卷接机组集中风力双系统除尘管道切换方案设计
2015-06-01 09:23王先明张振峰符建文尹嘉娃
烟草科技 2015年9期
王先明,张振峰,符建文,尹嘉娃
1.山东中烟工业有限责任公司青岛卷烟厂,山东省青岛市株洲路137号 266101
2.湖南核三力技术工程有限公司,湖南省衡阳市解放西路160号 421001
卷接机组集中风力双系统除尘管道切换方案设计
王先明1,张振峰2,符建文2,尹嘉娃2
1.山东中烟工业有限责任公司青岛卷烟厂,山东省青岛市株洲路137号 266101
2.湖南核三力技术工程有限公司,湖南省衡阳市解放西路160号 421001
为解决卷接机组开机台数较少情况下,集中风力除尘系统过度冗余而造成能源浪费等问题,利用模块化、柔性化设计理念和管道切换技术,以12台PROTOS 70卷接机组为例,对卷接机组布局以及除尘系统的运行数量等进行了研究与改进:①3套除尘系统(FC/FS)中的2套由连接4台卷接机组改为连接6台;②第3套除尘系统连接的4台卷接机组设计为双系统除尘管道,2台与第1套除尘系统连接,另2台与第2套除尘系统连接;③在各双系统除尘管道上配置切换执行单元,增加系统切换功能。结果表明:①在卷接机组不多于5台情况下只需运行1套FC/FS,在不多于10台情况下只需运行2套FC/FS;②在满足卷接机组运行前提下可减少1套FC/FS,节约电量2 640 kWh/d,节约电费1 663.2元/d。该设计方案的应用,实现了卷接机组与除尘系统联机的快速切换与优化组合,减少了除尘系统的运行数量,有效提高了集中风力除尘系统风能的利用率,较好地解决了能源浪费严重等问题。
卷接机组;集中风力除尘系统;管道切换;执行单元;能耗
Keywords:Cigarette maker;Centralized dust removal system;Pipeline sw itching;Execution unit; Energy consumption
集中风力除尘系统是卷接机组的配套设备,包括除尘系统、管道、电气控制系统等,安装于专门的除尘房内,所提供的负压吸风是卷烟生产的必备工艺条件之一。由于除尘系统是大功率设备,在卷烟生产工序中能源消耗较大,而且1套除尘系统与多台卷接机组连接,在所连接卷接机组开机台数较少甚至仅有1台的情况下,仍须正常持续运行,不可避免地存在能源浪费问题。集中风力除尘系统的结构和原理较复杂,精确控制风压、风量是卷接机组稳定运行和提升产品品质的重要保证。目前针对管道对称布置[1-2]、系统均衡分配[3-4]、控制系统集成[5-6]、补风装置配备[7-8]、风机功率匹配[9-10]、工艺参数设定[11-13]等方面已进行了较多研究和改进,有效提高了集中风力除尘系统的控制精度和稳定性,较好地满足了卷烟生产工艺要求,但在节能降耗方面,改进效果并不显著。近年来,为适应卷接机组进行快速品牌或规格更换的需要,采用了烟丝品牌交换站、滤棒输送交换站等设备,有效提升了管道转换的灵活性,减少了配丝机或发射机等设备数量及运行时间。为此,采用模块化、柔性化设计理念,借鉴交换站“管道切换”的设计思想,在卷接机组开机不多于10台情况下,通过快速切换部分管道,将开机设备集中对应连接到1至2套除尘系统上,以期解决除尘管道连接无法切换、系统分组固定不变等问题,减少除尘系统的运行数量和时间,降低卷烟生产整体能耗水平。
1 问题分析
