
低温钢LF2多向模锻件性能分析
2015-06-22 14:38马文昌二十二冶集团精密锻造有限公司
锻造与冲压 2015年19期
文/马文昌·二十二冶集团精密锻造有限公司
宋佳男·中国锻压协会
低温钢LF2多向模锻件性能分析
文/马文昌·二十二冶集团精密锻造有限公司
宋佳男·中国锻压协会

马文昌,硕士,主要从事多向模锻工艺及配套生产线的设计、开发工作,主持、参与了二十二冶集团精密锻造有限公司40MN、120MN多向模锻生产线的设计、建设、生产工作,在三通阀体多向模锻成形及模具设计方面有丰富经验。
多向模锻技术又称多柱塞模锻,是20世纪50年代美国Cameron公司提出、实现的锻造技术。多向模锻在合模过程中对毛坯进行镦锻,随后冲头自不同方向对毛坯进行挤压,一火一次获得无毛边、很小的多分支或有内腔的锻件。该锻造工艺因具有变形均匀、锻件机械性能好、成形精度高等优点,而获得广泛关注。
本文以LF2低温钢锻制的止回阀阀体为对象,通过与模锻件的对比分析,着重研究多向模锻件的机械性能、金相组织,以拓展多向模锻件在低温领域内的应用和发展。
LF2止回阀阀体锻件成形工艺
LF2为美国ASTM A350-2007《需切口韧性试验的管道部件用碳钢和低合金钢锻件》标准规定的牌号,试验所用材料的化学成分经测定符合标准要求。
多向模锻成形工艺
LF2止回阀阀体锻件简图如图1所示。图1中虚线为零件轮廓图,A、B、C、D、E分别代表垂直穿孔直径、垂直穿孔深度、水平穿孔深度、水平穿孔直径及分模面以上高度。
采用多向模锻工艺一次成形,多向模锻件实物如图2所示。
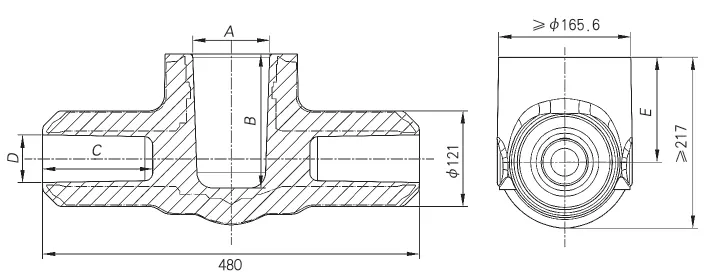
图1 多向模锻件简图
模锻工艺
采用模锻锻造工艺流程为制坯→预锻→终锻→切边,锻件简图如图3所示。

图2 多向模锻件
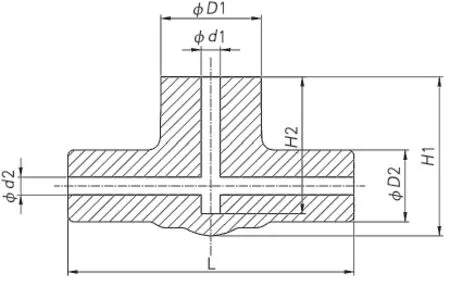
图3 模锻件简图
模锻件切边后,钻孔获得水平孔及垂直孔,模锻件实物如图4所示。

图4 模锻件
热处理及取样
多向模锻件和模锻件在锻后统一采用正火+淬火+回火的热处理工艺,热处理工艺曲线如图5所示。
两种锻造方式生产的止回阀阀体锻件取样位置相同,具体位置如图6所示。图中I、II处为拉伸试验取样位置;1、2、3、4处为冲击试验取样位置;A、B、C、D处为金相检验取样位置。

