
塑封器件分层失效实例分析
2015-07-05 12:17吴晓亮周雪薇南京大学电子科学与工程学院南京0093中国电子科技集团公司第55研究所南京006
电子与封装 2015年10期
关键词:失效分析
吴晓亮,周雪薇,方 圆(. 南京大学电子科学与工程学院,南京 0093;. 中国电子科技集团公司第55研究所,南京 006)
塑封器件分层失效实例分析
吴晓亮1,周雪薇2,方 圆2
(1. 南京大学电子科学与工程学院,南京 210093;2. 中国电子科技集团公司第55研究所,南京 210016)
摘 要:微电子塑封器件常用的环氧树脂塑封料,因其极易吸收周围环境里的水汽而严重影响塑封器件的可靠性。通过一个实例分析,分别从故障定位、机理讨论以及改进措施3个方面对塑封器件分层失效进行详细的论述,从而有效而快速地提升塑封器件可靠性。
关键词:塑封器件;爆米花效应;失效分析;回流焊
1 引言
微电子塑封器件(以下简称塑封器件)诞生于20世纪60年代。由于具有成本低、尺寸小、重量轻和可批量生产等优点,塑封器件逐渐被工业界所认可。随着行业的发展,塑封器件在封装材料、芯片钝化以及生产工艺等方面逐渐成熟[1~2]。但是,塑封器件的可靠性仍然存在很多隐患, 如腐蚀失效、爆米花失效、热膨胀系数(CTE)不匹配而导致的低温/温冲失效等。正是这些隐患的存在, 限制了塑封器件的应用,特别是在高尖端领域, 如航空航天、海洋舰艇以及军工领域等[3~6]。随着微电子器件广泛采用塑封工艺, 塑封器件的可靠性研究已成为紧迫的研究课题之一。
塑封微电子器件在回流焊时的可靠性是微电子行业内最关心的问题之一。众所周知,塑封器件是非气密性器件,在回流焊贴装工艺环节中,有可能会发生裂纹、分层和膨胀等致命的缺陷。这不仅导致器件本身的损坏,而且使表面安装技术(SMT)的效率大大降低[7]。
塑封器件所用的塑封料的主要成份有环氧树脂、固化剂、填料以及其他组份物质, 其本身存在较高的吸湿性,是一种非气密性封装。内部水气受热快速膨胀,封装器件的局部区域就有可能发生层间开裂,同时塑封材料吸收湿气后各材料界面间的黏合力会有所减弱,这就会进一步促进层间开裂的发生。
因此,塑封器件在SMT之前需要预烘干,并且验证器件潮湿敏感度等级(MSL),以确认器件有效车间时间就成了保证器件可靠性的主要方法。本文介绍了一种塑封器件,因吸潮在回流焊后出现批次性失效。
2 样品概述
