非接触式曲面测头设计及精度试验研究
2015-06-07 10:47邵建新邱自学王淑芳
仪表技术与传感器 2015年2期
袁 江,吕 晶,邵建新,邱自学,王淑芳
(南通大学机械工程学院,江苏南通 226019)
非接触式曲面测头设计及精度试验研究
袁 江,吕 晶,邵建新,邱自学,王淑芳
(南通大学机械工程学院,江苏南通 226019)
针对激光测头因测量范围小难以满足大量程自由曲面的高精度测量要求的问题,基于伺服运动控制技术,集成激光测头和光栅尺研制了一种非接触式测头。控制激光测头工作在线性度误差较小的中心范围内、而采用光栅尺反馈实现大范围的测量,详细介绍了系统的硬件及软件设计。试验数据处理结果表明,与激光测头相比,研制的非接触式测头测量范围扩大了1倍,而测量不确定度、修正值、线性度等精度指标并没有下降。
自由曲面;激光测头;光栅尺;非接触测头
0 引言
目前,接触式测头由于其测量范围大、精度高、性能好等优点,被广泛用于三坐标测量机中[1-3],但受其测量速度慢、效率低、价格贵、对软质被测件难以做精密测量等缺点限制,已越来越不能满足当前自由曲面快速、高效的测量需求;而基于三角测距原理的非接触式激光测头由于具有测量原理简单、测量速度快、分辨率高、不必做探头半径补偿等优点,在逆向工程自由曲面测量中得到越来越广泛的应用[4-8],但由于激光测头测量原理的非线性,其测量范围一般较小。
为扩大激光测头的测量范围,实现对较大量程自由曲面的高精度测量,本文基于伺服运动控制技术,在Z方向集成了激光测头和光栅尺,利用激光测头在小量程范围内精度高和光栅尺量程大的特点,研究开发了一种非接触式测头,并对测头精度相关技术指标进行了实验研究。
1 测头系统设计
1.1 测量原理
设计的非接触式测头由精密位置伺服系统、激光测头数据采集系统和光栅尺数据采集系统组成。如图1所示,将被测件置于X-Y精密移动平台上,Z向随动机构上装有激光测头和光栅尺,通过伺服控制激光测头工作在线性度较好的测量中心范围内,以提高激光测头的测量精度,Z向随动控制量则由光栅尺测量得到,自由曲面Z向测量值即为激光测头和光栅尺的输出之和。进行自由曲面测量时,根据测量路径规划,驱动测量平台沿Y向扫描测量,得到一截面曲线,然后驱动测量平台沿X向移动一个间距完成下一截面测量,如此循环得到多个截面测量数据,通过曲面重构获取三维曲面。

图1 自由曲面测量系统
1.2 硬件设计
1.2.1 精密位置伺服系统
如图2所示,精密位置伺服系统由三轴精密机械系统、运动控制卡、步进电机及驱动器组成。

图2 精密位置伺服系统硬件连线图
精密机械系统由X-Y精密移动平台YA25A-R1和Z向伺服机构ZA10A- X1T组成,其主要技术指标为:
(1)X-Y精密移动平台尺寸为250 mm×180 mm;
(2)X、Y、Z向导轨行程为100 mm;
(3)X、Y、Z向导轨重复性误差分别为±1 μm,±1 μm,±0.5 μm;
(4)X、Y向导轨直线度误差为4 μm,Z向导轨的垂直度误差为8 μm。
