短切碳纤维/氟橡胶复合材料性能研究
2015-06-09 02:47武卫莉
弹性体 2015年2期
武卫莉,王 骏
(1.齐齐哈尔大学 材料科学与工程学院,黑龙江 齐齐哈尔 161006;2.黑龙江省高校聚合物复合改性重点实验室,黑龙江 齐齐哈尔 161006)
伴随着科学技术的发展,人类对材料的综合性能要求变得越来越高,简单组分和单一性能的材料已经无法满足人们日常生活需要和工业生产需求。通过对材料的共混改性,能够在现有聚合物基础上制得种类众多、性能优越且可以适用于各种类型新型复合材料[1-4]。随着我国工业化的发展,橡胶制品应用越来越广泛[5-8]。氟橡胶具有很好的绝缘性、耐屈挠性等优良特点,但耐磨性不好、强度低、耐低温性能差,严重影响氟橡胶材料的使用[9-10]。因此,本论文在氟橡胶中加入适量高性能的碳纤维用以改良氟橡胶性能[11-12]。
1 实验部分
1.1 原料
氟橡胶:Dai EL G-C771,日本大金公司;碳纤维:平均长度为12 mm,工业级,江苏省丹阳市恒神材料有限公司;白炭黑:工业级,青岛威特白炭黑有限公司;偶联剂双-(γ-三乙氧基硅基丙基)四硫化物(Si69):工业级,南京奥诚化工有限公司;3-氨丙基三乙氧基硅烷(KH550):工业级,天津生力科贸有限公司;其它化学试剂均为市售分析级常用原料。
1.2 设备仪器
SK-160型开炼机:天津市电工机械厂;XLB-D型平板硫化机:上海第一橡胶机械厂;CSS-2200 型电子万能实验机:中吉应用技术研究所;401B 型热老化箱:江都市真威机械有限责任公司;LX-A型橡胶硬度计:上海六菱仪器厂;S-4300型扫描电子显微镜:日本HITACHI公司;Spectrum one型傅里叶变换红外光谱仪:美国Perkin Eimer公司。
1.3 基本配方
制备试样的基本配方(质量份):氟橡胶100;碳纤维12;白炭黑2.5;氧化镁20;氢氧化镁3;KH550 变量。
1.4 试样制备
碳纤维/氟橡胶复合材料的制备过程为:氟橡胶先经过塑炼、混炼,然后和偶联剂处理过的碳纤维混合,如反应式(1)~式(3)所示,而后硫化(其中一段硫化条件:温度175 ℃,时间为20 min,压力10 MPa;二段硫化条件:温度175 ℃,时间2 h)、制样。
(1) KH550水解生成硅醇

(1)
(2)硅醇与吸水的碳纤维表面发生醚化反应
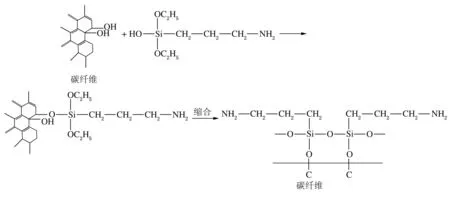
(2)
(3)KH550与氟橡胶反应

(3)
1.5 性能测试
