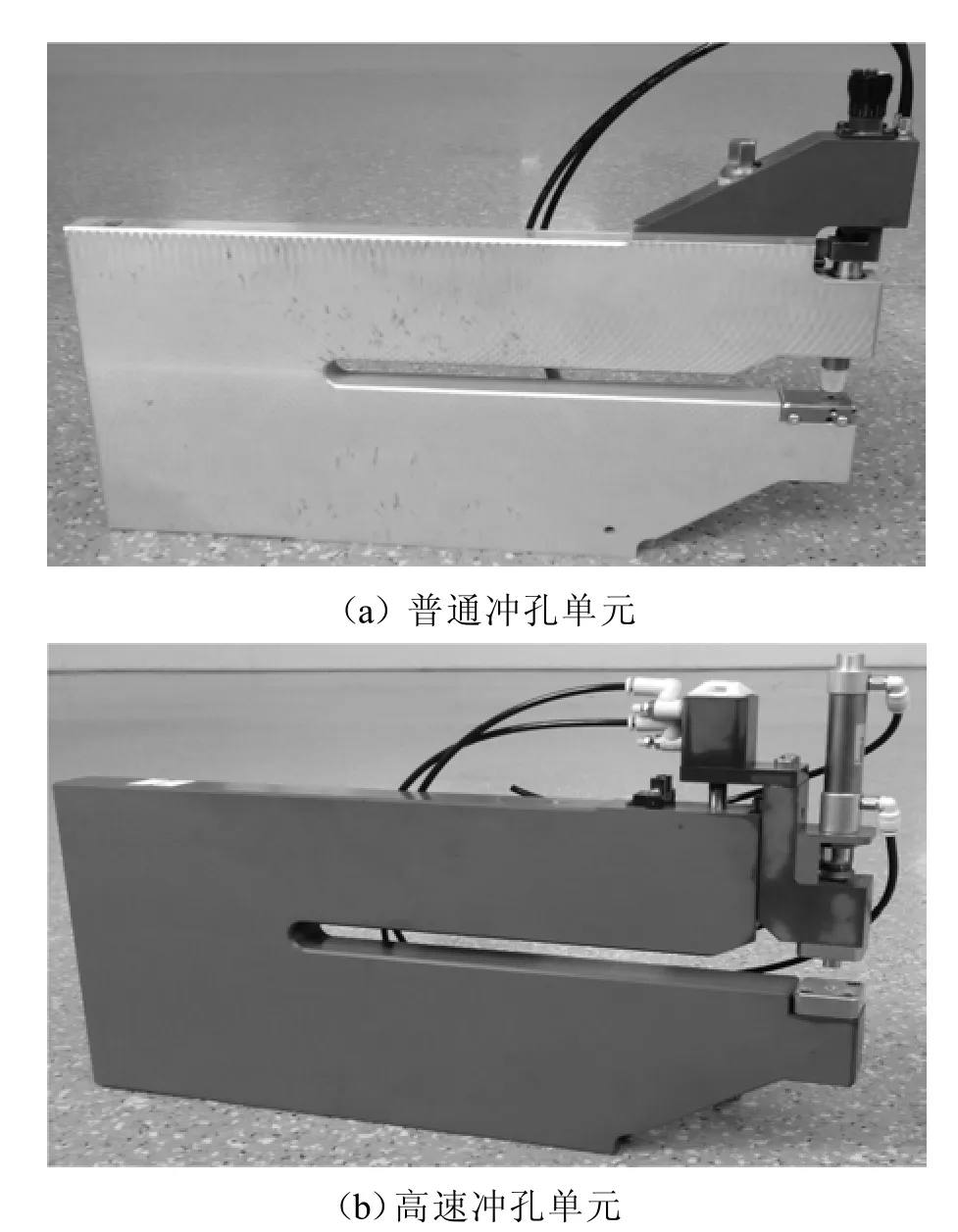
图1 冲孔单元实物图
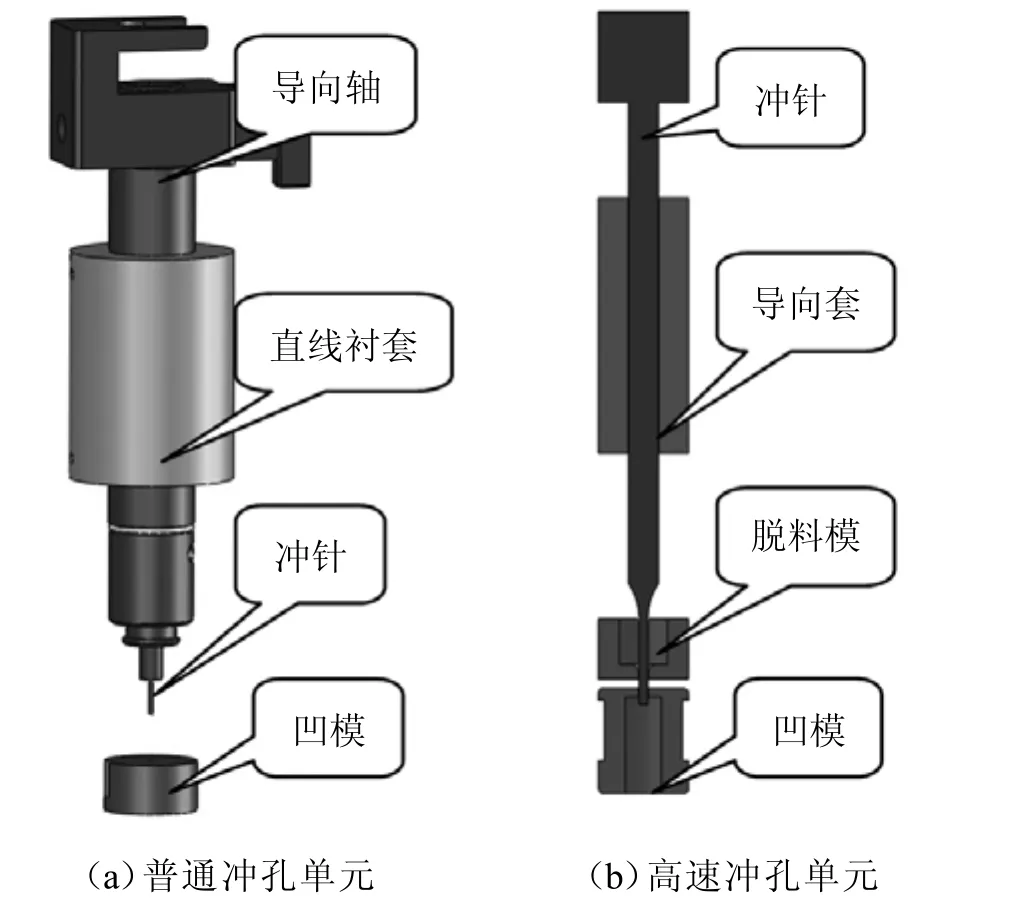
图2 执行机构核心部分
(1)缩短冲孔行程。普通冲孔单元冲孔行程为8 mm,高速冲孔单元根据工作条件,采用了两级运动方式,即第一级动作6 mm,第二级动作2 mm。冲孔时,加工整片生瓷带上相同孔径的通孔第一级动作只需进行一次,因此可不考虑第一级动作的行程,认为高速冲孔单元的冲孔行程仅为2 mm。
(2)降低导向部分的摩擦力。普通冲孔单元为了提高导向精度,导向轴与直线衬套采用过盈配合,该方式的后果是:一方面增大了导向部分的摩擦力,另一方面使直线衬套寿命大大降低。高速冲孔单元更改了原冲针、凹模结构,采用精密导套小间隙滑动导向,导向结构如图2(b)所示。该导向方式不但减小了摩擦力,大大延长了导向部件的使用寿命,而且由于直接对冲针进行导向,提高了导向精度。
(3)减少运动部分质量。普通冲孔单元运动部分的质量约为45 g,而高速冲孔单元运动部分质量仅约20 g。
通过上述几方面的改进,高速冲孔单元结构如图1(b)所示,实现了“行程短”、“摩擦小”、“质量轻”的改进目标。
另外,设计时为了保证冲孔单元的稳定性,对高速冲孔单元主体支架做了力学模拟仿真,结果如图3所示,模拟结果显示,结构满足设计要求。
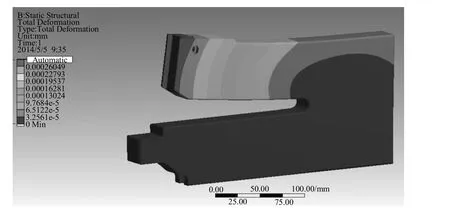
图3 仿真位移图
2.2 驱动部件
驱动部件设计了两种实现方案,即电磁铁驱动方式和高速气缸驱动方式。
2.2.1 电磁铁驱动
电磁铁是一种常用的电磁牵引装置,把电磁能转换为机械能的电磁元件,通过控制加在其线圈两端电压来间接控制被牵引物体的速度和最终位置,其构造简单,使用方便。
电磁铁的磁性有无可以用通、断电流控制;磁性的大小可以用电流的强弱或线圈的匝数多少来控制;也可通过改变电阻控制电流大小来控制磁性大小;它的磁极可以由改变电流方向来控制,非常适合本项目对冲针的快速驱动[2]。
2.2.2 高速气缸驱动