运动控制卡选用PCI-7344,它具有四轴控制,每轴均可设定为步进或伺服运动,有混合式运动性能,62 ms PID回路更新速率,积分编码或模拟反馈等特点[9]。该卡可以简化步进电机和伺服电机的控制,以脉冲串的形式输出,能完成步进或伺服电机的位置控制、速度控制、加速度控制、插补驱动等功能。运动控制卡PCI-7344与专用连接模块UMI-7764相连,再通过驱动器驱动3个方向的伺服电机以实现X、Y、Z3个方向的运动。
步进电机和驱动器选用PK566-B和RKD514-C,当驱动器接收到一个脉冲信号时,它就驱动步进电机按设定的方向转动一个固定的角度。因此,可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;也可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。其主要特点是高转矩、低震动、低噪音。驱动器与步进电机连接图如图3所示。

图3 步进电机及其驱动器连线图
1.2.2 激光测头数据采集系统
如图4所示,激光测头数据采集系统主要包括激光测头、数据采集卡、接线板等。
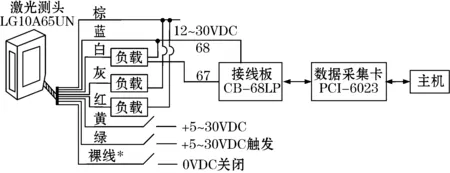
图4 激光测头数据采集系统硬件连线图
激光测头是自由曲面测量系统获取数据的关键部件,选用LG10A65UN,其测量范围为80~120 mm;测量平面的白色物体时最高分辨率可达3 μm,具有开关量和模拟量输出,可独立编程设定。同时,当开关量输出时,响应时间分别为快速20 ms、中速10 ms、慢速100 ms;当模拟量输出时,响应时间分别为快速450 Hz、中速45 Hz、慢速4.5 Hz[10]。
激光测头是基于光学三角法测量原理,如图5所示,控制可见激光通过汇聚透镜射向被测物,激光光束经被测物反射后通过接收透镜散射到位置检测元件(PSD)上,被测物与接收器的距离决定了光束到达接收器的角度,该角度反过来决定了光束落到PSD接收元件的位置。光束落在PSD元件的位置通过模拟及数字电子元件进行处理并由微处理器进行分析和计算,得出相应的输出值。
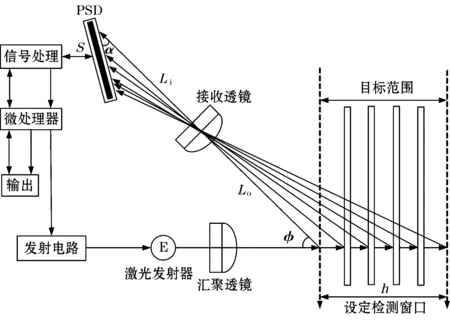
图5 激光三角法测量原理图
数据采集卡采用PCI-6023,其采样率为200 kS/s,A/D转换位数为12-Bit,通道数模拟输入16,数字I/O为8位,两路计数器为24-bit。
1.2.3 光栅尺数据采集系统
如图6所示,光栅尺数据采集系统主要包括玻璃光栅尺、CA系列光栅细分数据采集卡和插补器。

图6 光栅尺数据采集系统硬件连线图
玻璃光栅尺采用MercuryTM3000,它属于增量型,主要用来构成闭环反馈回路使被测点始终在激光位移传感器测量的中心范围,以提高激光位移传感器的使用精度,光栅尺的测量范围为130 mm,精度达±3 μm。
