
轮胎胎坯在线自动称量系统
2015-06-09 09:39:14黄子君秦红春
橡塑技术与装备 2015年13期
黄子君,秦红春
(桦林佳通轮胎有限公司,黑龙江 牡丹江 157032)
轮胎企业对轮胎品质以及成本控制等的要求日益提高,各类在线检测系统被广泛应用,几种主要检测方式有温度、压力、质量、长度、流量等。其中质量在线检测系统在轮胎制造企业的生产中应用很普遍,但主要是应用在轮胎关键部件上,如胎冠、胎侧等部件。原理是根据各部件胶料的几何尺寸、以及胶料密度计算出各部件的质量,应用米秤、胎冠终端秤等进行在线检测称量。为了保证每条胎坯都能够达到质量标准,以及能够及时分析胶料使用情况,仅对部分部件进行质量控制还不够,还需要对胎坯质量进行称量、分析,因此在成型机加装胎坯自动称量系统便应运而生。
1 自动称量系统架构
下面以半钢乘用子午胎成型机为例,讲述轮胎胎坯自动称量系统。该系统包括称量、数据传送道PLC、数据比较、检测结果输出、动作控制以及多台成型机数据上传到一台上位机进行保存等。既保证了产品异常及时的反馈,又能对整个轮胎胶料使用进行系统的分析,既保证了轮胎品质又有效的控制了原材料的使用。
图1为整个系统构架。
2 胎坯称量
使用梅特勒托利多的IND331称重仪表、PBA220-BC60称重台面(称量范围0~50 kg,检定精度0.02 kg)。在称重台面上加装传送辊床,以便于轮胎传送,以下为称重侧的接线及仪表的通讯设置。

图1 自动衡量系统控制框图
(1)IND331称重仪表通讯模式: 命令输出模式。
(2)IND331称重仪表COM1通信协议:波特率:9600;数据位:8;停止位:1;校验位:无。
3 触摸屏程序编写
在触摸屏画面新增称重显示画面(图2)以及称重标准设定画面,在编写画面时需注意标准值地址需是连续的,并且标准偏差也需是连续的,以便在编写PLC程序时能够进行变址访问。
4 三菱Q系列PLC设置及程序编写
在原PLC系统的基础上增加串口模块QJ71C24以及以太网模块QJ71E71-100,其中串口模块是为了读取称重仪表上的数据,以太网模块是为了把检测数据、该机台生产的轮胎规格以及该规格标准偏差等数据,上传到PC以便保存。下面介绍两个模块的硬件设置以及PLC程序编写。
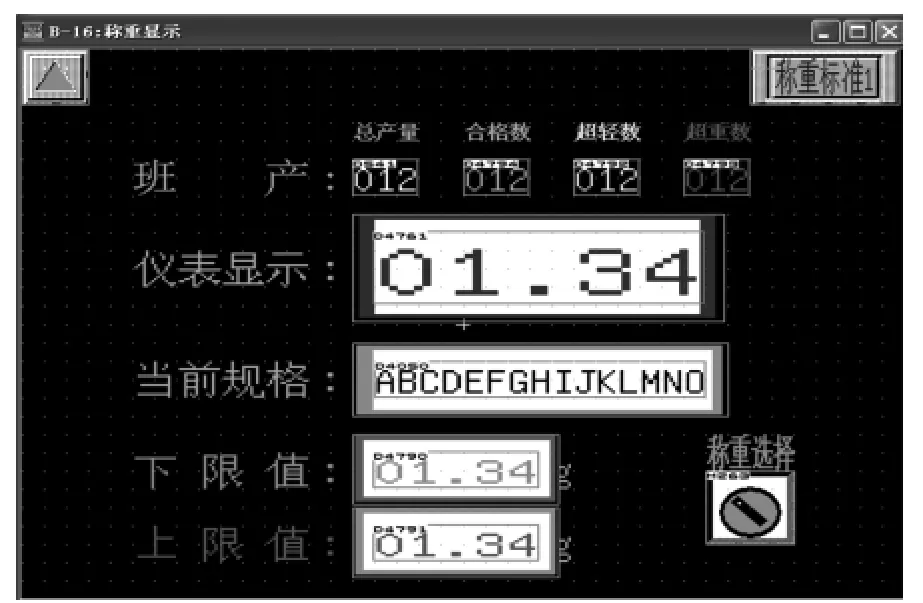
图2 称重显示画面
4.1 串口模块的设置及程序编写