某型号塑封功放芯片采用LGA塑封封装。器件尺寸为12 mm×12 mm×1.2 mm。在经历回流焊工艺后出现10%的失效(贴装样品总量为1500只,失效154只),表现为功率下降、无功率输出等现象。在回流焊后,剔除失效的10%器件后,未暴露缺陷的器件在日后使用过程中也会出现部分相似失效的情况。器件在塑封厂出场之前做过以下可靠性试验(封装厂提供信息):
(1)实验封装体经过预处理MSL3(85℃/65%RH)+3 Refl ow@265℃后,无分层、爆破等机械失效;
(2)实验封装体经过预处理+冷热循环TC (-55℃~125℃),200cy,无分层、开裂、爆破等机械失效;500cy,无机械失效。
(3)实验封装体经过预处理+高温高湿存储THS (85℃/85%RH),500 h后无机械失效,无基本电气失效;1 000 h后无机械失效,无基本电气失效。
3 故障定位
对失效的样品器件进行相关检测分析,采用的分析手段见表1。
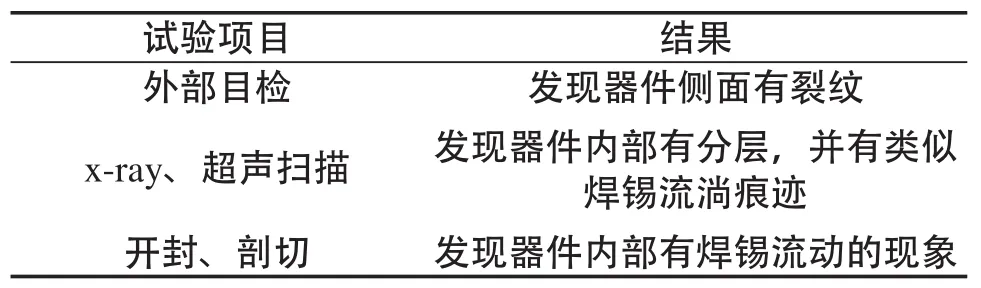
表1 分析手段信息汇总表
3.1外部目检
利用光学显微镜对失效器件进行外部目检,并用丙酮擦除器件边缘的助焊剂,发现器件侧面封装体与基板存在明显裂纹。器件外部图见图1。

图1 光学显微镜观察
3.2x-ray、超声扫描
对失效器件进行x-ray扫描,对比发现器件内部有明显不规则阴影痕迹。不规则阴影痕迹具体是什么还需要进一步确认。对失效器件进行超声扫描,发现器件内部存在分层。参见图中阴影部分,表明塑封体与基板存在分层的现象。扫描图见图2、图3、图4。
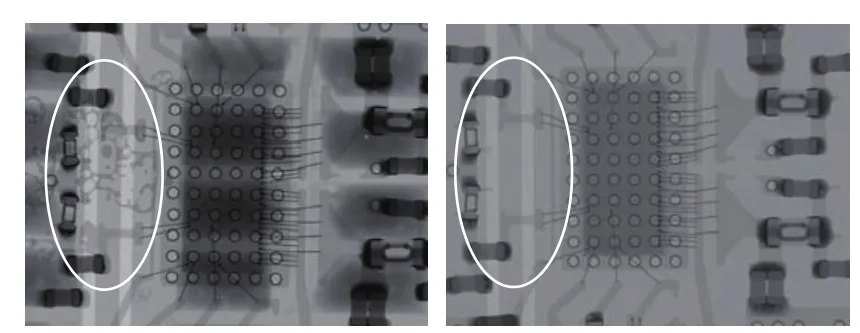
图2 x-ray扫描对比图(左为失效芯片,右为正常芯片)
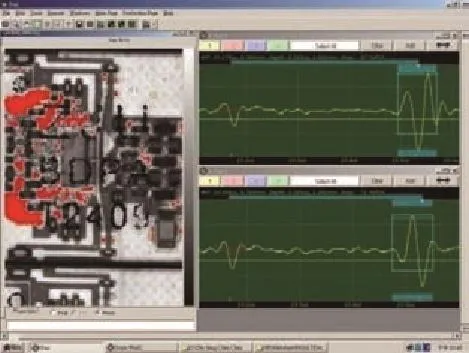
图3 单颗芯片超声扫描图(其中上方为正常区域波形,下方为异常区域波形)
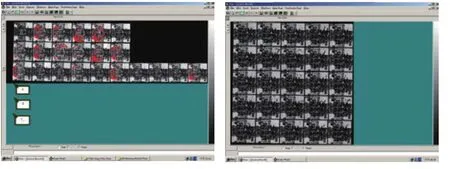
图4 多样品超声扫描对比(左为失效芯片,右为正常芯片)
3.3开封、剖切
通过对样品进行化学腐蚀开封、剖切,可以观察到器件内部无源器件间发生了类似焊锡流淌桥接(如图5圈中所示)。图6显示了无源器件下方也充斥着焊料。

图5 器件开封观察
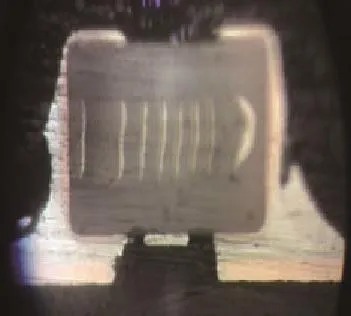