邵尔A型硬度按GB/T531—1999进行测定;拉伸强度按GB/T528—1998进行测定;磨耗测试按GB—1998进行进行;耐热老化性能按GB/T3512—2001进行测试;扫描电镜分析采用日本JEOL公司生产的JSM-5600扫描电子显微镜,硫化胶断面喷金后进行观察;傅里叶变换红外光谱(FTIR)分析采用美国Perkin Elmer公司生产的Spectrum one型FTIR仪。
2 结果与讨论
2.1 碳纤维用量对复合材料力学性能影响
碳纤维的用量对短切碳纤维/氟橡胶复合材料力学性能的影响如表1所示。

表1 短切碳纤维对复合材料力学性能的影响1)
从表1可以看出,填充12份短切纤维的氟橡胶其拉伸强度、扯断伸长率最大,说明加入12份碳纤维的综合力学强度最好。其原因可以理解为适量的纤维用量可以有效地提高碳纤维/氟橡胶复合材料的力学性能,碳纤维用量过少,纤维不足以在复合材料内承担骨架起增强剂作用,交联网不能够完全形成,随着碳纤维用量的增加,氟橡胶复合材料内部起骨架作用的交联网逐渐形成,力学性能(拉伸强度、扯断伸长率、邵尔A型硬度)及耐热性能逐渐增加,当用量达到12份时,氟橡胶内部交联网完全形成达到饱和,若继续增加碳纤维的用量,碳纤维会在复合材料内部堆积,纤维和氟橡胶的相容性变差,导致力学性能逐渐降低。从表1中还可以看到,橡胶热老化前后试样的拉伸强度、扯断伸长率及硬度均无明显的变化,说明该复合材料耐热性比较好。
2.2 偶联剂对复合材料力学性能影响
实验用KH550、Si-69以及KH550与Si-69联用对碳纤维进行表面处理,偶联剂对短切碳纤维/氟橡胶力学性能的影响如表2所示。
由表2可以看出,经过KH550处理的试样与未经过偶联剂处理、Si69偶联剂处理及Si69/KH55并用处理的试样相比,KH550处理的纤维增强试样拉伸强度、扯断伸长率、邵尔A型硬度都略有增加,Si69与KH550并用随着KH550的比例的增加,复合材料的力学性能逐渐增加。综合考虑材料的力学性能和耐老化性能确定在本次实验中用KH550处理短切碳纤维是最佳选择。其原因可以理解为Si69的分子结构(H5C2O)3Si(CH2)3S4(CH2)3Si(OC2H5)3中两端都带有乙氧基,由于Si69带有2个庞大基团,不方便偶联剂在橡胶和纤维间的扩散,在处理短切碳纤维表面时,短切碳纤维表面与橡胶润湿性下降,并降低了界面之间的粘结力,从而使材料的综合力学性能不能够有很大的提高。相反,其分子结构式为H2NCH2CH2CH2Si-(OC2H5)3的KH550偶联剂水解后所带的羟基与碳纤维表面的OH基团醚化,而偶联剂的另一端与氟橡胶的双键加成,在碳纤维与氟橡胶之间起桥梁作用,使两者交联。KH550处理碳纤维表面后,不仅改善了氟橡胶与碳纤维之间的润湿性,而且提高了界面之间的粘结力,能够明显提高复合材料的综合力学性能。
