
圆弧形螺纹的数控加工
2015-06-30 05:41上海工商信息学校盛雪娟
卫星电视与宽带多媒体 2015年4期
上海工商信息学校 盛雪娟
要加工圆弧形螺纹,一种方法是直接使用球头成型刀再辅以螺纹的循环指令就可以把这个螺纹加工出来,但是如果这个件是单件或者是一个试制阶段的零件,如果买一把球刀去加工,势必会增加成本,这个时候我们可以考虑用三角形螺纹刀来加工此种类型的零件。
一、用三角形螺纹刀车圆弧形螺纹的原理
圆弧形螺纹的截面是圆弧形,我们可以依据“数据密化”原理,只要根据曲线公式表达出曲线上坐标点的坐标值,然后用螺纹指令G92沿着这些坐标值,依次移动就能走出我们要的圆弧螺纹。
圆的参数方程为:(θ为参数)
式中r是圆的半径,因此刀具在圆的轨迹上某一位置点P 的坐标为(x,y)。利用三角函数可以计算出圆弧螺纹的起始角度θ和终止角度180-θ。把刀具在车削圆弧的起始角度和终止角度之间分成若干份相等的角度Δα。这样从起点开始每增加一个Δα,就可以根据参数方程计算出一个坐标值,刀具沿着这个坐标值就可加工出圆弧形螺纹,只要分割的角度Δα足够小,就能插补出较为光滑的圆弧形螺纹。
二、 用三角形螺纹刀车圆弧形螺纹的程序编制方法
编制车削圆弧螺纹的程序,按照上述编制原理分析,只要计算出圆弧螺纹的起始角度和终止角度。然后分出若干份,在通过圆的曲线方程表达出每个点的坐标,再把表达式带入G92循环指令中逐点加工即可完成该螺纹。
三、 应用实例
如下图毛坯为φ50×92

技术要求:
第一,以单件生产编程。
第二,不准用砂布及锉刀等修饰表面。
第三,未注倒角0.5×45°。
第四,未注公差尺寸按GB1804-M
(一) 工艺准备
一是根据加工零件材质选用45号钢。
二是设备选用:FANUC-0i系统数控车床。
三是量具:25~50 mm外径千分尺、0~150 mm游标卡尺。
四是刀具: 930外圆粗车刀、930精车刀、刃宽为4 mm切槽刀、60°螺纹车刀。
(二)工艺制定
第一,手动装夹加工:用三爪自定心卡盘夹持毛坯,伸出卡爪外长度75mm平端面,编程零点选工件右端面与轴心线交汇点。
第二,自动加工路线。车外圆:粗、精车:C2倒角→Ø48外圆、Ø42外圆。切槽:切槽至Ø22。螺纹:宏程序加工圆弧螺纹。