图6 器件内部电容剖面分析图
通过成分分析,确认这些银白色物质为焊锡。对器件整体目检,器件外围并未有明显焊锡流淌痕迹(涉及到器件保密,并未提供器件整体开封图),从而排除因回流焊工艺所用的焊锡从外部流入的因素,进而确认了流淌的焊锡来源为用于焊接内部无源器件的焊料。
经过测量分析,发现局部无源器件存在短路、开路现象,进而造成了内部匹配电路失配。
综上,可以推测器件因为极易受潮,在回流焊期间,吸潮了的器件在快速的温度变化下水汽膨胀产生分层,同时内部的焊锡融化流淌到这些缝隙中。内部的无源器件出现黏连桥接,造成内部匹配电路的破坏,最终表现为电学测试下的无功率输出、功率偏小等失效现象。
3.4验证
根据3.1~3.3分析工作可以确认失效器件存在两个方面的问题:(1)内部分层;(2)器件内部用于焊接无源器件的焊锡流淌粘连。
为了验证因为回流焊工艺造成的器件分层,同时内部用于焊接无源器件的焊料处于熔融状态,熔融状态的焊料流淌到这些缝隙造成内部匹配电路失配,引起失效。为此做了以下几个工作:
(1)取10只长时间暴露在空气中的器件放在热台加热(250℃),大概20 s听到“砰砰”声音,对器件进行超声扫描发现存在分层(限于篇幅,试验数据省略),从而表明此类塑封器件受潮后的确会在高温状态下产生分层。
(2)取20只样品进行MSL等级验证,结果器件只能保持8 h的车间有效转配时间,从而确定了此类塑封器件吸潮速度。
(3)分别取50只样品进行回流焊工艺模拟贴装试验,50只在空气中摆放8 h再贴装,50只在空气中摆放24 h再贴装(试验前进行高温烘烤)。结果8 h批次全部合格,24 h批次出现3只异常(功率下降,超声扫描发现存在分层)。
(4)分别各取10只样品(试验前高温烘烤)进行温度循环、温度冲击试验。试验结束后样品无异常,表明材料间热膨胀系数(CTE)差异的影响较低。
(5)对开封了的器件进行加热,温度基本保持回流焊经历的最高温区及时间,发现内部用于焊接无源器件的焊料逐渐变软并处于熔融状态。
4 理论分析
众所周知,塑封器件是非气密性器件。塑封器件所用的塑封料的主要成份有环氧树脂、固化剂、填料以及其他组份物质。塑封料封装不同于陶瓷材料和金属材料,是一种非气密性封装,塑封料是一种高分子复合材料,其固有的有机大分子结构,使其本身存在较高的吸湿性。塑封体可以通过扩散吸收少量的水分,最后封装体与周围环境在一定的温度和湿度条件下达到一种平衡状态[8~9]。