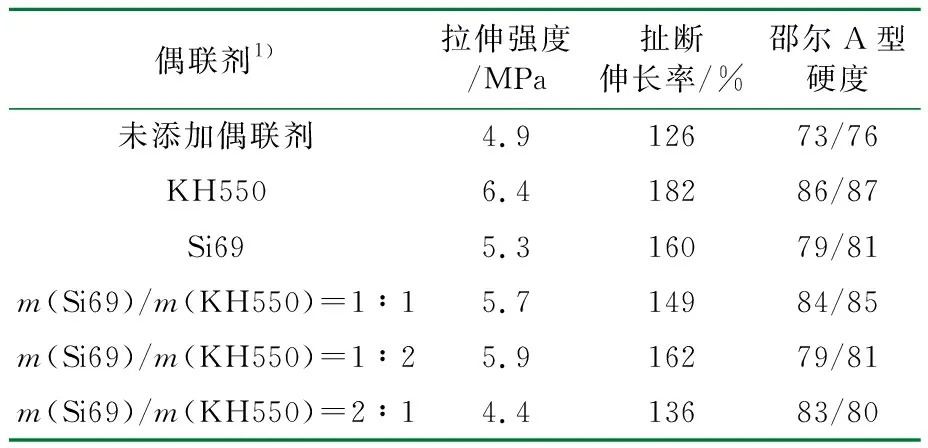
表2 不同偶联剂对复合材料力学性能的影响
2.3 硫化条件对复合材料力学性能影响
在复合材料的制备过程中,复合材料的固化条件对其性能有着重要的影响,碳纤维增强氟橡胶复合材料中的固化条件也就是硫化条件,笔者对复合材料制备的最佳硫化条件进行了研究,其实验结果如表3所示。

表3 硫化条件对复合材料力学性能影响1)
从表3可以看出,在175 ℃的温度下,硫化时间为15 min的试样的力学性能优于硫化时间为10 min、20 min、25 min和30 min的试样。说明适当的硫化时间有助于完善复合材料中基体橡胶内部的交联网状结构,时间过短欠硫,复合材料未完全固化形成;而硫化时间过长,橡胶分子链会分解断链,破坏复合材料的内部结构,从而影响复合材料的力学性能。这是因为在硫化初期,交联网状结构的生成速率大于其网状结构的降解速率,从而使部分力学性能如拉伸强度、扯断伸长率增加,当硫化时间超过一定值后,交联网状结构的生成速率小于其降解速率,使拉伸强度、扯断伸长率、邵尔A型硬度都有所下降。
在硫化时间15 min、硫化温度170 ℃时,短切碳纤维/氟橡胶复合材料的综合力学性能优于160 ℃、165 ℃、175 ℃、180 ℃。其原因是硫化速度与化学反应一样,硫化反应的速度随着温度升高而加快,在反应过程中容易生成较多的交联键;硫化温度比较低,硫化反应速度慢,生成效率也比较低。仅仅从提高硫化效率方面来说,硫化温度越高反应速率越快,但是在实际生产上,不能够无限制地提高硫化温度。氟橡胶是高分子材料,在高温下,氟橡胶分子链会发生化学反应,产生裂解反应,从而导致交联键之间断裂,出现“硫化返原”现象,从而使硫化后氟橡胶的物理机械性能急剧下降。
从表3还可以看出,在保证其它条件相同时,硫化压力为10 MPa时复合材料性能最佳。其原因是随着压力的增加氟橡胶复合材料内部的气孔也逐渐消失,致密度也增加,复合材料的力学性能也逐渐增加。当硫化压力为10 MPa时,复合材料内部气孔正好完全消失,气密性最佳,橡胶制品表面光滑无缺陷。当硫化压力超过10 MPa时,氟橡胶复合材料表面的结构会被破坏,氟橡胶就会出现断痕,破坏了氟橡胶的致密结构。
