
钼镍磷催化剂丙烯加氢中试评价的研究*
2015-06-09 02:33吴维成李春芝张艳荣周丽萍张翠翠娄艳艳李忠臣
化工科技 2015年3期
吴维成,李春芝,张 静**,张艳荣,周丽萍,张 丹,张翠翠,娄艳艳,李忠臣
(1.辽宁中科纳米材料发展有限公司,辽宁 抚顺 113001;2.辽宁石油化工大学 化学与材料科学学院,辽宁 抚顺 113001;3.沈阳农业大学 外语学院,辽宁 沈阳 110866;4.抚顺市第二中学,辽宁 抚顺 113001;5.辽宁海泰科技发展有限公司,辽宁 抚顺 113122)
近几年,C3、C4烷烃作为一种化工基本原料和新型燃料,愈来愈受到人们的重视,所以C3、C4不饱和烃的加氢反应也越来越受到关注。在石油化工领域中,烯烃饱和加氢[1-3]是常见的反应之一。目前烯烃加氢催化剂主要有钯系、镍系和钴-钼系3类。钴-钼系催化剂使用前需要硫化,反应温度高(200~300 ℃),多用于馏分油的加氢;镍系催化剂反应空速低,催化剂用量大,需要的氢/烯烃物质的量比大,造成大量的氢气循环,能耗高;钯系具有反应温度低,空速高的特点。
钼镍磷催化剂作为一种良好的加氢精制催化剂已受到广泛关注[4-13],其脱硫、脱氮的良好性能,已在重整原料预加氢、二次加工汽油加氢精制生产优质石脑油及溶剂油上得到了广泛的应用。在前期研发Mo-Ni-P催化剂的基础上,将其成功应用于C6、C7溶剂油加氢反应中。并在此基础上,考察了胶溶剂、焙烧温度、预硫化等条件对钼镍磷催化剂物化性质的影响,测试了钼镍磷催化剂对丙烯加氢反应的催化性能,以期制备适合于丙烯加氢反应的钼镍磷催化剂。
1 实验部分
1.1 试剂与仪器
1.1.1 试剂
大孔氧化铝:比表面积59.3 m2/g,总孔容0.279 cm3/g,平均孔径18.84 nm,中国石油化工股份有限公司催化剂长岭分公司;小孔氧化铝:比表面积255 m2/g,总孔容1.14 cm3/g,平均孔径14 nm,中国石油化工股份有限公司催化剂长岭分公司;田菁粉:w(总糖)=85.9%,平均相对分子质量20.6万,粒度0.125 