光栅尺测量的信号由CA系列光栅细分数据采集卡采集后送入计算机进行数据处理。CA系列光栅细分数据采集卡从计算机接口上可分为ISA类和PCI类,其配接2路光栅,TTL方波光栅信号类型,2路30位计数器可接入2个外部锁存信号,采用硬件细分、硬件计数、硬件锁存,采样速度高,可满足精密测量和数控的要求。
2 测量软件设计
2.1 软件总体设计
采用LabVIEW 8.6开发平台进行系统软件设计。设计时,先初始化配置X-Y精密移动平台扫描速度、数据采集卡采样频率等参数,然后控制X-Y精密移动平台沿被测曲面四周运动以确定一个合适的包容矩形,完成曲面边界的确定,X、Y向在测量区域内按设定的测量间隔采用等间距进给,Z向位置由激光位移传感器和光栅尺调整,最后进行点云数据处理与曲面重构。系统软件流程如图7所示。

图7 系统软件流程图
2.2 激光测头的数据采集
通过数据采集卡获取激光测头的测量数据,因PCI-6023数据采集卡和LabVIEW兼容,所以可以直接调用DAQmx-Read.vi来采集数据,其程序框图如图8所示。
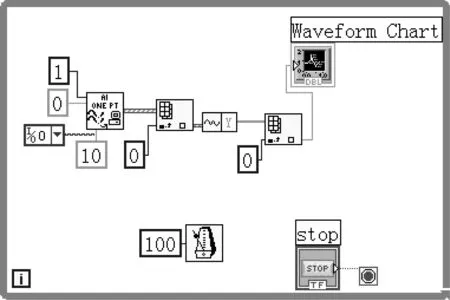
图8 激光位移传感器数据采集程序
在调用子VI之前需要对PCI-6023进行配置,一般测量系统可分为差分、参考地单端、无参考地单端3种连接类型。本文采用差分输入设置,其信号输入端的正负极分别与两个不同的模拟输入端口相连接,并通过多路开关分别连接到放大器的正负极上,不但避免了接地回路干扰,还避免了环境干扰,其配置中电压范围最大输入限制为10 V,最小输入限制为-10 V。
2.3 光栅尺的数据采集
虽然LabVIEW提供了大量的数据采集子VI,可以供用户直接使用。但这些子VI只支持NI公司及少数公司开发的支持LabVIEW平台的硬件,而系统中采用的CA204D光栅细分数据采集卡不支持LabVIEW平台,因此在LabVIEW中必须调用动态链接库(Dynamic Link Library,DLL)的方式来驱动数据采集卡[11]。
在LabVIEW中通常通过调用库函数节点来链接DLL,通过DLL路径选择及其参数配置即可完成函数调用。在该系统中,CA204D光栅细分数据采集卡提供的DLL文件为capciisa.dll,驱动数据采集卡所需的函数及其参数配置有:
(1)搜寻系统内所有CA系列卡的数量:long WINAPI CASearchAndOpen(void)。
(2)关闭所有CA设备:void WINAPI CACloseAll(void)。
(3)得到单坐标指定设备的坐标值:BOOL WINAPICAGetOneCoord(long Index,One *d),Index指定对某卡操作的序号,值为0~N-1,d返回单坐标数据结构的指针。其程序框图如图9所示。

图9 光栅尺采集程序框图
2.4 三轴运动控制
LabVIEW提供了ActiveX外部程序接口能力,通过ActiveX能够方便地调用运动控制卡中的程序、控件等。通过ActiveX自动化LabVIEW既可以作为客户端,也可以作为服务器。作为客户端,LabVIEW可以调用ActiveX自动化服务器中的ActiveX对象,获得其属性和方法,用户可以应用这些属性和方法进行编程[12]。