(三)数控加工工艺卡如下表所示
数控加工工艺卡片
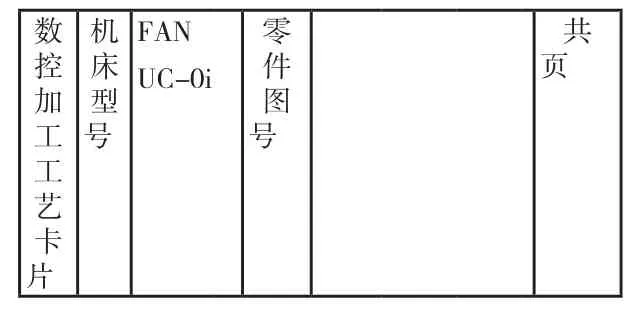
数控加工工艺卡片机床型号FAN UC-0i零件图号共页
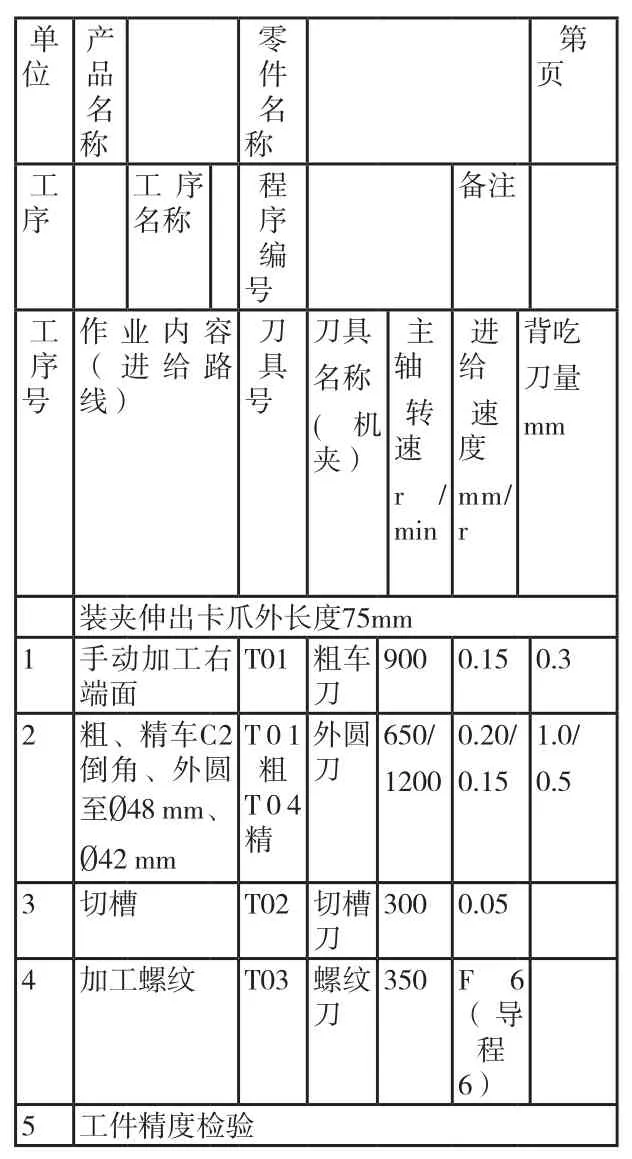
单位产品名称零件名称第页工序工序名称程序编号备注工序号作 业 内 容(进给路线)刀具号刀具名称( 机夹)主轴 转速r /min进给 速度mm/r背吃刀量mm装夹伸出卡爪外长度75mm 1 手动加工右端面T01粗车刀900 0.15 0.3 2 粗、精车C2倒角、外圆至Ø48 mm、Ø42 mm T 0 1粗T 0 4精外圆刀650/1200 0.20/0.15 1.0/0.5 3 切槽 T02切槽刀300 0.05 4 加工螺纹 T03螺纹刀350 F 6(导程6)5 工件精度检验
#1=#1+0.2(4)工件坐标原点选定在工件右端面和轴线交点处,建立工件坐标系。
(四)相关计算
sinθ=a/R
起始角度θ=a r c s i n a/R,θ=arcsin3.1/3.5,θ=62.34
终止角度π-θ=117.66
对于企业来说,最重要的是质量、成本、效益。文中的这种方法主要是针对单件小批量,企业条件不足的情况。通过使用三角形螺纹刀加工圆弧形螺纹,降低了单件零件的生产成本,提高了企业竞争力,减轻了小企业的负担,同时该宏程序针对不同螺距和公称直径的螺纹,只需要改变参数即可,使用起来方便、快捷。
猜你喜欢
佛山陶瓷(2021年1期)2021-03-02
赢未来(2018年9期)2018-09-25
机械研究与应用(2018年3期)2018-07-11
山东工业技术(2016年15期)2016-12-01
恋爱婚姻家庭·养生版(2016年9期)2016-09-07
现代工业经济和信息化(2016年1期)2016-05-17
装备制造技术(2016年12期)2016-02-23
三联生活周刊(2015年51期)2015-12-17
环球人物(2015年22期)2015-09-10
轴承(2015年11期)2015-07-30