mm筛孔通过量≥99.5%,黏度≥60 mPa·s,w(水)≤8%,w(水不溶物)≤45%,北京西化仪科技有限公司;三氧化钼(MoO3)、碱式碳酸镍[NiCO3·2Ni(OH)2·4H2O]:分析纯,成都艾科达化学试剂有限公司;醋酸、柠檬酸、磷酸、硝酸:分析纯,鞍山安吉化工有限公司;去离子水:实验室自制;丙烯:体积分数99%,氢:体积分数99%,丙烷:含φ(丙烯)=11%,营口云海工业气体有限公司。
1.1.2 仪器
捏合机:NH-2型,广州华工机电有限公司;连续固定床反应器:实验室自制,见图1。
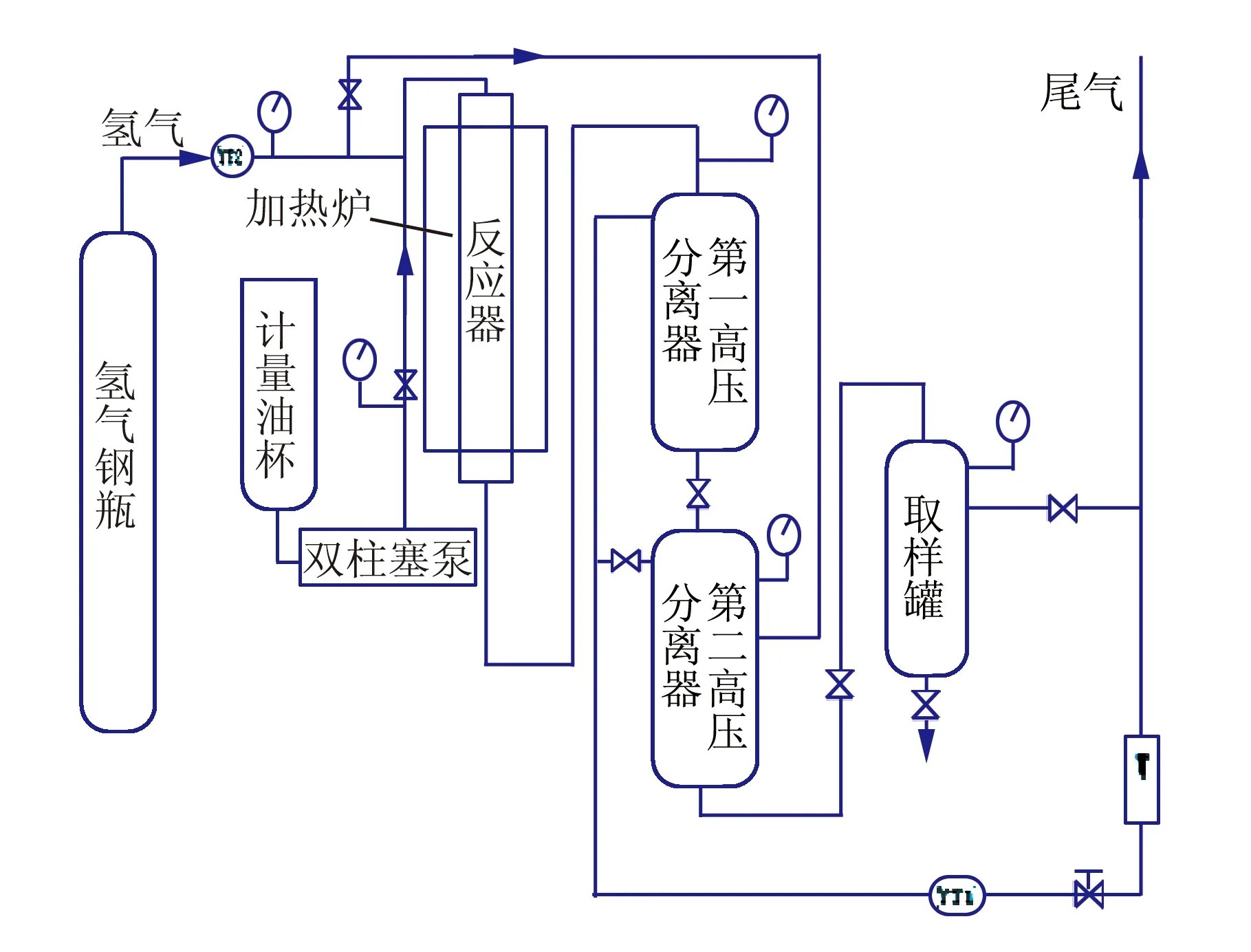
图1 丙烯加氢反应评价装置流程示意图
1.2 催化剂的制备
1.2.1 Al2O3载体的制备
将一定比例的大孔氧化铝、小孔氧化铝和田菁粉在捏合机进行捏和后,加入硝酸水溶液,控制水和所有固体粉料的体积比[V(水)∶V(粉料)=70~80∶100],然后继续捏合约30 min形成氧化铝载体可塑体。将可塑体转入挤条机成型,挤成三叶草型,自然晾干,在120 ℃干燥2 h后,分别在不同温度下焙烧2 h,冷却至室温后取出、断条,即得Al2O3载体。实验过程中还分别用醋酸、柠檬酸、磷酸及硝酸和磷酸混合酸代替硝酸制备了Al2O3载体。
1.2.2 负载浸渍溶液的配制
将MoO3、NiCO3·2Ni(OH)2·4H2O、磷酸和去离子水按一定的比例混合,于100 ℃加热回流约30 min,得到澄清的墨绿色钼镍磷浸渍液。
1.2.3 金属活性组分的担载
分别采用喷淋饱和浸渍和过饱和浸渍2种方法进行担载。喷淋饱和浸渍法是根据氧化铝载体的实际吸水率,将配制的钼镍磷浸渍液定容到所需体积,在一定的速度下进行喷淋,最后达到饱和;过饱和浸渍是指将一定量的氧化铝载体浸渍到过量的钼镍磷浸渍液中浸渍一定时间后,将剩余的浸渍液分离除去。2种浸渍方法浸渍后,自然晾干,然后在120 ℃干燥2 h,最后在450 ℃焙烧4 h,即得钼镍磷催化剂。
1.3 催化剂比孔容、比表面积的测定