封装器件经过高温回流安装到印刷电路板上,对于含铅焊料回流焊温度一般在220℃左右,而对于无铅焊料回流焊接温度还要更高。这种条件下凝结为水的湿气由于高温变成为蒸汽,随着蒸汽压力急剧升高,封装器件的局部区域就有可能发生层间开裂;同时塑封材料吸收湿气后各材料界面间的黏合力会有所减弱,这就会进一步促进层间开裂的发生。蒸汽压力继续作用在已经发生层间开裂的表面处,会使封装器件局部区域发生向外膨胀。最后,裂纹形成并向外扩展,当裂纹达到封装器件外缘时,内部的蒸汽压力会被瞬间释放出来,产生一种类似爆米花炸开时的响声,这就是塑封器件开裂的“爆米花”效应[10]。塑封器件因“爆米花”效应产生的分层是器件失效的主要因素。
在高温下,器件内部的焊锡处于熔融状态。在上述发生的物理变化造成的器件内部分层出现局部空隙,这就为焊锡流淌提供了可能性。这些流动的焊锡会造成内部元件局部短路,内部匹配电路失配,从而器件在电测试中体现为无输出或功率偏小等现象。
5 改进措施
为了提高塑封器件可靠性,首先应在设计上进行严格全面的把控。除了“爆米花”效应以外,因塑封料复合物与基片或引线框之间的热膨胀系数(CTE)差异,在温度变化的条件下也会造成器件形变。由于器件内部元件靠得太近,会有可能出现模塑物填充不满的情况。这些因素都会对器件的可靠性产生隐患。
通常,为了提高塑封器件使用可靠性,需要采取以下3方面措施。
5.1干燥
由于塑封器件极易吸湿,所以在生产和运输过程中都必须严格做好防潮干燥工作。器件在出厂时需要放进防潮袋,并加入干燥剂。在贴片厂使用过程中也需做好防潮措施,开封后的器件使用完应烘烤完放入防潮袋并且密闭。
5.2潮湿敏感度等级验证
JEDEC国际标准将潮湿敏感度分为6 个等级。通常业界常用的为MSL1、MSL2和MSL3级,如表2所示[11]。
通过潮湿敏感度验证,确定塑封器件的有效工厂时间。原则上,从包装袋拿的塑封器件应尽可能少地暴露在空气中。经过与贴装厂沟通协商严格控制塑封器件的贴装时间,保证开封的器件到装配结束保证在8 h内。结果失效率从之前的10%降至0%,有效提高了贴装效率。
5.3烘烤
根据塑封器件大小,烘烤的时间通常按表3进行预处理[12]。
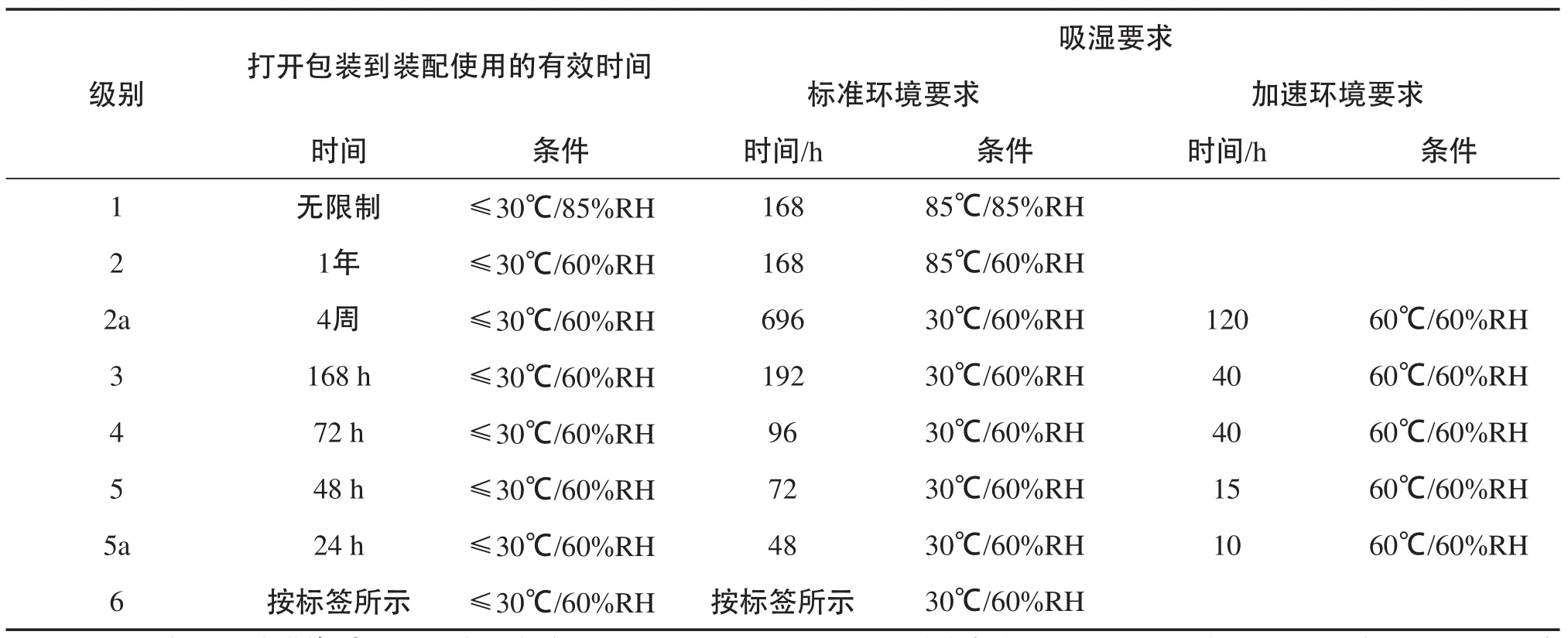
表2 潮湿敏感度等级
[J]. 专家论坛,2010,28(1):1-5.