2.4 红外光谱分析
为了进一步研究偶联剂对复合材料的影响,对短切碳纤维/氟橡胶复合材料进行红外光谱分析,得到的结果如图1所示。

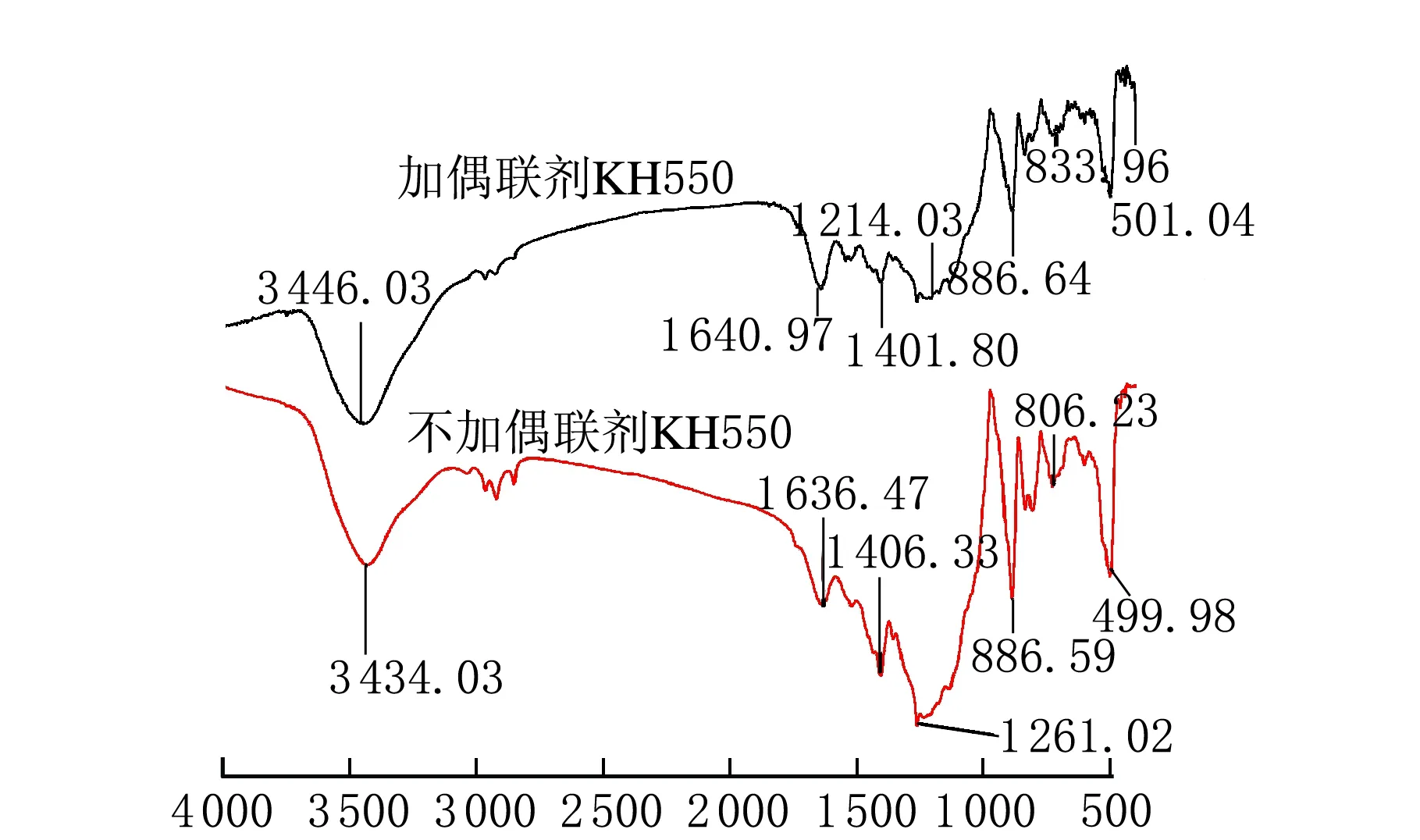
波数/cm-1
2.5 扫描电镜分析
为了研究硅烷偶联剂对短切碳纤维/氟橡胶复合材料力学性能的影响,进行了扫描电镜测试,扫描电镜照片如图2所示。

(a) Si69处理

(b) Si69处理

(c) 无偶联剂处理

(d) 无偶联剂处理
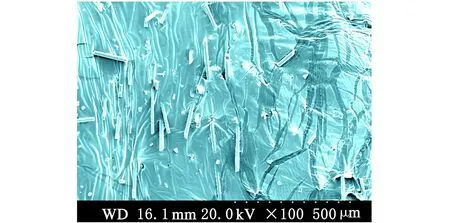
(e) KH550处理
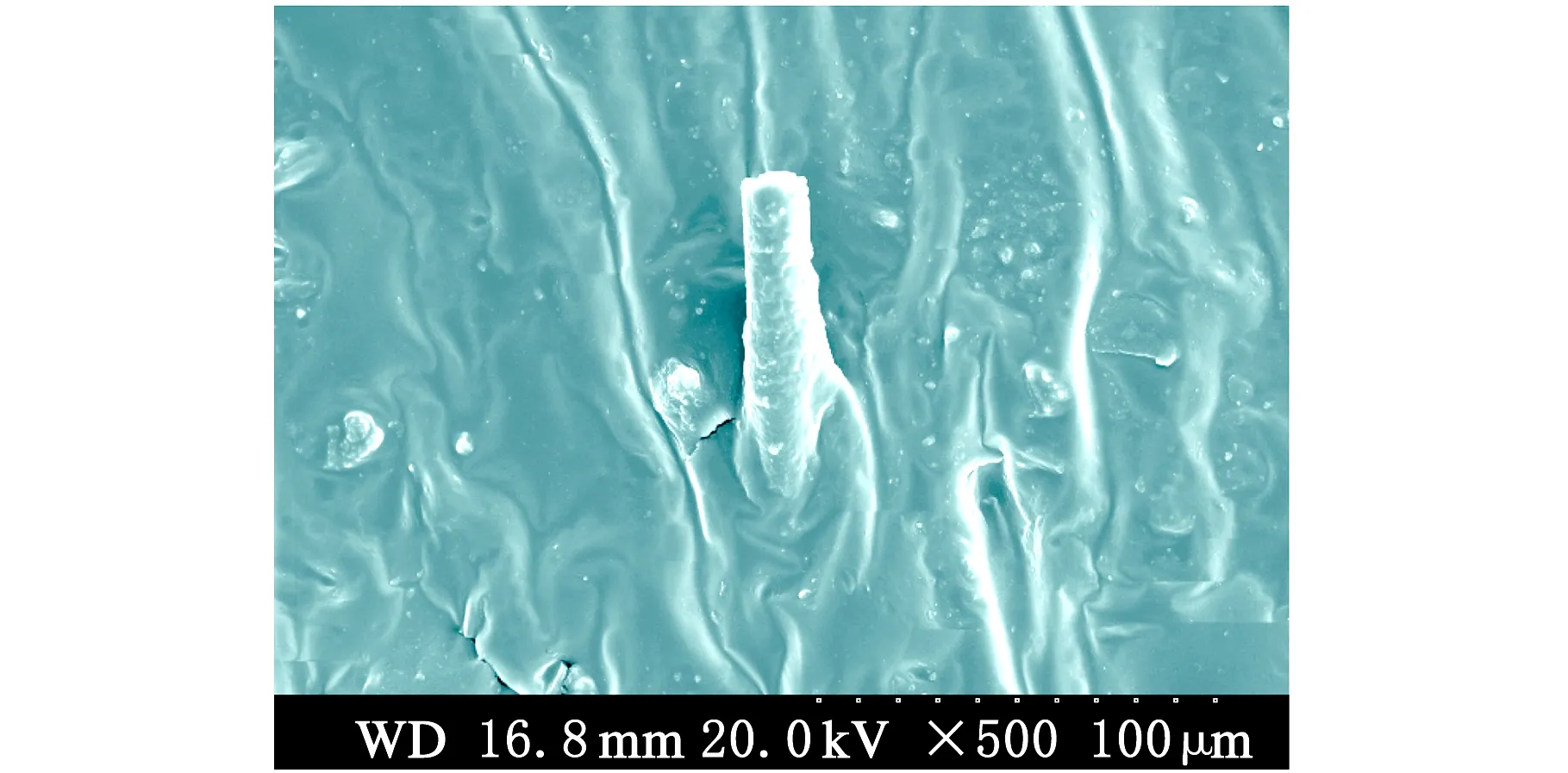
(f) KH550处理
从图2(a)~图2(b)可以看出,少量碳纤维混入氟橡胶中,碳纤维表面较光滑,相界面接触不好;碳纤维粘附在氟橡胶表面,且碳纤维排列杂乱无章,分布不均匀,即用Si69处理过的碳纤维与氟橡胶结合较差。由于碳纤维与基体结合强度弱,导致碳纤维从基体材料中拔脱,碳纤维表面粘有少量氟橡胶。从图2(c)~图2(d)可以看出,碳纤维混在氟橡胶中,碳纤维表面光滑,且碳纤维排列杂乱无章,分布不均匀,断面空隙较多,试样分层,相界面接触不好;碳纤维排列杂乱无章,分布不均匀,氟橡胶表面出现大量孔洞和气孔,有明显的断面与断层现象,即未添加偶联剂的碳纤维与氟橡胶结合特别差,碳纤维从基体材料中拔脱,拔脱出的碳纤维表面光滑,碳纤维表面没有粘连氟橡胶。从图2(e)~图2(f)可以看出,碳纤维与氟橡胶共混,不存在孔洞,露出的碳纤维表面粘有氟橡胶,而且碳纤维根部与氟橡胶基体连接紧密,不存在空隙,相界面接触良好,碳纤维的排列整齐,无明显断面、孔隙,试样无分层现象。说明用KH550处理后的短切碳纤维与氟橡胶基体粘结强度最好,Si69处理后的效果较差,不用偶联剂处理的短切碳纤维与氟橡胶基体粘结强度最差。
3 结 论
本文以氟橡胶为基相,短切碳纤维作为增强剂,KH550、Si69硅烷偶联剂作为相容剂研制了碳纤维/氟橡胶橡胶复合材料。
(1) 氟橡胶中填充12份短切碳纤维时,氟橡胶复合材料的性能最佳。
(2) 对比偶联剂KH550、偶联剂Si69以及KH550/Si69并用,偶联剂KH550对短切碳纤维的表面处理最好。
(3) 最佳硫化条件:硫化时间是15min、硫化温度为170 ℃、硫化压力为10 MPa。
(4) 红外光谱说明碳纤维与氟橡胶之间存在化学键的结合,生成了C—Si—O化学键,提高了氟橡胶和碳纤维的相容性。