钼镍磷催化剂的比孔容是根据开尔文方程式,测定温度一定时,改变吸附质的相对压力p/p0,吸附质在不同孔径的细孔内吸附液体,由吸附结束后催化剂的增重和标准样的比孔容计算得到;钼镍磷催化剂的比表面积是根据“干燥器”静态吸附原理进行测定,再由标准样的比表面积计算得到。
1.4 催化剂的预硫化
硫化条件很大程度决定了硫化效果的优劣,特别是硫化温度。另外所选硫化剂及其浓度、硫化温度、硫化时间、反应压力也会对硫化效果产生一定的影响。参考工业装置催化剂预硫化经验,预硫化的最佳温度范围是230~350 ℃,在这个范围内催化剂的吸硫效果比较好。
预硫化的主要反应如下。

催化剂在反应装置中,以含CS2的C6石脑油为预硫化油,预硫化操作条件为:压力1.5 MPa,预硫化温度320 ℃,硫化时间15 h。
1.5 催化剂性能评价
评价实验是在100 mL连续固定床反应器中进行丙烯加氢反应,反应原料为含φ(丙烯)=11%的丙烷和H2。反应压力为1.5 MPa;氢气进料流量为500 mL/min;液化气进料流量为100 mL/min。评价装置图见图1。原料由双柱塞泵从储存罐中抽出,经流量计、阀门到达反应器顶部与来自钢瓶的氢气混合,进入反应器,反应器采用5段热电偶控温,每段可控。反应管中下部装填100 mL钼镍磷催化剂,上下分别装填270 mL和180 mL瓷球。反应后的产品进入高压分离器,进行冷却、储存、待分析。尾气经过该系统进入气体流量计,然后排入大气。
2 结果与讨论
2.1 胶溶剂对Al2O3载体物化性质的影响
载体在成型过程中,加入适量的胶溶剂可使物料具有合适的可塑性,有利于载体成型,并改善载体的性能[14]。不同胶溶剂对Al2O3载体堆积密度、比表面积、比孔容和孔径的影响见表1。
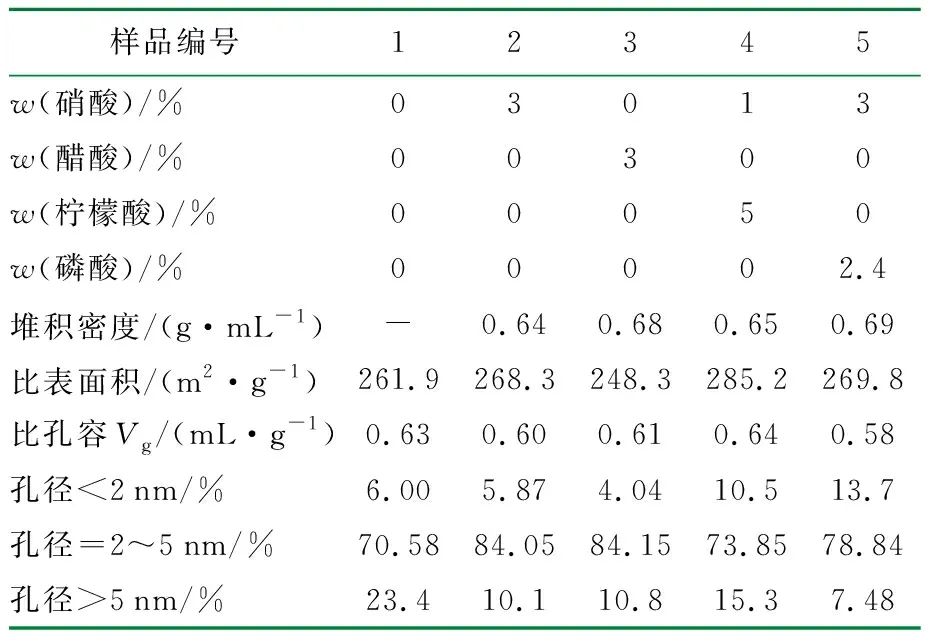
表1 不同胶溶剂对氧化铝载体的影响