[8] 李兰侠. 表面安装塑封体吸湿性引起的开裂问题及其对策[J]. 电子与封装,2005,5(10):14-17.
[9] 彩霞,黄卫东,徐步陆,程兆年. 电子封装塑封材料中水的形态[J]. 材料研究学报,2002,16(5):507-511.
[10] 别俊龙,孙学伟,贾松良. 吸收湿气对微电子塑料封装影响的研究进展[J]. 力学进展,2007,37(1):35-47.
[11] Moisture/Refl ow Sensitivity Classifi cation for Nonhermetic Solid State Surface Mount Devices[S]. IPC/JEDEC J-STD-020D.
[12] 吴建忠,陆志芳. 塑封集成电路分层研究[J].电子与封装,2009,9(3): 36-48.
吴晓亮(1989—),男,硕士,从事射频微波器件可靠性与失效分析工作。

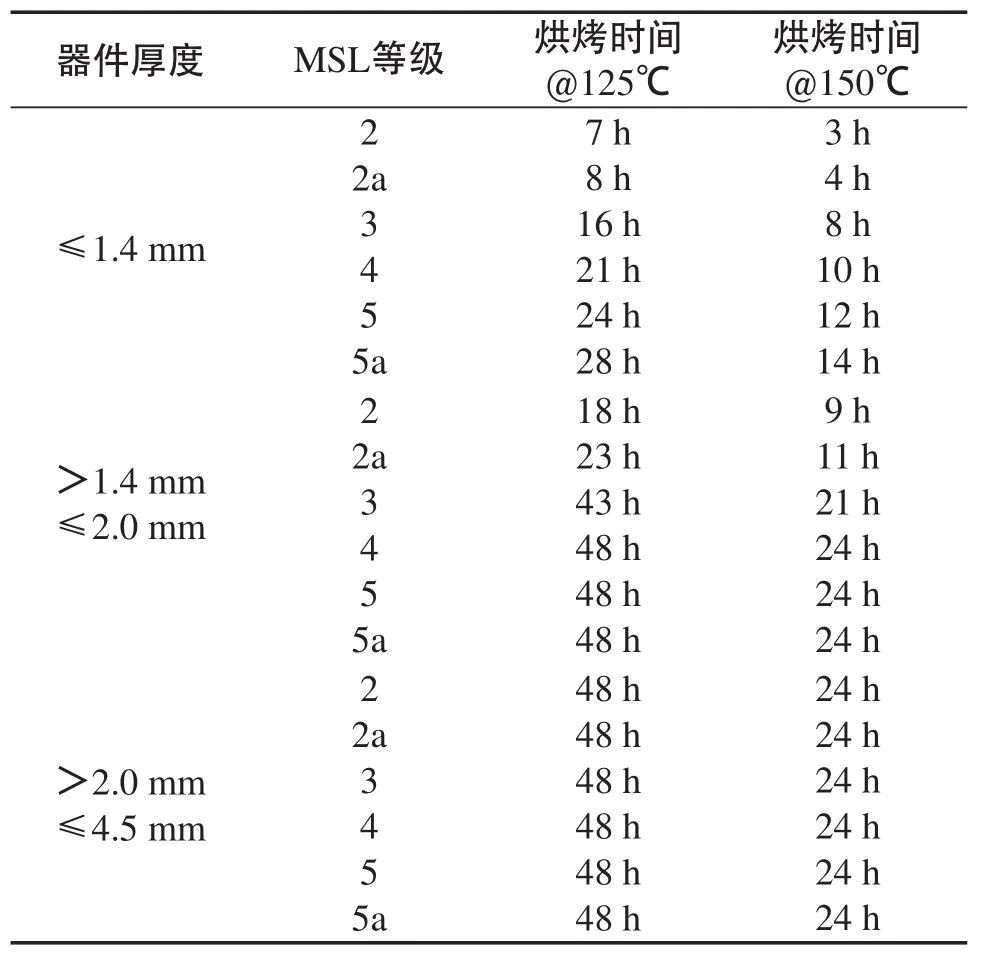
表3 器件烘烤时间与器件厚度关系
在进行回流焊之前,要严格对塑封器件进行高温烘烤,以去除器件内部的水汽,保证SMT贴装的可靠性。
6 结论
从上述一系列试验分析表明,器件的主要失效机理是器件吸潮,在回流焊工艺中产生分层,内部用于焊接无源器件的焊料流淌,造成局部短路、开路等,最终导致器件失效。只要控制器件的有效时间就可以大幅度提高产品贴装可靠性。按照8 h有效寿命的工艺控制,结果基本无坏片,产品可靠性大幅度提高。
而一些器件在后续使用中出现失效的主要原因是:经过未加管控回流焊工艺的器件存在一些缺陷,这些缺陷可能在初期测试的时候并未发现,但是在后续的使用过程中,在电应力、温度应力的作用下逐步显现出来,最终失效。对后续使用过程中失效样品进行分析,结果显示失效机理与回流焊失效的机理一致。同时我们为了排除功率烧毁因素,采取终端开路对器件进行模拟功率试验,器件失效的表现形式为器件内部芯片烧毁,失效机理与因爆米花效应失效机理不一致。
参考文献:
[1] 肖虹,蔡少英. 国外塑封微电路的可靠性研究进展[J].电子产品可靠性与环境,2000(6): 45-49.
[2] 黄道生. 环氧塑封料的工艺选择及可靠性分析[J].电子与封装,2006,6(8): 10-11.
[3] MECLUSKEY P, LILIE F, BEYSSER O, et al. Low tem peraturedelaminationof plastic encapsulated microcircuits[J]. Miroeletronics Reliability, 1998 , 38(12):1829-1834.
[4] HQKIM E B. Why use PEMs in military equipment: users' response[J]. Microelectronics Reliability , 1998, 38(3): 403-407.