高速气缸是通过改变气缸密封圈结构,采用间隙密封方式,以此来实现极小的滑动摩擦阻力,在0.005 MPa的低压力下也可驱动,驱动速度可以达到3 m/s;长寿命,可运行10 000 km或往返1亿次。选用两位五通电磁阀控制气缸动作,电磁阀反应时间小于2 ms。
高速气缸驱动的特点是:(1)气压驱动,力量大;(2)由于选用了标准外购件,价格便宜,成本约为改进前冲孔单元自制气缸成本的一半。
3 改进效果验证
为了验证改进效果,项目组在实验基础上对原冲孔单元和改进后的高速冲孔单元做了如下对比(通过验证,改进后的两种驱动方式驱动速度相当,所以不再对比其之间区别)。
3.1 冲孔速度对比
将两种冲孔单元装于DKJ-08S生瓷带打孔机上进行打孔速度试验,结果见表1。

表1 冲孔速度对比
3.2 使用成本对比
对两种冲孔单元所用冲针、凹模的价格及寿命进行对比(以dupont951为试验生瓷片),结果见表2。
3.3 冲针、凹模更换时间对比
同一个操作工更换两种冲孔单元的冲针、凹模,由于原冲孔单元须在显微镜下仔细对位,所用时间明显较长,更换时间对比见表3。
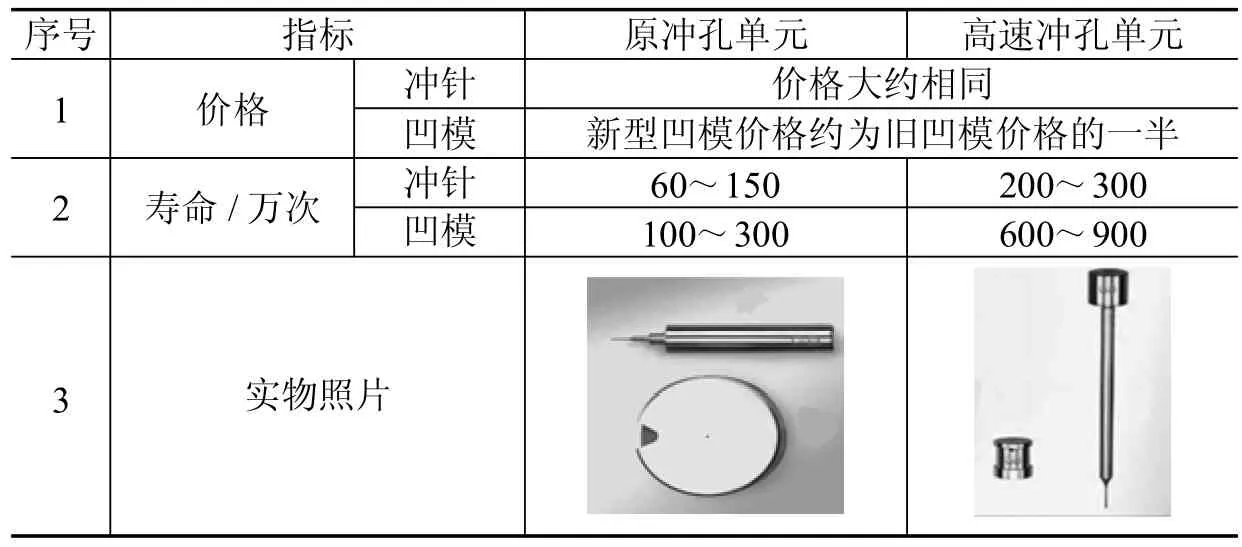
表2 使用成本对比

表3 冲针、凹模更换时间对比

表4 冲孔噪音对比
3.4 冲孔噪音对比
另外,改进后的冲孔单元在客户现场已使用约15个月,运行正常,稳定性与改进前冲孔单元相比有了显著提高。
4 结论
通过以上对比数据可认为:改进后的冲孔单
Design of the High Speed Punching Unit
ZHANG Zhiyao,YANG Wei,WANG Haizhen
(The 2th Research Insitute of CETC,Taiyuan 030024,China)
Punching is one of the key processes in the producing of the LTCC Multi-layer Ceramic Substrate.In the paper,the implementation method of the high speed punching unit is described basing on the analysis of how to improve the punching speed of punching machine.By comparing with the test data of common punching units,which think that all indexes of high speed punching unit are superior to that of common punching unit,so the high speed punching unit meets the design requirements,and the development of the high speed punching unit significantly improves the performance of green tape punching machine.
LTCC(Low Temperature Co-Fired Ceramics);Punching;Punching machine;High speed punching unit
TN605
B
1004-4507(2015)05-0046-04
2015-03-28
猜你喜欢
建材发展导向(2022年18期)2022-09-22 07:13:10
发光学报(2022年7期)2022-08-05 04:41:08
模具制造(2022年2期)2022-03-25 11:41:26
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
中国设备工程(2021年1期)2021-02-01 04:41:18
制造技术与机床(2018年11期)2018-11-23 01:07:36
山东工业技术(2016年15期)2016-12-01 05:30:44
科技创新导报(2016年1期)2016-05-30 09:38:13
中国塑料(2016年7期)2016-04-16 05:25:55
河南城建学院学报(2014年6期)2014-02-27 07:08:59
