触摸屏配方功能在大型压力机换模中的应用
2015-07-01 09:32:46阚延慧吴玉渠
锻压装备与制造技术 2015年4期
窦 磊,阚延慧,刘 呐,吴玉渠
(1.江苏省徐州锻压机床厂集团有限公司,江苏 徐州221116;2.山东正晨科技股份有限公司,山东 济南250101)
0 引言
在压力机换模后,需进行参数调节,如封闭高度、平衡缸气压等。以前为手动一项项调节,现在则是自动调节,为节省时间还可多项同时调节。每套模具有四、五个或更多数据需要存储,下次更换该模具时再调用这套数据进行自动调节即可。
对于需要存储的数据,以往是直接保存在PLC的电容保持区域,调用时采用间接寻址方式读取所需的数据地址。但在写入PLC数据时,会比较麻烦。每一组数据都需要在触摸屏上列出来,占用页面多,设计耗时长,同时占用PLC的寄存器地址也较多,电容保持时间也受到限制,并且数据在按组存储时不方便。
目前,触摸屏大都具有配方功能。配方是一组组参数值,用来提供产品及其加工控制信息。配方功能可存储多个配方。这些数据直接存储在触摸屏的EEPROM里,并且根据组号进行区别存储,安全可靠。
1 配方功能实现
以台达DOP-B系列触摸屏为例介绍配方功能在大型压力机上的应用。
首先需明确有哪些数据在换模后需要调节,数据类型分别是什么,每个数据需要的数据存储空间是多大,数据要存储多少套。在大型压力机上,需调节的数据一般有封闭高度(双字节数据,数据类型为整型),平衡缸气压值(单字节数据,数据类型为整型),气垫行程高度(单字节数据,数据类型为整型),气垫气压(单字节数据,数据类型为整型)等。现以上述4个数据为一组配方,共99组配方作配方功能。图1为配置32位配方列表。
图1中,Link2代表触摸屏与PLC的连接,写入首地址对应为D100,配方数据断电保持区在HMI,配方数据组为4X99(假设一组模具参数有4个数据,共有99组模具参数需要存储),即为一组4个数据,共99组。数据数量及数据组数可根据需要进行调整。
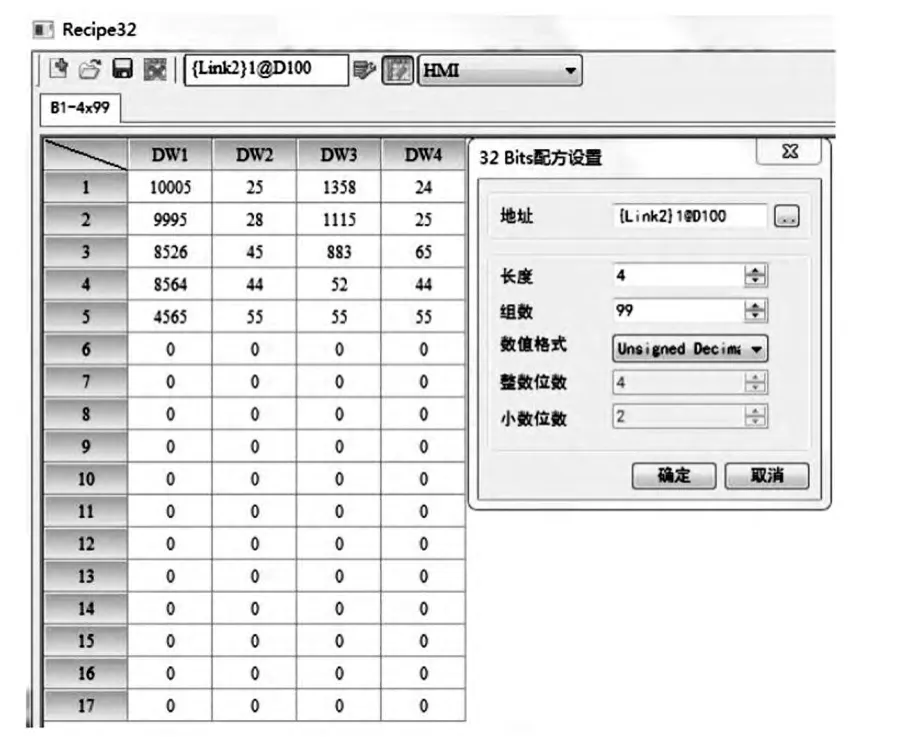
图1 32位配方配置表
由于使用了一组4个数据,所以配方缓存区为RCP0-RCP3,RCP4及以后的数据为配方存储区,并以4个数据为一组进行存储,如RCP4-RCP7为配方组一的存储地址,可据此往下类推。
RCPNO为配方组号,当RCPNO的值为1时,第一组的数据放到配方缓存区内,即为保存的第一套模具参数放到了缓存区内。
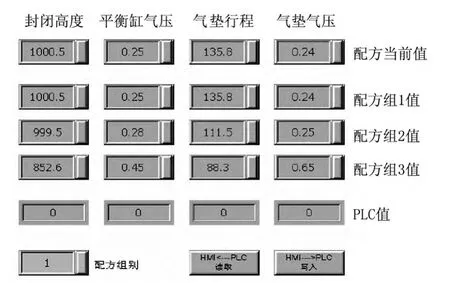
图2 配方界面