串口模块的硬件设置根据称重仪表的设置对应的PLC设置如图3,需注意IND331只支持无序通讯协议如使用其他仪表需使用相应的通讯协议,“开关一”的设置需要与上面IND331的串口设置相匹配,具体设置方式请参考三菱串口通讯手册。
图4为PLC向称重仪表发送“P”的程序,称重仪表在命令输出模式时只有接收到P字符串时才发送检测数据、单位等。
图5为PLC接收称重仪表发送的数据的程序。
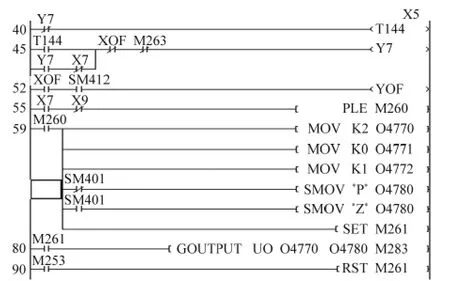
图4 PLC向称重仪表发送指令
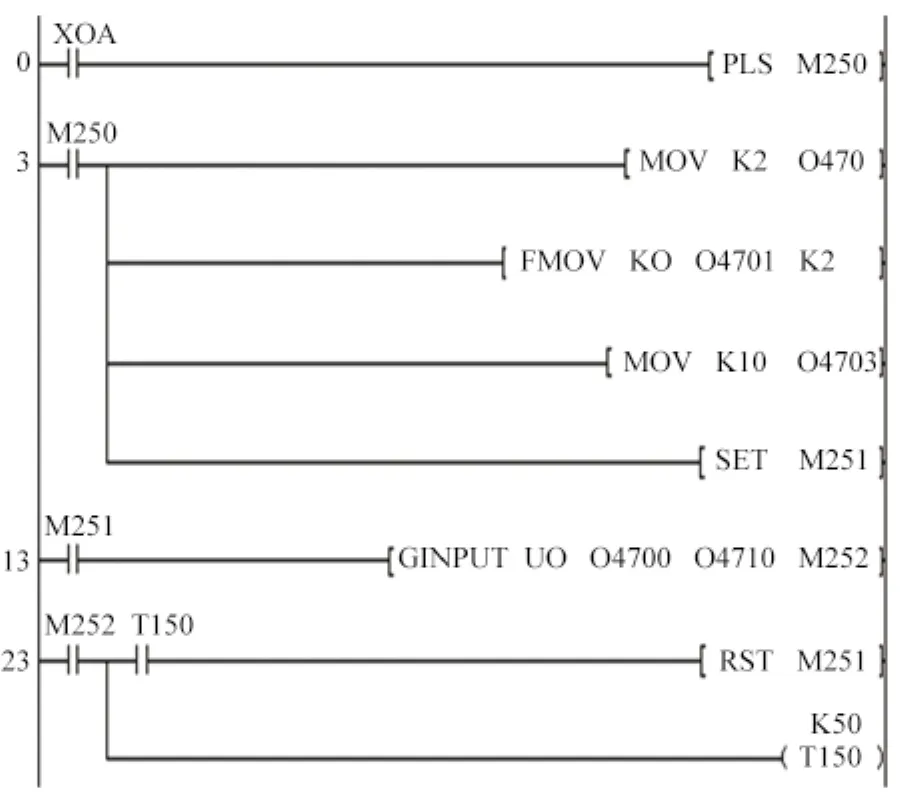
图5 PLC接收称重仪表数据
因自称重仪表接收的数据为ASCII码形式,因此还需要进行换算成十进制数,便于我们读取识别。同时设计该系统通过称量值与标准值的比较,自动判断该胎坯质量为合格、偏轻还是偏重。用此检测结果控制胎坯传送升降机:检测合格的胎坯可以提升传送到硫化工序,不合格的胎坯不进行提升。为了便于目视化管理,还可以用指示灯显示检测结果,如绿色常亮为合格,红灯闪烁为超重,黄灯闪烁为超轻。
为避免一些人为因素的干扰,让自动称量系统误判断有胎坯需要称重,因此在程序中又加入了执行检测称重的条件:检测数据大于5 kg、连续存在5 s、检测数据波动在0.02 kg以下,这些条件同时满足才开始进行数据检测。另外还在此系统中附加了对胎坯个数计数的功能。
4.2 以太网模块的设置
在“PLC参数”中的“IO分配”项中对以太网模块进行设置设置,该模块起始XY值在本程序中为220,在网络参数的以太网设置中设置如图,其中起始IO需同IO分配中的值一致:
打开操作“设置设置”如下,其中IP地址可根据需要设置需注意IP各机台IP地址前三位需相同,最后一位不能相同,在打开设置中协议选择TCP协议打开方式选择MELSOFT连接方式,其他项目初始值即可。
因上位机与PLC使用的Labview的Ni opc组态设置,不需要在PLC中编写程序进行数据传送,只需要上位机直接读PLC数据即可。
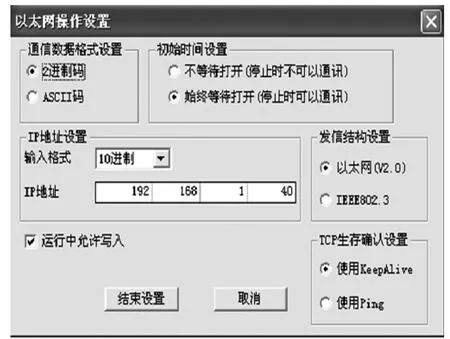
图6 以太网模块设置
5 上位机Niopc硬件组态及Labview程序编写
首先设置TCP/IP为固定IP需同以太网设置的IP地址前三位相同,并且最后一位不同即可,如PLC以太网设置为192.168.1.40,上位机的IP地址在这里设置为192.168.1.100,子网掩码设置为255.255.255.0,其他项目设置为默认即可。