集中风力除尘系统通常由高压离心风机作为多台卷接机组风力供给、除尘的动力源,使整个系统处于负压工作状态,同时又将烟丝中的粉尘、烟末输送至除尘器。每台卷接机组有两个除尘系统,一个提供工艺除尘负压吸风,标识为“FC”;另一个提供吸丝除尘负压吸风,标识为“FS”,两者合为一套系统,标识为“FC/FS”。工艺除尘负压吸风管道分别连接到卷接机组的供丝机和接装机上,在供丝机中主要为吸风室送丝等工艺过程提供负压吸风,在接装机中主要为各烟支传送鼓轮提供负压吸风;吸丝除尘负压吸风管道连接到供丝部分的吸丝料斗,通过烟丝管道从喂丝机吸入烟丝。1套FC/FS系统可以对应2~6台卷接机组,其中1套系统对应4~5台卷接机组属于较合理的划分形式,即以4~5台卷接机组为1个组合,连接到1套FC/FS系统,而1对2和1对6属于两种极端情况,不利于系统的稳定运行。

图1 集中风力除尘系统设计划分方案
在本改进中,配置了12台PROTOS 70卷接机组,预留2台位置,因此除尘系统设计为3套,对应卷接机组划分方案为4/4/4,见图1。在预留位置,如果增加2台中速卷接机组,划分方案为5/5/4;如果增加2台高速卷接机组,因占地面积较大,机组数量不变,仍按4/4/4方案划分。这种设计划分方案分配合理,系统稳定性强,便于维护管理,但由于所连接的包装机组不同、滤棒或烟支长度不同、有无激光打孔等因素,导致各卷接机组启停计划不确定,经常会出现开机数量较少,而3套FC/FS要全部开启运行的情况,造成能源浪费。除尘风机电机属于大功率设备,以PROTOS 70卷接机组为例,每台机组所对应的风机电机功率大于30 kW,接近一台卷接机组的总功率(约40 kW),当仅有少数卷接机组生产时,其对应的FC/FS仍需维持连续运行,则导致除尘电耗在企业用电中占较大比例[14-15]。
2 设计方案
交换站是执行管路的一种转换形式,操作简单,方便快捷,但除尘管道的管径粗(最大为220 mm)、风压高、风量大,对密封性的要求高,设计制造除尘管道的交换站难度较大[16-19]。而借鉴交换站“管道切换”的设计思想,通过快速变换部分管道,集中对应连接1~2套FC/FS,则可以减少除尘系统的运行数量。
2.1 管道切换方案

图2 双系统除尘管道切换设计方案
双系统除尘管道切换设计方案见图2。其中,FC1/FS1,FC2/FS2由原来的分别连接4台卷接机组改为分别连接6台,各增加FC3/FS3中的2台;将FC3/FS3所连接的4台卷接机组设计为双系统除尘管道。卷接机组1~6号与FC1/FS1连接,7~12号与FC2/FS2连接,其中5,6,11,12号也与FC3/FS3连接,具备双系统除尘管道切换功能。所有FC/FS的6个集风箱均按6个管道口设计,FC3/FS3的空余2个管道口为预留口。各除尘系统配置和参数不变,满足5台中速卷机组同时满负荷生产运行需求。
图3是图2中5号、6号机组的局部放大图。两台机组的吸丝除尘负压吸风管道分别与FS1、FS3连接,工艺除尘负压吸风管道分别与FC1、FC3连接;切换执行单元分别安装于双FC、双FS除尘管道连接位置的前端。图2中的11号、12号机组分别与FC2/FS2、FC3/FS3连接,两台机组上方的除尘管道连接方式与图3相同。

图3 5号和6号卷接机组双系统除尘管道切换连接图
2.2 管道切换执行单元
除尘管道切换执行单元主要是根据需要开通或关闭管道,有法兰式和闸阀式两种常用切换形式,在切换过程中会涉及与5,6,11,12号卷接机组相连的16根支管道。法兰式切换执行单元结构见图4。其中,转换板包括隔环和隔板(6),在法兰上颠倒更换位置后实现管道的关闭与开通;切换管(2)采用对称斜置式,3段管径相同且中心线在同一平面上,两端管道的中心线平行,中间的中心线斜置一定角度。如果以两端的任一中心线旋转180°,切换管转换到对称位置(5);在对称位置上布置管道,通过旋转切换管(2)实现系统切换。
