一种斗笠式刀库换刀宏程序的设计
2015-07-18 11:24张俊
新技术新工艺 2015年10期
张 俊
(西安航空职业技术学院,陕西 西安 710089)
一种斗笠式刀库换刀宏程序的设计
张 俊
(西安航空职业技术学院,陕西 西安 710089)
对经济型及小型立式加工中心中常用的斗笠式刀库换刀动作流程进行了分析与优化,提出了一种可靠、高效的换刀宏程序。详细介绍了该斗笠式刀库换刀宏程序的设计思路,对还刀、取刀和换刀的概念及动作过程进行了定义,对宏程序中关键的PMC接口信号做了解释说明。
斗笠式刀库;宏程序;换刀;流程
斗笠式刀库是一种不带机械手的圆盘刀库。这种刀库刀具容量一般<24把,通过刀库移动及主轴、Z轴的配合实现换刀动作,具有结构简单、方便控制和成本较低的优点,在经济型加工中心和小型立式加工中心中应用广泛。斗笠式刀库的换刀要通过换刀子程序(宏程序)配合机床PMC程序加以实现。
1 斗笠式刀库换刀过程分析
1.1 斗笠式刀库换刀的流程
在加工中心上自动换刀时,要通过换刀指令“M06 T××”来进行。数控系统读入程序中的换刀指令后,首先判断要换的这把刀具是否已经在主轴上了,若是,则不用执行换刀命令,若不是,则可进行下一步判断,换刀指令是否为T0(即取消刀具功能,将主轴上现有刀具还入刀库),若换刀指令不为T0,则进一步判断主轴上是否有刀具,若主轴上本身无刀具,则只需将选好的刀具扣上主轴,若主轴上原本有刀具,则需要先将主轴上的刀具还入刀库,然后再将所选刀具扣上主轴。斗笠式刀库换刀流程图如图1所示。
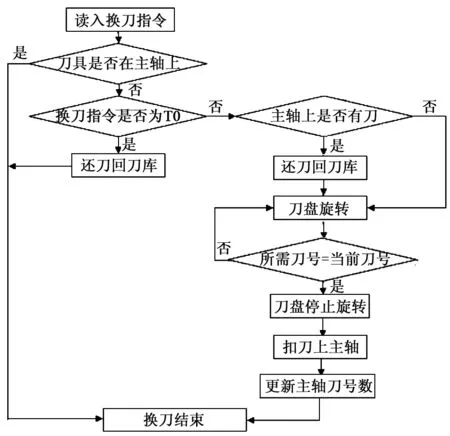
图1 斗笠式刀库换刀流程图
1.2 斗笠式刀库换刀的过程
斗笠式刀库的换刀动作可分为3个:取刀、 还刀和换刀。 由于采用固定刀位(即刀套号就是刀具号)管理方式,刀具的交换实际上是取刀和还刀这两个动作[1]。所谓取刀,是指从刀库中将指令要求的刀具放置主轴上;所谓还刀,则是指将主轴上的现有刀具归还入刀库中。将其过程分解和优化如图2所示,共包括如下9个过程:1)主轴准停,Z轴运动到换刀位置,如图2a所示;2)刀库旋转到抓刀位置,如图2a所示;3)刀库右移前进抓旧刀,如图2b所示;4)主轴松刀;5)Z轴向上移动以让出刀库旋转位置,如图2c所示;6)刀库旋转至目标刀位置,如图2d所示;7)Z轴向下移动至换刀位置,如图2e所示;8)主轴夹紧所换新刀;9)刀库左移后退,换刀结束,如图2f所示。
上述9个过程中,1)~5)为还刀所需过程;4)~9)为取刀所需过程。若换刀指令为“M06 T××”,当“××”为0时,则只需将主轴上原有刀具还回刀库,即只进行还刀动作过程;当“××”不为0且主轴上原本没有刀具时,则只用将目标刀取至主轴上,即只进行取刀过程;当“××”不为0且主轴上原本有另一把刀具时,则需完成还刀和取刀全部过程,即所谓换刀。

图2 斗笠式刀库换刀动作过程图
2 斗笠式刀库换刀宏程序的设计
2.1 换刀宏程序的设计
本文所设计的换刀宏程序是基于FANUC0i系统的立式加工中心,有关宏程序中变量和语句的使用此处不再赘述,下述仅给出所设计的宏程序及注释。
O9001
N10 IF[#1000EQ1]GO TO 290 (T代码等于主轴刀号)
N20 #199=#4003 (G90/G91 MODLE)
N30 #198=#4006 (G20/G21 MODLE)
N40 #197=#4005 (G98/G99 MODLE)
N20~N40三行是为保留进入宏程序之前的模态信息。
N50 G91M19 (主轴准停)
N60 IF[#1001EQ1]GO TO 220 (如果主轴上无刀则直接抓刀)
N70 G91 G30 P3Z0 (Z轴移动到第三参考点)
N80 M81 (刀库准备好使能)
N90 M83 (刀库向右靠近主轴)
N100 G04 X0.5 (暂停0.5 s)
N110 M11 (主轴松刀)
N120 G04 X0.5 (暂停0.5 s)
N130 G91 G30 P2 Z0 (移动到第二参考点)
N140 IF[#1002EQ1]GO TO 180(如果是执行T0指令,则无须抓刀)
N150 M82 (刀盘旋转)
N160 G91 G30 P3 Z0 (Z轴移动到第三参考点)
N170 G04 X0.5 (暂停0.5 s)
N180 M10 (主轴夹紧刀具)
N190 M85 (存储刀号)
N200 M84 (刀盘向左远离主轴)
N210 GO TO 280
N220 G91 G30 P2 Z0 (Z轴移动到第二参考点)
N230 M11 (主轴松刀)
N240 M82 (刀盘旋转)
N250 G04 X0.5 (暂停0.5 s)
N260 M83 (刀库向右靠近主轴)
N270 GO TO 160
N280 G#199 G#198 G#197 (恢复模态)
N290 M99 (结束换刀程序)
2.2 宏程序的解释说明
2.2.1 M代码的定义
M19:主轴准停。
M10:主轴紧刀。
M11:主轴松刀。
M81:刀库使能信号。