由表1可知,与未添加胶溶剂制备的Al2O3载体相比,添加硝酸和柠檬酸制备的Al2O3比表面积有增大的趋势,而比孔容变化不大,说明硝酸和柠檬酸具有增大氧化铝载体比表面积的作用,且柠檬酸效果更好。这可能是由于胶溶剂与Al2O3载体的相互作用较强,焙烧时发生烧结反应的范围较大,造成大孔坍塌,从而使载体的比表面积增加[15]。表1的结果表明,添加醋酸的氧化铝载体比表面积减少,比孔容无明显变化;磷酸作为胶溶剂时,Al2O3载体的比表面积和比孔容均有所下降。同时还发现硝酸和醋酸使Al2O3载体孔径分布集中,孔径分布在2~5 nm比例增大,约占84%,小孔径与大孔径所占比例均减小。
2.2 焙烧温度对Al2O3载体物化性质的影响
焙烧温度对Al2O3载体比表面积和比孔容的影响见表2。
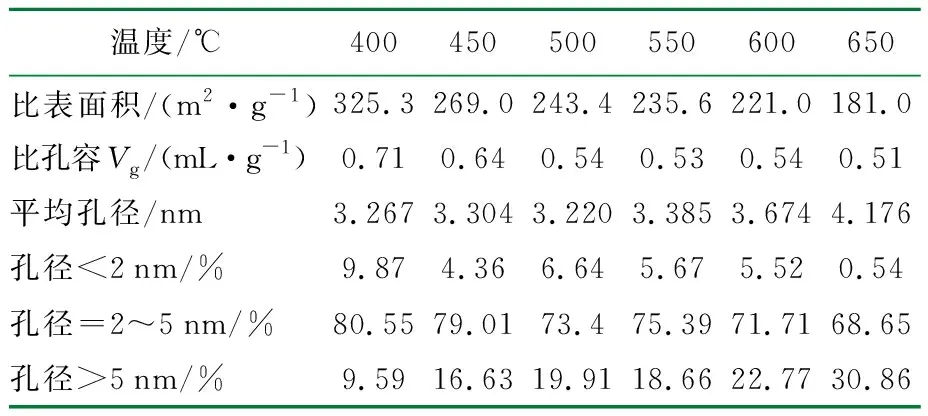
表2 焙烧温度对载体氧化铝孔结构参数的影响
由表2可见,随焙烧温度升高,载体氧化铝的比表面积和比孔容均减小。然而随着温度升高,Al2O3载体平均孔径变大,大孔所占比例增大。这样,在载体制备过程中可以根据催化剂对载体比表面、比孔容以及孔径分布的具体数据指标来决定载体的焙烧温度。根据实验数据以及工厂的实际生产情况,将实验过程中氧化铝载体的活化温度设定为450 ℃。
2.3 浸渍方法对钼镍磷催化剂影响
为了考察浸渍方法对钼镍磷催化剂性能的影响,在活性组分含量相同的前提下,分别采用喷淋饱和浸渍和过饱和浸渍2种方法制备得到具有相同金属含量的钼镍磷催化剂。不同浸渍法制备的钼镍磷催化剂孔结构见表3。
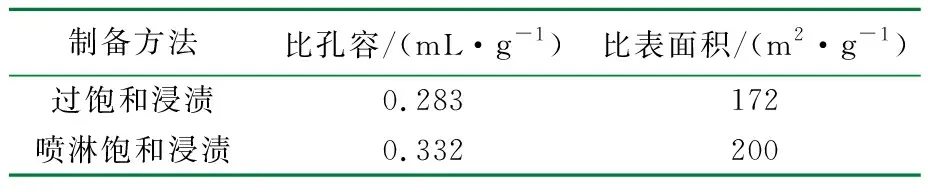
表3 不同浸渍法制备钼镍磷催化剂孔结构和比表面积的比较
表3的测定数据表明,喷淋饱和浸渍方法制备的钼镍磷催化剂比孔容、比表面积均高于过饱和浸渍法制备的钼镍磷催化剂。喷淋饱和浸渍方法具有浸渍所需时间短,浸渍液利用率高,控制活性组分Mo、Ni的比例容易,活性组分在载体表面上分布均匀,室温下进行喷淋饱和浸渍,不容易掉粉的优点[16]。
2.4 钼镍磷催化剂催化性能的考察
以丙烯加氢反应为模型,考察了预硫化对钼镍磷催化剂催化性能的影响,丙烯的转化率见图2。