在LabVIEW平台上通过ActiveX技术调用运动控制卡所提供的ActiveX自动化服务器程序中的ActiveX对象,进行进一步的编程处理,从而实现对三轴运动的位置、速度、加速度等的控制以及插补等运动控制算法的实现,完成对多轴运动控制系统的控制功能的快速开发,大大缩短了开发周期。
根据实际运动情况输入速度脉冲、加减速度脉冲、方向、位置等参数,依据监测界面的限位、回零,编码器反馈脉冲等信号,进行既定轨迹的运动。其程序框图如图10所示。
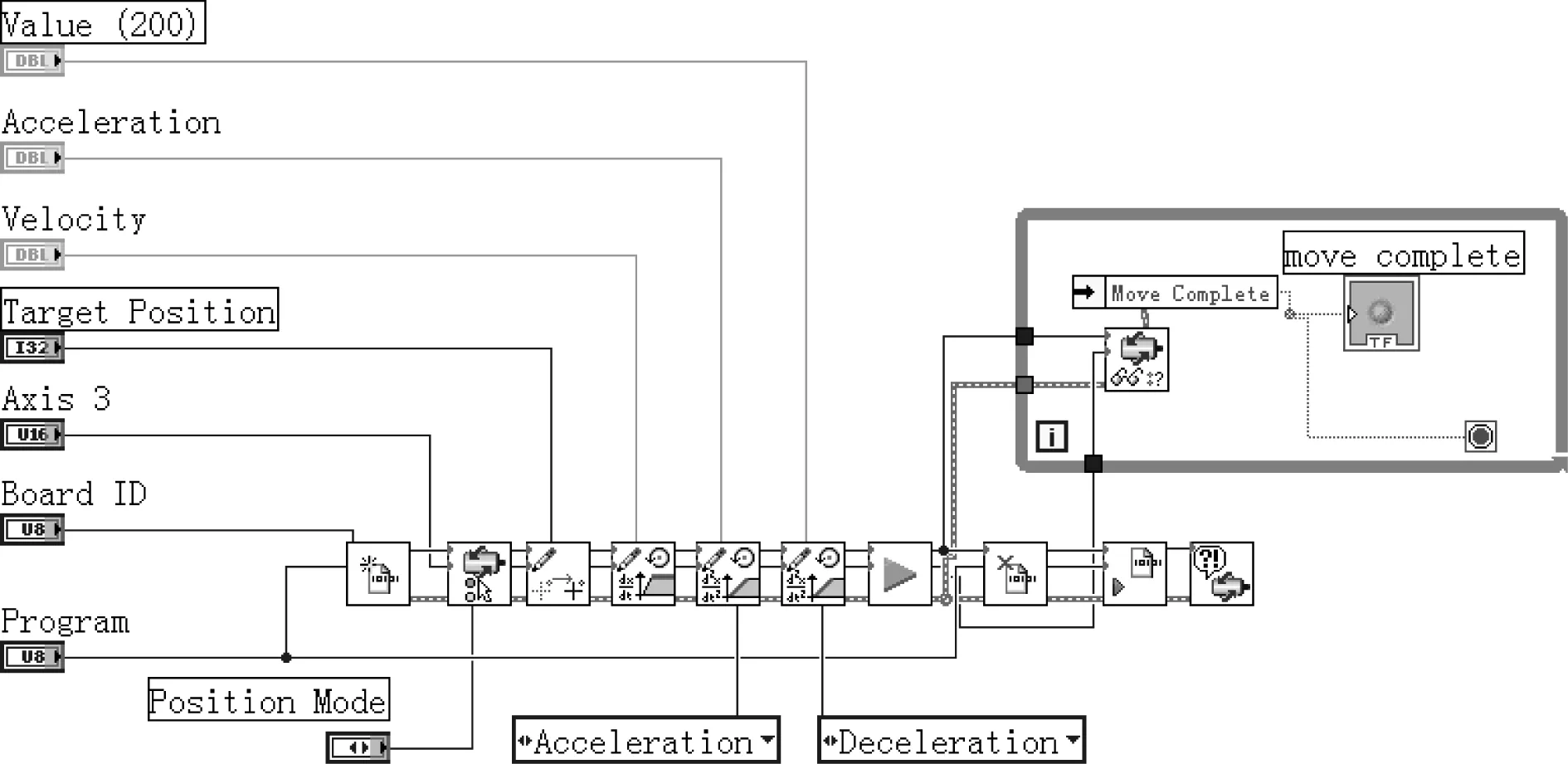
图10 单轴运动控制程序框图
3 精度试验结果及处理
根据经典误差理论[13],与测头精度相关的主要技术指标有修正值、测量不确定度、线性度、示值误差等。其中,修正值反映测头测量时的系统误差,大小与系统误差相等,符号相反;测量不确定度反映系统的随机误差,主要运用数理统计法进行评估;线性度反映测头输出与输入的线性相关程度,它是测头实测值与拟合直线间的最大偏差与满量程输出的百分比,该值越小,表明线性特性越好;示值误差则是反映测头测点输出与最小二乘拟合值之差。
本文对原始激光测头和自行设计的非接触式集成测头分别进行试验,试验时控制激光测头工作在80~120 mm的测量范围内,而集成测头为提高测量时的精度,控制激光测头工作在95~105 mm测量范围内,通过光栅尺反馈扩大其测量范围至95~175 mm[14],最后,通过数据处理以获取与精度相关的技术参数,并将两者精度结果进行对比。精度试验流程如图11所示,精度试验结果如表1所示。
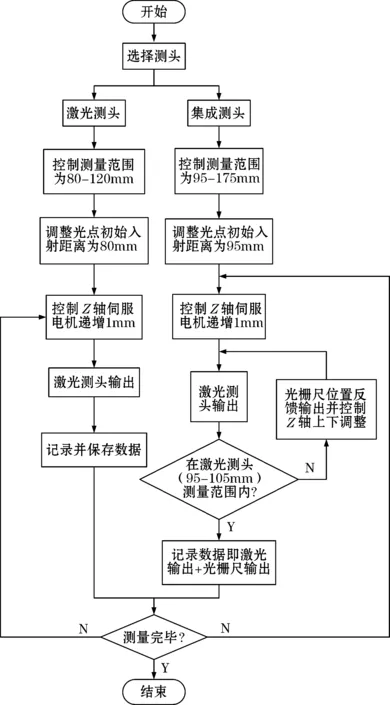
图11 精度试验流程图

表1 测头精度实验结果
从表1可以看出,集成测头在使用时,其精度各项指标和激光测头的相对误差均比较小,这表明,与单独使用激光测头相比较,研制的非接触式测头在精度几乎不受影响的情况下,其使用量程扩大了1倍。
4 结论
为满足自由曲面高精度、大量程的测量要求,基于伺服运动控制技术,集成激光测头和光栅尺设计了一种非接触式测头,控制激光测头工作在线性度较好的中心范围(95~105 mm)内,而采用光栅尺反馈实现了测头测量范围的扩大,试验测试与数据处理分析结果表明,研制的非接触测头其修正值、测量不确定度、线性度、示值误差等精度参数并没有下降,具有应用推广价值。
[1] BARINI E M,TOSELLO G,CHIFFRE L D.Uncertainty analysis of point-by point sampling complex surfaces using touch probe CMMs DOE for complex surfaces verification with CMM.Precision Engineering,2010,34(1):16-21.