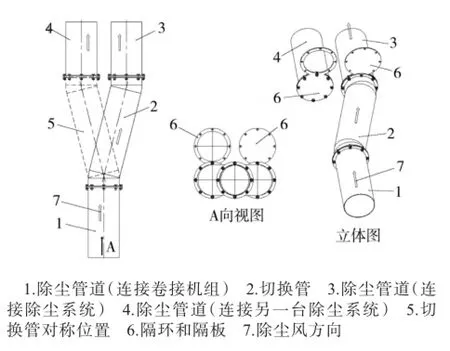
图4 法兰式切换执行单元示意图
闸阀式切换执行单元结构见图5。通过手动旋转手轮(1)实现闸板(3)的升降,从而关闭和开通管路。如果增配电机、气缸等动力装置(5),传动升降闸阀闸板(3),加装上下限位开关或检测装置,即可远程控制闸阀开闭。除尘管道末端使用闸阀比常用的蝶阀密封性、牢固性更好,可以将两套除尘系统的负压吸风在管道汇合位置可靠、稳固地截断隔开。
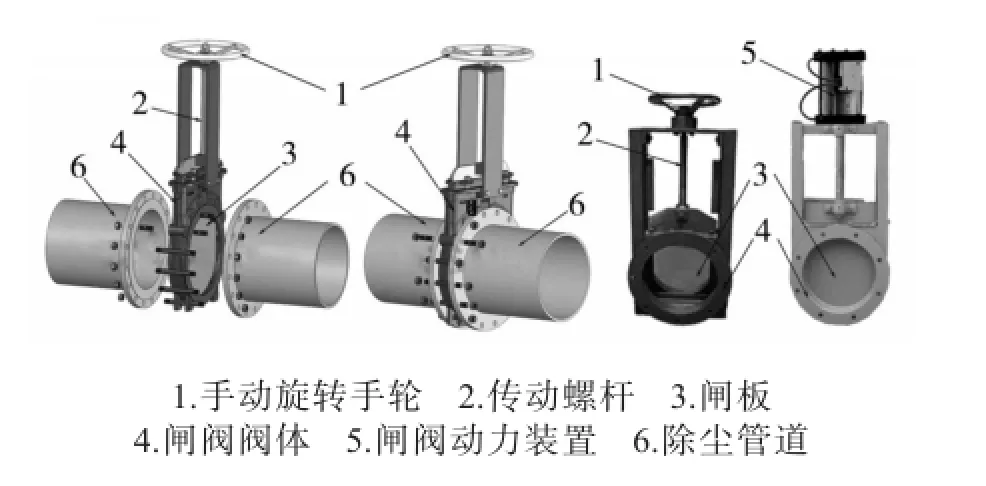
图5 闸阀式切换执行单元示意图
两种切换执行单元相比较,法兰式结构简单,成本低,密封性好,但切换过程中必须关停风机,无风作业;为补偿管道法兰端面间距的微小变化,只能人工执行系统切换,无法实现远程操控。闸阀式操作简单,无须关停风机,可实现远程操控,但投资成本高,密封性略差,维护费用较高。两种方式均能满足使用要求,但闸阀式可采购成品直接投入使用,为缩短改进时间,选用了闸阀式切换执行单元。
2.3 应用效果
对于5,6,11,12号双系统除尘管道卷接机组,通过切换执行单元关闭与FC3/FS3相通的管道,即可实现5,6号与FC1/FS1相通,11,12号与FC2/ FS2相通。在卷接机组不多于5台情况下只需运行1套FC/FS,在不多于10台情况下只需运行2套FC/FS。此外还有多种组合方式,例如对于1~6号,通过关闭或开通1~4号除尘管道的末端阀门,以及5,6号除尘管道上的4个切换执行单元,FC1/FS1能够满足不多于5台卷接机组的除尘运行条件;同样,对于7~12号,FC2/FS2能够满足不多于5台卷接机组的除尘运行条件。5,6,11,12号同时生产运行时,可以选择关闭与FC1/FS1、FC2/FS2连接管道上的闸阀,全部连通FC3/FS3。在满足卷接机组运行前提下减少1套FC/FS,每个工作日的能耗对比见表1。可见,改进后节约电量2 640 kWh/d,节约电费1 663.2元/d,有效提高了集中风力除尘系统风能的利用率。

表1 双系统除尘管道切换方案应用前后能耗对比
3 结语
在卷烟产能大于市场需求、生产计划不足或卷烟销售淡季等情况下,大部分卷烟厂都会发生部分机台停开现象,由此造成集中工艺风力除尘系统存在阶段性的过度冗余浪费问题。采用卷接集中风力双系统除尘管道切换方案,可以根据产品规格、品牌、销量,对卷接包机组进行合理布局,并与设备结构、生产调度计划等因素互相兼顾,科学地规划设计除尘系统的运行数量。该设计方案的应用,有效提高了除尘系统的风能利用率,较好地解决了能源浪费严重等问题,对于执行节能减排政策、降低生产成本具有良好的推广价值。但本改进中管道切换执行单元采用的是手动切换方式,未设计安装自动切换装置,因此有待进一步研究以提高系统切换过程的便捷性和准确性。
[1]戴石良,李国荣,袁国安,等.卷接机组风力集中供给方式的研究与应用[J].烟草科技,2004(10):10-12.
[2]张雄,李国荣,王建新,等.风力送丝系统管网工况的模拟调节[J].烟草科技,2006(11):18-20.
[3]王伟浩,戴石良,刘源全,等.卷接机组不同管网结构风力系统三维仿真[J].烟草科技,2012(9):24-26.
[4]匡志亮,李国荣,马伏旗,等.烟丝输送与梗签收集复合系统可行性分析[J].烟草科技,2010(3):11-14.
