
航天工业用TC4饼材的显微组织和性能研究
2015-06-22 14:38:00李进元张智高文超西部钛业有限责任公司
锻造与冲压 2015年19期
文/李进元,张智,高文超·西部钛业有限责任公司
航天工业用TC4饼材的显微组织和性能研究
文/李进元,张智,高文超·西部钛业有限责任公司
采用在2500t快锻机上制坯及1250t压力机上成形的自由锻工艺制取TC4钛合金饼材,分别测试了饼材不同部位的室温力学性能及超声波杂波水平。结果表明,该锻造工艺所制备的TC4钛合金饼材性能符合GJB 391-1987《航天工业用TC4钛合金锻制饼材》标准要求;饼材组织为等轴α组织,均匀性好;超声波杂波水平达到φ1.2mm(-9)~(-6) dB。
钛合金因具有密度小、耐高温、耐腐蚀、比强度高等突出优点,在航空航天领域中获得了广泛的应用。国产TC4属于(α+β)两相钛合金,兼有α和β钛合金的优点,具有较高的比强度、热强性和较好的综合力学性能,主要用于制作飞机的蒙皮、压气机盘和叶片、航天发动机用燃料储存罐等重要的受力复杂的零部件。这些零部件对成品件的要求特别严格,为了获得无缺陷或少缺陷的成品,这些产品从熔炼、开坯以及锻造制作的各个加工步骤都要严格控制。因为在熔炼和开坯时产生的缺陷不容易在后期加工去除,所以,在锻件坯料制作过程中就要控制原始坯料的显微组织和性能。为了获得批次性能稳定及内部组织均匀的最终饼材产品,本文研究了饼材不同部位力学性能及显微组织的变化,并讨论了锻造工艺对以上参数的影响。

表1 TC4合金的化学成分
试验
试验采用西部钛业有限责任公司自行生产的TC4钛合金铸锭,经真空自耗电弧炉三次熔炼,锭型为φ620mm,质量约3000kg,材料化学成分如表1所示。采用金相法测得试验用材料合金的相变点(α+β→β)为990~995℃。铸锭在2500t快锻机经β单相区开坯锻造,再经β单相区和α+β两相区锻造制得饼坯,并在1250t油压机经α+β两相区锻造制得饼材,锻后空冷。室温拉伸试验按照GB/T 228-2002《金属材料室温拉伸试验方法》标准在Instron 1185电子万能试验机上进行,金相分析在OLYMPUS PMG3光学显微镜上进行。