[2] 刘荷辉,虞刚.自由曲面的二维自适应测量及测球半径的三维补偿.机械工程学报,2004,40(2):117-120.
[3] 张伟,赵云飞.基于神经网络的接触式测头半径三维补偿.制造业自动化,2011,33(9):55-59.
[4] REJC J,CINKELJ J,MUNIH M.Dimensional measurements of a gray-iron object using a robot and a laser displacement sensor.Robotics and Competer-Intergrated Manufacturing,2009,25(1):155-167.
[5] 冯俊艳,冯其波,匡萃方.高精度激光三角位移传感器的技术现状.应用光学,2004,25(3):33-36.
[6] 宋开臣,张国雄.激光三角法扫描测头特性的研究.中国机械工程,2000,11(4):385-388.
[7] 卢科青,王文,陈子辰.点激光测头激光束方向标定.光学精密工程,2010,18(4):880-886.
[8] 屈玉福,浦昭邦,王亚爱,等.多传感三维运动坐标测量技术研究.光电子·激光,2004,15(9):1091-1094.
[9] 匡宣羽,王金兰,付莲芳.NI控制卡在转台系统中的应用.测控技术,2006,25(3):8-9.
[10] 于雷,刘薇娜,吴海红.激光三角位移传感器信号采集系统设计.机械设计与制造,2012,5(5):225-227.
[11] 方敏,陈志超,张明.基于虚拟仪器的过程控制系统的设计.仪表技术与传感器,2008(9):37-39.
[12] 乔运英,郭晓松,朱智,等.基于虚拟仪器的起竖实验系统设计与实现.计算机测量与控制,2010,18(9):2125-2129.
[13] 费业泰.误差理论与数据处理.北京:机械工业出版社,2004.
[14] 袁江,邱自学,邵建新.集成激光位移传感器和编码器的曲面仿形测头研究.仪器仪表学报,2010,31(11):2488-2493.
Design and Precision Experiment of Non-Contact Surface Probe
YUAN Jiang,LU Jing,SHAO Jian-xin,QIU Zi-xue,WANG Shu-fang
(School of Mechanical Engineering,Nantong University,Nantong 226019,China)
The laser probe is difficult to meet the high accuracy measurement requirements for wide-range free-form surface due to its small measurement range.A non-contact probe integrated laser probe and grating ruler was designed by the servo motion control technology.The laser probe was controlled in the center range and its linearity error was smaller,and the grating ruler was used to feedback to achieve wide-range measurement.The system hardware and software design were introduced in detail.Compared with laser probe,experimental data processing results show that the non-contact probe measuring range is expanded 1 times while its accuracy index have not declined such as the measurement uncertainty,correction value,linearity,and etc.
free form surface;laser probe;grating ruler;non-contact probe
江苏省高校科研成果产业化推进项目(JHZD10-035);南通市“瞪羚企业” 培育计划项目(AA2013016)
2013-11-14 收修改稿日期:2014-10-12
TH711
A
1002-1841(2015)02-0074-04
袁江(1968—),副教授,硕士,主要研究方向为机电系统测控技术。E-mail:yuanjiang68@126.com 吕晶(1989—),硕士研究生,主要研究方向为测试技术与虚拟仪器。E-mail:539921220@qq.com
猜你喜欢
工程与试验(2022年2期)2022-08-08
中国测试(2022年2期)2022-03-19
科教创新与实践(2021年33期)2021-11-23
商品与质量(2020年53期)2020-11-27
科学导报·学术(2020年73期)2020-07-14
中国临床护理(2019年5期)2019-09-21
制造技术与机床(2017年8期)2017-11-27
进出口经理人(2017年9期)2017-09-22
制造业自动化(2017年6期)2017-08-16
科技与创新(2016年12期)2016-06-25