[5]张振峰,袁国安,许诺,等.卷烟厂风力送丝组合供丝控制系统的开发与应用[J].烟草科技,2006(9):15-19.
[6]王怀杰,张振峰,李国荣,等.卷接设备集中工艺风力与除尘自动监控系统的设计[J].烟草科技,2006(5):11-14.
[7]李计刚,苏洪军.风力烟丝输送系统的改进[J].烟草科技,2007(4):21-24.
[8]吴磊,胡天群,康瑛,等.烟丝气力输送风洞试验[J].烟草科技,2009(1):18-21.
[9]谢海,袁国安,李国荣,等.卷接机组风力供给系统中离心风机运行工况分析与调节[J].烟草科技,2007(5):22-26.
[10]丁伟,李斌,于川芳.烟丝在水平管气力输送过程中起动速度研究[J].烟草科技,2009(4):9-13.
[11]张雄,李国荣.烟丝气力输送系统送丝管风速的测量[J].烟草科技,2006(2):18-21.
[12]杨俊杰,王宏生,李斌,等.提升管中烟丝运动的可视化分析[J].烟草科技,2009(5):10-13.
[13]于学祥.ZJ17卷接机组吸丝道风力系统的改进[J].烟草科技,2000(3):18-19.
[14]尹嘉娃,戴石良,张振峰,等.基于加权递推滤波模糊算法的工艺风力控制[J].信息与电子工程,2011(6):393-398.
[15]林郁,李晓刚,何善君,等.制丝线除尘系统的改进[J].烟草科技,2004(8):16-17.
[16]陈聪,莫华林,吴建良.烟草粉尘的密闭筛分与压棒[J].烟草科技,2005(5):15-16.
[17]陈炳基,李新光,高同启,等.YJ19-YJ29卷接机组[M].北京:北京出版社,2000.
[18]张本甫,金忠理,秦前浩,等.卷烟工艺规范[M].北京:中央文献出版社,2003.
[19]机械工程手册编辑委员会.机械设计手册[M].北京:机械工业出版社,1997.
责任编辑 曹娟
Design of a Flexible Centralized Dust Removal System for Cigarette Maker Group
WANG Xianming1,ZHANG Zhenfeng2,FU Jianwen2,and YIN Jiawa2
1.Qingdao Cigarette Factory,China Tobacco Shandong Industrial Co.,L td.,Qingdao 266101,Shandong,China
2.Sunny High Technology R&D Com pany,Nanhua University,Hengyang 421001,Hunan,China
To save the energy consum ption of a centralized dust removal system when fewer cigarette makers are running,taking a system for a group of twelve PROTOS 70 cigarette makers with three dust removal units as an example,the layout of cigarette makers and the number of running dust removal units were rearranged onthe basis of modular and flexible design concept and pipeline switching technology:1) The number of cigarette makers connected to the first and second dust removal units increased from four to six.2)Two of the four cigarette makers connected to the third dust removal unit were connected to the first dust removal unit and the other two to the second dust removal unit separately served as bypasses 3) Adding a switching execution unit in each bypass to direct dust air to desired dust removal unit.The results showed that:1)Inthe case of less than five cigarette makers in running,only one dust removal unit was needed;if no more thanten,then just two units were needed.2)Under the prerequisite of ensuring cigarette makers’running,newsystem dispensed with one dust removal unit,electric power consumption reduced by 2 640 kWh/day(1 663.2 RMB Yuan/day).The quick switching and optim ized combination between cigarette makers and dust removal system s p romoted the energy efficiency of the centralized dust removal system.
TS433
B
1002-0861(2015)09-0094-05
10.16135/j.issn1002-0861.20150916
2014-09-26
2015-06-09
王先明(1971—),学士,工程师,主要从事卷接设备维修和技术改造工作。E-mail:erppm@sina.com
王先明,张振峰,符建文,等.卷接机组集中风力双系统除尘管道切换方案设计[J].烟草科技,2015,48(9):94-98.
WANG Xianm ing,ZHANG Zhenfeng,FU Jianwen,etal.Design of a flexible centralized dust removal system for cigarettemaker group[J].Tobacco Science&Technology,2015,48(9):94-98.
猜你喜欢
导航定位学报(2022年5期)2022-10-13
防爆电机(2022年1期)2022-02-16
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
中国建筑金属结构(2018年4期)2018-05-23
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
科技资讯(2016年6期)2016-05-14
电脑爱好者(2015年18期)2015-09-10
电脑爱好者(2015年6期)2015-04-03