图1 TC4钛合金饼材φ200mm低倍组织照片
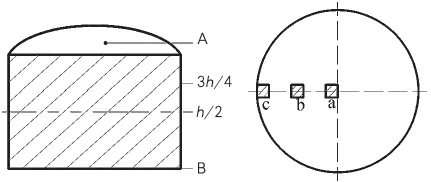
图2 高倍取样示意图
结果分析与讨论
TC4饼材不同部位低倍及显微组织分析
直径规格为φ200mm成品饼材端面低倍组织照片如图1所示,低倍为模糊晶,组织很均匀。饼材成形在α+β两相区内完成,终锻温度相对较低,初生α相含量较高。从饼材不同部位,即在饼材厚度(h)方向上(A)端面、3h/4、h/2、下(B)端面分别在r/2处、中心处、边缘处取15mm×15mm的高倍试样(图2),并进行金相评级,A、B端面在坯料厚度方向各机加8~10mm。
图3为饼材不同部位高倍组织(200×)照片。从图3中可以看出,同一饼材不同部位显微组织的差异不明显,从4个部位来看,同一端面不同部位的显微组织均匀性较好,饼材的初生α相形态均为等轴组织,其中h/2处等轴α相含量较高,达70%~75%。
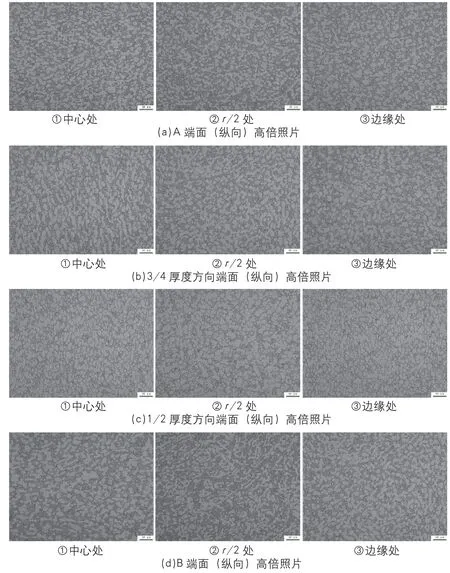
图3 饼材不同部位高倍组织(200×)
锻造工艺对饼材不同部位力学性能的影响
⑴锻造温度对TC4饼材性能的影响。
钛合金锻造工艺参数中,加热温度对组织性能的影响最为显著。不同的锻造温度形成不同的组织,而不同的组织决定不同的性能。本工艺饼材成形工艺采用加热温度在低于β相转变温度50~65℃之间锻造时,其强度和塑性指标完全符合GJB 391-1987《航天工业用TC4钛合金锻制饼材》标准的要求,且较富裕。这是因为加热温度和转变温度温差大,锻造过程中变形引起的温度远低于相转变温度,变形完全在两相区进行,变形均匀一致,显微组织得到等轴细化。
⑵变形量对TC4饼材性能的影响。
成品锻造在1250t油压机上完成,镦粗时静压形成的鼓肚较大,滚圆时变形量增加15%~20%,满足使与断面平行和垂直方向的片状α相充分变形的条件,球化过程进行得较充分,组织均匀性好。
在饼材(规格为φ200mm×hmm)厚度方向上(A)端面、3h/4、h/2、下(B)端面的r/2处纵向切取试样。试样经800℃加热→保温60min→空冷的热处理工艺后,进行拉伸、冲击等性能测试。表2为饼材热处理后不同部位试样的室温力学性能。