M82:刀盘旋转。
M83:刀盘靠近主轴至抓刀位置。
M84:刀盘向左运动。
M85:存储更新刀号。
2.2.2 接口信号的定义
#1000、#1001、#1002是系统变量,同时也是宏程序的接口输入信号,分别对应系统PMC中的G54.0、G54.1、G54.2,通过“读取”这几个系统变量,就可以知道对应接口输入信号的状态。当相应的输入点(即G54.0~G54.2)接通时,对应的变量值为1,否则变量值为0[2]。
#1000 (G54.0):判断指令T代码和主轴上的刀具号是否一致,若一致,则#1000=1。
#1001 (G54.1):判断指令主轴上刀号是否为0,若为0,则#1001=1。
#1002(G54.2):判断主轴上是否有刀具,若没有刀,则#1002=1。
2.2.3 宏程序的运行情况
根据实际换刀过程中可能出现的情况,若换刀指令要求的刀具号和主轴上原有的刀具号一致,说明不需要执行换刀过程,则数控系统PMC信号G54.0为1,#1000即为1,宏程序第一行条件满足,直接跳转至最后一行,换刀宏程序结束[3]。若换刀指令要求的刀具号和主轴上原有的刀具号不一致,宏程序分成3种不同情况运行。
1)主轴上无刀(#1001=1),程序中有换刀指令T××,则宏程序运行过程为:主轴准停→Z轴运动至第二参考点(准备抓刀)→主轴松刀→刀盘旋转→暂停0.5 s→刀盘向右→Z轴运动至第三参考点(抓刀)→主轴夹紧刀具→储存刀号→刀盘向左,换刀结束。
2)主轴上有刀(#1001=0),程序中有换刀指令T0,则宏程序运行过程为:主轴准停→Z轴运动至第三参考点(准备抓取主轴上原有刀具)→刀库准备好→刀库向右→暂停0.5 s→主轴松刀→刀盘向左,换刀结束。
3)主轴上有刀(#1001=0),程序中有换刀指令T××,则宏程序运行过程为:主轴准停→Z轴运动至第三参考点(准备抓取主轴上原有刀具)→刀库准备好→刀库向右→暂停0.5 s→主轴松刀→Z轴运动至第二参考点→刀盘旋转至目标刀位→暂停0.5 s→Z轴运动至第三参考点(抓刀)→主轴夹紧刀具→储存刀号→刀盘向左,换刀结束。
3 结语
刀库的换刀过程最终需要数控系统PMC程序的配合以及必要的参数设定才能完成,但换刀过程主要是通过宏程序进行控制,许多文献和教材对这部分内容阐述不够详细,这里给出的斗笠式刀库换刀宏程序设计思路和宏程序详解,希望对从事数控机床维修的学习者有所帮助。
[1] 吕洋. 浅谈斗笠式刀库的控制流程[J]. 科技创业家,2013(18):235-236.
[2] 刘江,卢鹏程,许朝山. FANUC数控系统PMC编程[M].北京:高等教育出版社,2011.
[3] 何彩颖,杨金鹏. 数控车床六方刀架换刀PMC编程设计[J].新技术新工艺,2013(7):49-52.
责任编辑彭光宇
DesignofaMagazine-styleHatsATCMacroProgram
ZHANG Jun
(Xi’an Aeronautical Polytechnic Institute,Xi’an 710089,China)
The analysis and optimization is done to the economic model and small vertical machining centers hats style magazine ATC operating flow. Present a reliable and efficient tool change macro. Detailedly introduce the design ideas of the bamboo hat type changing tool of macro program, the concept and action process on the returning knife, getting knife and changing knife is defined, and the PMC interface signal of the key macro program is explained.
hats magazine,macro,ATC,process
TP 23
:A
张俊(1978-),男,副教授,硕士,主要从事数控加工、数控机床维修等方面的研究。
2015-02-02
猜你喜欢
智能制造(2021年4期)2021-11-04
湖北农机化(2020年19期)2020-12-14
广东第二课堂·初中(2020年2期)2020-02-26
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年8期)2019-09-03
情感读本·道德篇(2019年2期)2019-05-09
快乐语文(2018年30期)2019-01-22
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2014年4期)2014-04-27
中国科技信息(2010年21期)2010-09-21