图5 热处理工艺曲线
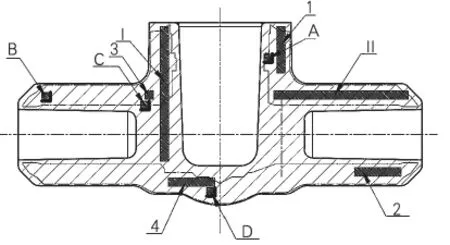
图6 取样位置
力学性能对比
多向模锻件与模锻件均要求低温冲击性能,试验温度为-50℃,多向模锻件与模锻件的低温冲击功如表1所示。两种锻造方式生产的止回阀阀体锻件拉伸力学性能,如表2所示。
由表1、表2对比可知,两种锻造方式生产的止回阀阀体锻件拉伸力学性能基本相同,但冲击性能差异较大。其中取样位置3处的冲击功两者基本相同,取样位置1、2、4处多向模锻件的冲击功是普通模锻件的2~3倍。

表1 多向模锻件与模锻件的低温冲击功 (单位:J)

表2 多向模锻件与模锻件产品拉伸力学性能对比
查阅多向模锻相关资料,了解到多向模锻件金属流线如图7所示。不难发现,取样位置1、2、4处是平行于金属纤维流线取样,取样位置3处是垂直于金属纤维流线取样。可证实采用多向模锻工艺成形时形成的连续金属纤维流线非常有助于提高材料的低温冲击性能,因此当采用多向模锻成形工艺时,应考虑锻件承载面的金属流向。

图7 多向模锻件金属流线
金相组织研究
锻前金相组织
多向模锻工艺所用坯料为φ160mm的轧坯棒材,分别对原坯料纵向、横向截面金相组织及中频炉加热后的锻前组织进行观察,观察结果如表3所示。原坯料中纵向截面存在较严重的带状组织,经评级,带状组织为4~5级,也有少量魏氏组织,评级为1级;坯料经中频炉加热后存在严重的魏氏组织,评级为最高级5级。坯料在中频炉中温度可达1150℃,因LF2钢含Mn量约1%,Mn有促进晶粒长大的作用,因此在高温下保温一段时间后会形成粗大晶粒,在随后的冷却过程中易形成粗大的魏氏组织。

表3 锻前金相组织
锻后金相组织
锻后金相组织如表4所示,主要有以下特征:
⑴锻后魏氏组织改善,但位置C处仍较为严重,评级为2级。
⑵带状组织未完全消除,位置D处(锻件上孔底部)较为严重。
⑶锻件组织不均匀。晶粒不均匀,有混晶现象;带状组织分布不均匀。
结合多向模锻工艺的特点,分析产生以上现象主要是因为多向模锻成形时,多个冲头先后挤压成形,造成各部位始锻温度、终锻温度不同,各部位的变形量也不相同,进而影响到锻件组织。
热处理锻件金相组织
锻件热处理后金相组织如表5所示,位置A略有带状倾向,其组织为回火索氏体组织;位置B晶粒均匀,无明显缺陷;位置C仍有粗大晶粒且伴随魏氏组织;位置D仍然是回火后的带状组织。位置C处存在组织缺陷,也是造成低温冲击性能偏低的主要原因之一。
通过对金相组织的观察,可以得出以下结论:
⑴多向模锻件金相组织不均匀是受到锻造温度、变形量等因素的影响。
⑵带状组织经多向模锻锻造成形、热处理等工序后有效改善,但无法根除。
⑶粗大晶粒和魏氏组织的产生,会对钢的机械性能产生影响,特别是对冲击性能产生明显的影响。
⑷LF2锻件锻后冷却过程易形成魏氏组织,正火工艺可有效改善魏氏组织。