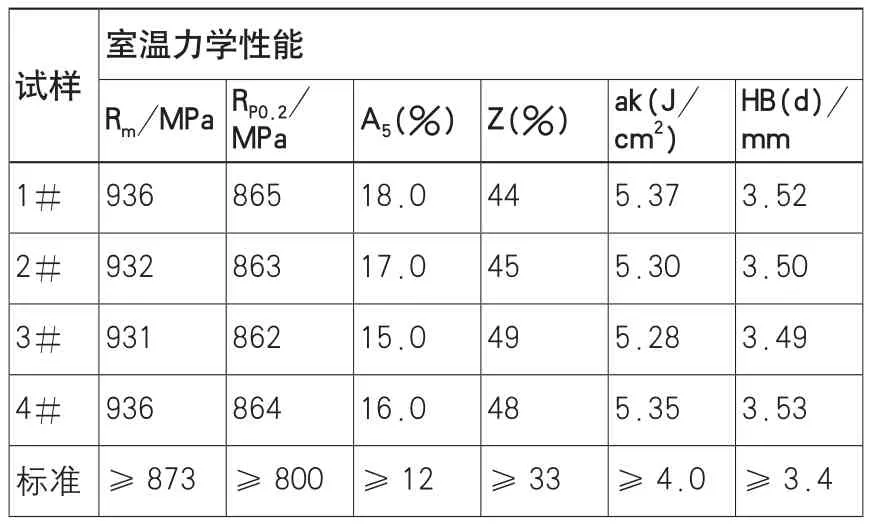
表2 饼材热处理后不同部位试样的室温力学性能
由图4可分析,饼材不同部位性能均符合标准要求,差异性很小。从图4a曲线看,抗拉强度、屈服强度相差3~5MPa,3h/4、h/2处饼材的强度值偏小,与图3金相组织相匹配,符合理论及实际要求;从图4b曲线看,在饼材靠近端面处试样延伸率相对较好、而饼材内部试样面缩率相对较好;从图4c曲线可以看出饼材两端面比饼材内部硬度稍高,冲击性能较高。
超声波杂波分析
杂波是组织不均匀的反映。粗大不均匀的组织可引起超声波的杂乱反射。对该工艺锻制的TC4钛合金饼材按GJB 391-1987标准中的探伤要求进行探伤,采用USN60型探伤仪,5Pφ1.4mm的探头,接触法检验。饼材杂波水平为φ1.2mm(-9)~(-6)dB,饼材组织均匀性好,与图3的高倍组织相符合。
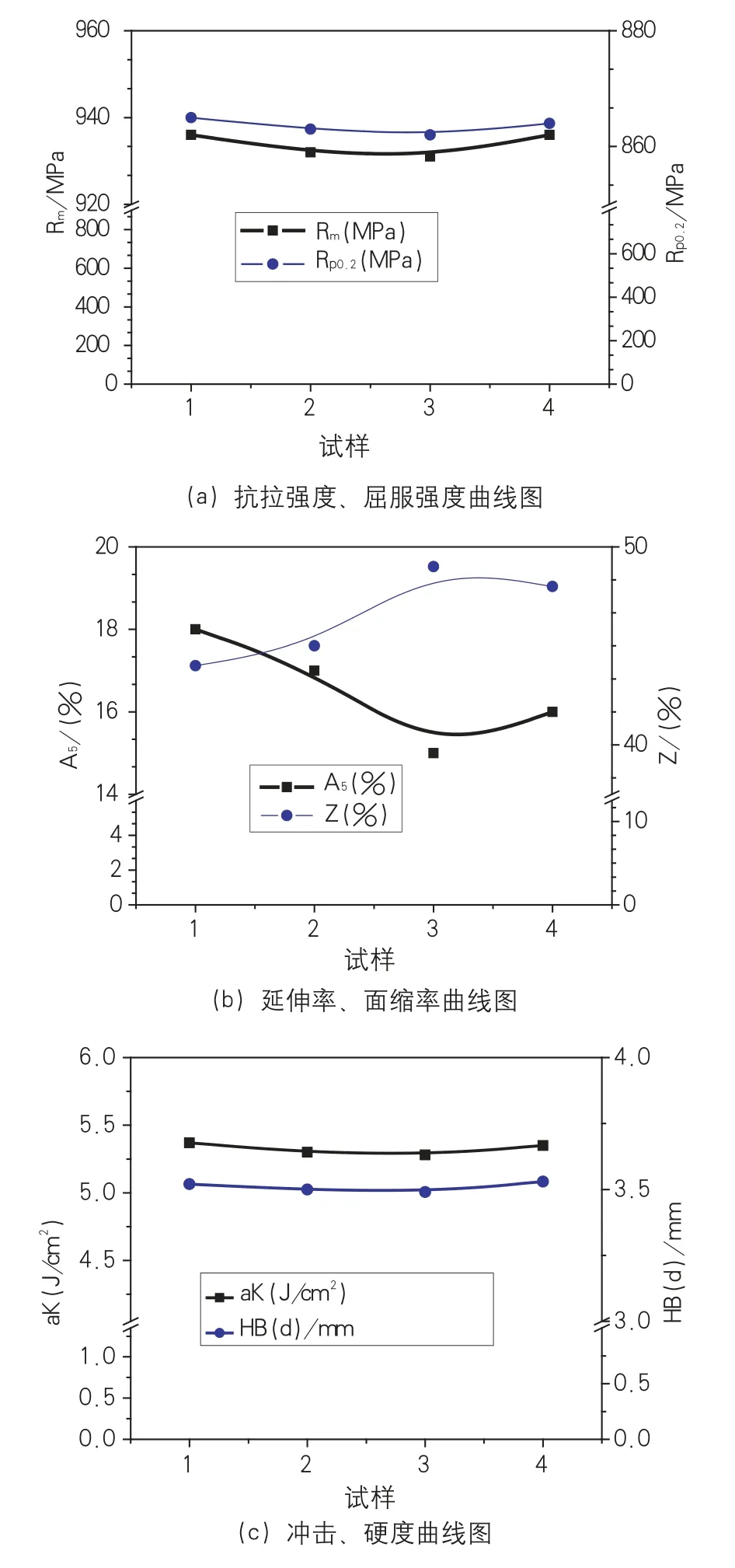
图4 饼材不同部位的性能变化曲线
结论
通过对同一饼材不同部位试样的显微组织及力学性能进行比较分析,可以得出以下结论:
⑴TC4钛合金饼材,组织均为等轴α组织,组织均匀性好。
⑵TC4钛合金饼材超声波杂波水平一致性好。
⑶饼材不同部位的性能稳定性好。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
科学与信息化(2021年30期)2021-12-24 08:00:20
中国自行车(2018年8期)2018-09-26 06:53:32
电镀与环保(2017年6期)2018-01-30 08:33:37
四川冶金(2017年6期)2017-09-21 00:52:30
当代化工研究(2016年9期)2016-03-20 16:22:18
设备管理与维修(2016年6期)2016-03-16 02:21:54
西北工业大学学报(2015年3期)2015-12-14 13:08:44
遥测遥控(2015年2期)2015-04-23 08:15:22
制造技术与机床(2015年10期)2015-04-09 07:05:42