(5) SEM分析得出采用偶联剂KH550处理过的碳纤维在橡胶排列整齐,无明显断面、孔隙,试样无分层现象,相界面之间结合得很好。
参 考 文 献:
[1] Sharma S P,Lakkad S C.Effect of CNTs growth on carbon fibers on the tensile strength of CNTs grown carbon fiber -reinforced polymer matrix composites[J].Composites:Part A Applied Science & Manufacturing,2011,42(1):8-15.
[2] 张华知,陈建,龚勇,等.螺旋纳米碳纤维对天然橡胶补强性能的研究[J].弹性体,2014,24(1):6-8.
[3] 刘肖英,何雪涛,张金云,等.碳纤维材料在航空轮胎上的应用[J].弹性体,2014,4(4):27-32.
[4] 武卫莉,蔡金跃.玄武岩短纤维/硅橡胶复合材料性能研究[J].橡胶工业,2014,61(12):715-719.
[5] Wang X L,Zhang G.PTC effect of carbon fiber filled EPDM rubber composite [J].Journal of Materials Science,2008,19(11):1105-1108.
[6] 陶慧,陈双俊,张军.碳纤维的表面改性对导热顺丁橡胶性能的影响[J].弹性体,2012,22(3):37-42.
[7] Dezfuli F H,Shahria A M.Sensitivity analysis of carbon fiber-reinforced elastomeric isolators based on experimental tests and finite element simulations [J].Bulletin of Earthquake Engineering,2014,12(2):1025-1043.
[8] Shcherbina N A,Pichkhidze S Y.The vulcanisation kinetics of rubber mixes based on SKF-26 fluorine-containing rubber in the presence of sulphur [J].International Polymer Science & Technology,2014,41(3):49-52.