[5] 张鹏,陈亿裕,刘建. 热膨胀系数不匹配导致的塑封器件失效[J]. 电子与封装, 2007, 7(4):37-39.
[6] 崔波,陈海蓉,王建志,王长河.塑封器件的贮存环境与使用可靠性[J]. 支撑技术,2002(2):72-74.
[7] 张延赤. 水汽或结构对塑封电子器件可靠性的影响研究
Case Studies on Delamination of Plastic Packaging Device
WU Xiaoliang1, ZHOU Xuewei2, FANG Yuan2
(1. Nanjing University of Electronic Science and Engineering, Nanjing 210093, China; 2. China Electronics Technology Group Corporation No.55 Research Institute, Nanjing 210016, China)
Abstract:Microelectronics plastic devices commonly used epoxy molding compound, its easy to absorb water vapor in the surrounding environment and seriously affect the plastic device reliability. through a case study, the delamination of plastic packaging device was discussed from the fault location , failure mechanisms and the improvement measures in detail.thus,Effectively and quickly to enhance the reliability of plastic devices.
Keywords:plastic devices; popcorn effect; failure analysis; refl ow
中图分类号:TN305.94
文献标识码:A
文章编号:1681-1070(2015)10-0004-04
收稿日期:2015-6-23
作者简介:
猜你喜欢
科技资讯(2017年16期)2017-07-14
中国新技术新产品(2017年11期)2017-06-19
教育教学论坛(2017年17期)2017-04-22
科技创新与应用(2017年3期)2017-02-18
中小企业管理与科技·中旬刊(2016年6期)2016-06-20
科技资讯(2015年8期)2015-07-02
中国高新技术企业(2015年3期)2015-03-26
现代电子技术(2014年17期)2014-09-17