表4 锻后金相组织
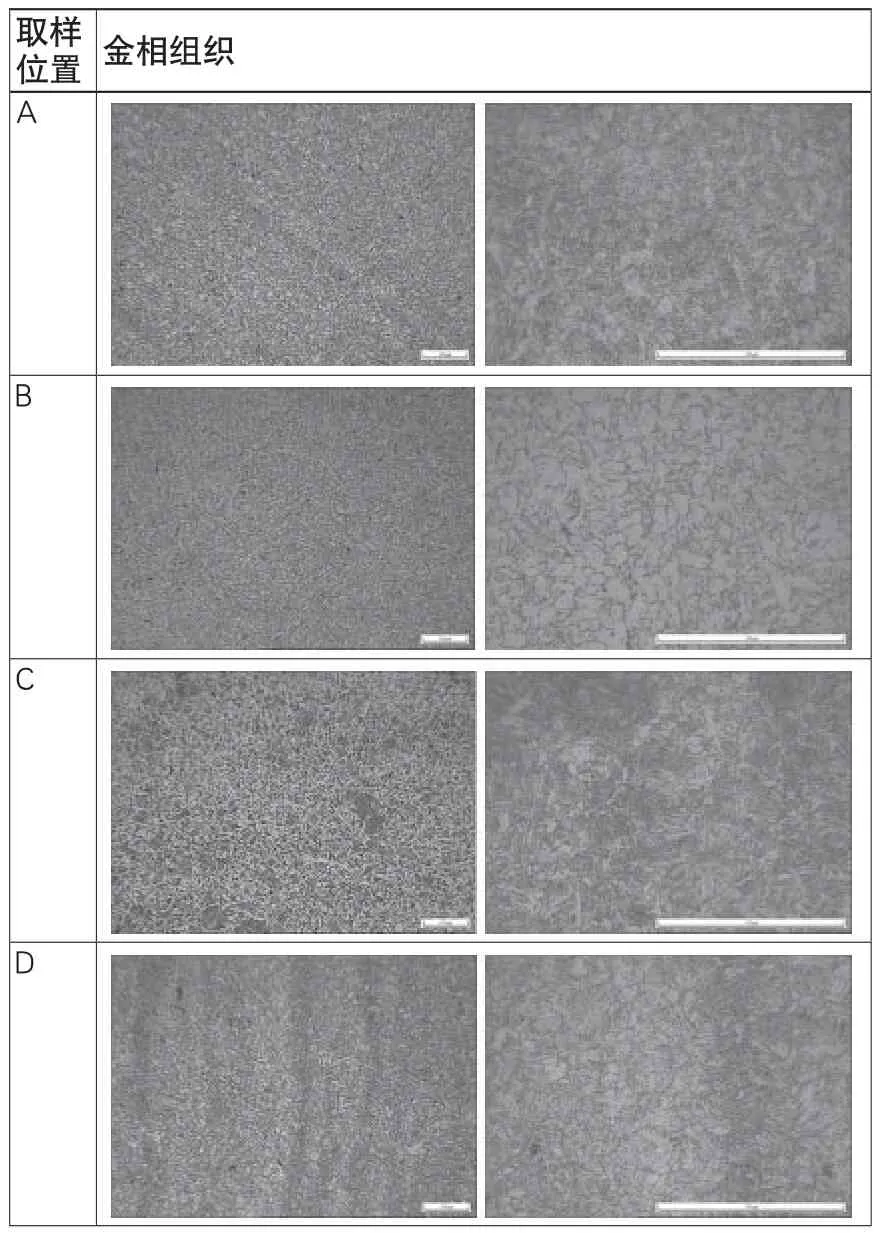
表5 热处理锻件金相组织
结论
通过对多向模锻件和普通模锻件的力学性能对比和对多向模锻件的锻造前后的金相检验,可得出以下结论:
⑴采用多向模锻工艺生产的锻件可满足锻件各项性能指标要求。
⑵采用多向模锻工艺形成的连续金属纤维流线可显著提高材料低温态的冲击韧性,提高幅度可达2~3倍,因此多向模锻成形工艺应考虑锻件承载面的金属流向。
⑶采用多向模锻工艺成形的锻件存在金相组织不均匀问题,主要受锻造温度、变形量等因素影响。
⑷用于多向模锻的原坯料,尤其是后续热处理无法改善组织的材料,要做好金相组织准备,避免带状组织等缺陷。
⑸粗大晶粒和魏氏组织的产生,是造成多向模锻件低温冲击性能偏低的主要原因之一。
猜你喜欢
科技创新与应用(2022年35期)2022-12-22
铝加工(2022年1期)2022-11-24
民用飞机设计与研究(2020年4期)2021-01-21
化肥设计(2019年3期)2019-07-02
中华戏曲(2019年1期)2019-02-06
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
影剧新作(2018年4期)2018-07-27
钛工业进展(2018年6期)2018-01-25
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
汽车与驾驶维修(维修版)(2017年6期)2017-09-03