5.1 使用 labview的ni opc server进行与PLC组态
首先添加一个通道命名通道名称可以用机台号,设置device driver为 Mitsubishi-Ethernet其他默认可,在此通道下添加一个device设置设备名称下一步选择device model为Q Seies,下一步设置ID为192.168.1.40 N0:255其中192.168.1.40为连接的PLC以太网模块设置IP地址一致,其他项目默认即可。在该设备下添加需要的Tag,如PLC中的检测数值、标准值、标准偏差、状态检测以及规格名称等需要的地址值。还有一个需要特别注意的事项,我在测试中发现,如果用同一通道使用几台设备的话,在一台设备有问题时其他的传送速率会受到严重影响。因此在添加下一个机台时,应添加一个新的通道,而不是在同一通道下添加新设备。
5.2 Laview程序编写
下面介绍如何在Labview主程序中编写数据运算、在文本文件中写入检测数据及状态等。
为了便于快速查询检测信息、数据分析、异常问题、每天的检测条数、不合格条数等,进行程序编写把每天的数据存储在一个文件中,并且能够做到检测数据精确到几点几分几秒。
6 结束语
通过轮胎胎坯自动称量系统检测、记录每一条轮胎的重量,能够及时发现半成品的异常情况,及时处理避免批量事故的产生;能够完全避免质量不合格胎坯进入下工序;同时完整的胎坯称重数据库,能够支持各工段及时分析部件的加工精度,既避免因超重而引起的成本上升,又避免了因超轻引起的品质不良。
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:36
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
装备制造技术(2020年11期)2021-01-26 00:39:12
装备制造技术(2020年1期)2020-12-25 05:18:20
电子制作(2017年24期)2017-02-02 07:14:44
通信电源技术(2016年5期)2016-03-22 01:10:02
地矿测绘(2015年3期)2015-12-22 06:27:26
电源技术(2015年7期)2015-08-22 08:48:48
中国交通信息化(2015年11期)2015-06-06 06:51:33