[9] Yan L K,Kou K C,Ji T Z,et al.Application of a new modified epoxy adhesive for bonding fluorine rubber to metal[J].Journal of Adhesion Science & Technology,2007,21(15):1483-1496.
[10] Popova V M,Matveeva I N,Samuilenko A Y,et al.Composites based on fluorine-containing rubbers for products of the bioindustry[J].International Polymer Science & Technology,2012,39 (5):39-39.
[11] Ravi S A,Karali P,Markus S.Size effects in micro drilling of carbon fiber rubber reinforced plastic composite [J].Production Engineering,2014,8(3):301-307.
[12] Xiao H,Lu Y G,Zhao W Z,et al.A comparison of the effect of hot stretching on microstructures and properties of polyacrylonitrile and rayon-based carbon fibers [J].Journal of Materials Science,2014,49(14):5017-5029.
猜你喜欢
——氟橡胶(1)
橡胶工业(2022年1期)2022-07-19
含能材料(2021年10期)2021-11-01
矿产综合利用(2020年1期)2020-07-24
中国特种设备安全(2019年3期)2019-04-22
宇航材料工艺(2018年4期)2018-09-04
山东工业技术(2016年15期)2016-12-01
中国塑料(2016年10期)2016-06-27
中国塑料(2016年7期)2016-04-16
中国塑料(2015年6期)2015-11-13
中国塑料(2015年12期)2015-10-16