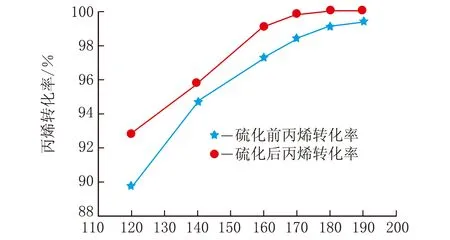
t/℃图2 钼镍磷催化剂硫化前后丙烯转化率的对比
由图2可知,相比钼镍磷催化剂,经过预硫化后的催化剂具有较高的丙烯转化率,预硫化后的钼镍磷催化剂在120 ℃时丙烯转化率就达到92.8%。由于负载型金属氧化物催化剂活性较低,稳定性较差,一般经过预硫化处理,将金属氧化物转化为金属硫化物,可使催化剂的活性增加[17]。实验也同样发现,经预硫化的钼镍磷催化剂在反应过程中催化活性更稳定,工艺参数更加平稳。
2.5 钼镍磷催化剂稳定性实验
考察了钼镍磷催化剂1 100 h的稳定性,丙烯转化率随时间的变化见图3。
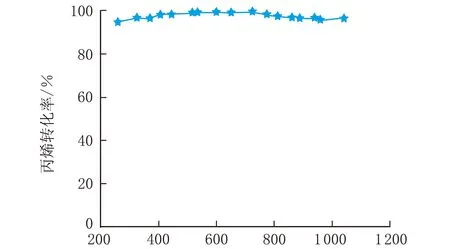
t/h图3 280 ℃条件下钼镍磷催化剂的稳定性
由图3可知,丙烯转化率在考察的1 100 h范围内一直不低于90%,这说明钼镍磷催化剂在1 100 h内很稳定,中试评价过程达到了预期的实验效果。根据催化工艺的经验,实验室条件下1 500 h的连续运转实验,可以预测工业催化剂大致为3~5 a的使用寿命。考虑到在我国规定工业实验装置例行停工检修1次/a,所以进行1 100 h连续运转实验,也足以预测钼镍磷催化剂1 a的使用寿命,说明评价实验具有一定工业参考价值。
3 结 论
(1) 胶溶剂的加入对氧化铝载体具有一定的影响,柠檬酸和硝酸能使氧化铝比表面积增大,而醋酸则使其减小,而对比孔容没有明显影响;磷酸对氧化铝载体的比表面积和比孔容有减小的作用;
(2) 在探究温度区间内随焙烧温度的升高,载体比孔容和比表面积有所下降,孔径有所增大;
(3) 在相同条件下,喷淋饱和浸渍比过饱和浸渍制备的钼镍磷催化剂的比孔容、比表面积大,而且不容易掉粉;
(4) 在1 100 h的连续评价实验中,钼镍磷催化剂的催化活性基本上保持不变,说明钼镍磷催化剂具有良好的稳定性。
[ 参 考 文 献 ]
[1] 王昊,牛德春,种道文,等.碳四烯烃饱和加氢催化剂及工艺技术开发[J].山东化工,2006,35(4):3-4.