同时还需要在控制命令区增加对配方控制的命令,以方便控制对配方的读取和写入。该控制字的bit1位置1后,可实现配方读取功能,即由PLC向当前配方组内写入数值;控制字的bit2位置1后,可实现配方写入功能,即把当前配方组内的数据写入PLC地址。通过该功能即可实现将保存的模具参数数据由触摸屏的数据保存区写入PLC地址内,从而使机床实现自动调节功能。
如图2所示,配方当前值为配方缓存区内的数据; 配方组1、2、3分别为配方组存储区内的数据;PLC值为D100-D103的数据;配方组别为配方的组号,用于区分不同组代号;“ HMI←PLC读取” 为从PLC值向当前配方组别读取;“ HMI→PLC写入”为将当前配方组别内的数据写入到PLC。
例如,配方组别RCPNO为1时,则配方当前值RCP0-RCP3显示为配方组1内的数据,此时按下“ HMI→PLC写入”键,配方组1内RCP4-RCP7的数据写入PLC的D100-D103内;按下“ HMI←PLC读取” 键,PLC中D100-D103内数据写到当前的配方组别内。改变配方组别RCPNO值时,同时配方当前值也随之改变。
2 结论
此功能在压机上使用后,用户只需要对模具进行编号,在第一次使用时将参数输入到配方中,则下次使用时直接从触摸屏的内存中调取即可,方便快捷。同时还解决了PLC寄存器占用地址过多、编程繁琐的问题,实现了机床的柔性化,使用户生产更加柔性化。
[1]台达公司.DOP-B系列人机界面使用手册.台达公司,2006.
[2]陈立定,吴玉香,苏开才,编.电气控制与可编程控制器[M].广州:华南理工大学出版社,2001.
[3]胡 超,魏国勇,窦 磊,等.调速压力机自动停准上死点方法[J].锻压装备与制造技术,2010,45(3):27-28.
[4]钱荣芳.大型压力机的快速换模系统设计[J].锻压装备与制造技术,2005,40(5).
猜你喜欢
电子元器件与信息技术(2021年5期)2021-07-27 03:48:14
锻压装备与制造技术(2021年2期)2021-07-19 08:50:52
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
数码世界(2020年5期)2020-06-23 00:14:36
装备制造技术(2019年12期)2019-12-25 03:06:36
知识就是力量(2018年7期)2018-07-11 06:39:56
设备管理与维修(2016年5期)2016-03-16 02:20:51
锻压装备与制造技术(2015年2期)2015-06-26 09:00:11
河南科技(2014年12期)2014-02-27 14:10:32
自动化与仪表(2014年10期)2014-02-26 08:21:30