[2] 石玉林,李大东,习远兵,等.催化裂化汽油馏分烯烃加氢反应动力学模型[J].石油学报(石油加工),2011,27(1):1-4.
[3] 杨林林,陈健,张海涛,等.三相浆态床汽油烯烃加氢及反应动力学[J].化学工业与工程技术,2007,28(3):15-18.
[4] 杜彩霞,周晓奇,霍尚义.JT-1G型和JT-4G型炼厂干气加氢精制催化剂的开发及工业应用[J].工业催化,2000,8(2):54-60.
[5] 刘笑,高静洁,罗辉.FCC汽油加氢脱硫工艺研究进展[J].当代化工,2011,40(4):15-17.
[6] 李广慈,赵会吉,赵瑞玉,等.不同扩孔方法对催化剂载体氧化铝孔结构的影响[J].石油炼制与化工,2010,41(1):49-50.
[7] 许金山,周忠国,林健,等.重质催化裂化原料加氢预处理制备清洁燃料[J].石油炼制与化工,2003(2):7-10.
[8] 颜志茂,毛卉.催化裂化原料加氢预处理技术的应用[J].石油炼制与化工,1997(3):17-20.
[9] 朱崇业,牛国兴,陈海鹰,等.钼镍系列加氢处理催化剂的还原性、酸性及加氢脱硫性能[J].复旦学报(自然科学版),1995,34(5):481-489.
[10] 徐斌,朱崇业,李全芝.钼镍负载催化剂表面组分及其活性的研究[J].物理化学报,1994,10(6):543-548.
[11] Marafi A,Hauser H,Stanislaus A.Deactivation patterns of Mo/Al2O3,Ni-Mo/Al2O3and Ni-MoP/Al2O3catalyst in atmospheric hydrodesulphurization[J].Catalysis Today,2007,125(4):192-202.
[12] Kaufmann T G,Kaldor A,Stuntz G F.Catalysis science and technology for cleaner transportation fuels[J].Catalysis Today,2000,62:77-79.
[13] Song C Sh.An overview of new approaches to deep desuifurization for ultra-clean gasoline,diesel fuel and jet fule[J].Catalysis Today,2003,86:211-263.
[14] 史建文,李大东,薛用芳.挤出成型过程中的各种因素对氧化铝载体物性的影响[J].石油加工,1985,14(6):322-328.
[15] 刘杰,朱慧红,孙素华,等.不同胶溶剂对活性氧化铝载体的影响 [J].辽宁化工,2007,36(11):730-732.
[16] 庄良炜,周莉,张平,等.喷淋饱和浸渍工艺的研究与应用[J].石油化工,1989(11):769-773.
[17] 丁伯强,王鉴,董群,等.加氢催化剂预硫化技术进展[J].石化技术与应用,2005,23(1):56-60.
猜你喜欢
能源化工(2022年3期)2023-01-15
山东冶金(2022年4期)2022-09-14
大众文艺(2022年16期)2022-09-07
氯碱工业(2020年9期)2020-03-02
净水技术(2020年12期)2020-02-16
农药科学与管理(2019年5期)2019-08-13
世界有色金属(2018年13期)2018-09-12
画刊(2018年2期)2018-03-06
环境保护与循环经济(2017年4期)2018-01-22
北京航空航天大学学报(2017年9期)2017-12-18
