薄层物料双面喷射式加料系统的研制与应用
2015-06-01 09:23:18熊安言彭桂新姚光明丁美宙黄光富朱国成李全胜徐源宏张海霞
烟草科技 2015年9期
熊安言,彭桂新,姚光明,丁美宙*,孔 臻,黄光富,孙 觅,朱国成,李全胜,徐源宏,张海霞
1.河南中烟工业有限责任公司技术中心,郑州市陇海东路72号 450000
2.中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2号 450001
3.河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市中原电器谷魏武大道西 461000
4.昆明船舶设备集团有限公司,昆明市人民中路6号昆船大厦 650051
薄层物料双面喷射式加料系统的研制与应用
熊安言1,彭桂新1,姚光明1,丁美宙*1,孔 臻2,黄光富3,孙 觅1,朱国成3,李全胜1,徐源宏4,张海霞4
1.河南中烟工业有限责任公司技术中心,郑州市陇海东路72号 450000
2.中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2号 450001
3.河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市中原电器谷魏武大道西 461000
4.昆明船舶设备集团有限公司,昆明市人民中路6号昆船大厦 650051
为解决传统滚筒加料系统加料均匀性差、料液有效利用率低和物料粘附等问题,根据薄层物料双面加料更加均匀的原理,研制了薄层物料双面喷射式加料系统。该系统主要由松散均布、高速摊薄、双面多点喷射加料和过滤吸附等装置组成。通过对物料进行摊薄,形成稳定的物料帘,在物料帘的双面实施多点喷射加料,保证料液施加的均匀性;通过排潮抽吸风使悬浮的雾化料液穿过物料层,利用物料层的吸附过滤作用,提高料液的利用率;加料腔为不对称多孔罩式结构,使腔体内外气压保持平衡,减少物料与腔壁的接触。利用“黄金叶(硬帝豪)”对双面喷射加料和滚筒加料两种方式的加工品质、产品质量、主流烟气成分和能耗物耗进行对比试验。结果表明,与滚筒加料方式相比,采用薄层物料双面喷射加料方式,加料精度为0.08%,加料均匀系数提高1.69百分点,料液有效利用率提高13.7百分点,物料粘附量减少4.1 kg/批次;卷烟感官质量提高0.5分;综合加工成本节约6.97元/箱。该系统有效提高了片烟加料的均匀性和料液有效利用率,避免了物料粘附现象,改善了卷烟感官质量,节约了能源和原材料消耗。
滚筒加料;片烟;薄层物料;双面喷射;加料腔;过滤吸附;均匀性
目前国内卷烟企业使用的加料设备多为滚筒加料方式,具有设备结构简单、物料混配均匀等特点,但在加料的均匀性、有效性和加料精度等方面存在一些不足,加料过程中容易产生造碎,增加烟叶消耗。多年来,对加香加料机已进行了许多改进和创新,对于如何提高加料均匀性和料液有效利用率也有大量研究[1-13]。同时,多点喷射加香加料系统[14]、向物料均匀喷洒料液的方法及装置[15]、烟叶负压加料工艺和设备[16]、塔式加料机[17]、一种烟草物料加工方法及设备[18]、倒锥形立式加料滚筒[19]等多项专利技术的应用,取得了一定的使用效果。国外对于加料工艺技术的研究主要集中在烟叶加料装置与控制系统方面,Dam ianov[20]研究了烟草加料控制系统,为加料设备控制系统的设计和改进提供了依据。但上述研究并未解决滚筒式加料机存在的物料层厚、单点喷射加料面积小、直接排潮料液损耗大、滚筒粘附物料多等问题。为此,利用薄层物料双面加料更加均匀的原理,研制了薄层物料双面喷射式加料系统,通过对物料进行摊薄形成物料帘,在物料帘的双面实施多点喷射均匀加料,并通过改进加料腔结构避免物料与腔壁粘附,以期解决现有加料装置存在问题,提高料液施加的均匀性和利用率。
1 系统结构
薄层物料双面喷射加料系统主要由松散均布、高速摊薄、双面多点喷射、过滤吸附等装置组成,见图1。松散均布系统的作用是保证物料的均匀分布和流量的连续稳定;高速摊薄系统由高速皮带机实现对物料的摊薄;双面多点喷射系统的作用是实现均匀加料;过滤吸附系统用于提高料液的有效利用率,减少物料粘附。双面喷射加料系统在生产过程中,将增温后的物料均铺,经高速皮带机摊薄后进入加料腔体,形成稳定的物料帘;利用分布在物料帘双侧的多点集成双介质喷嘴,向下落的物料施加料液;物料落至出料网带形成一定厚度的过滤层,下吸式负压排潮装置将悬浮的雾状料液经过滤层吸附后排出。
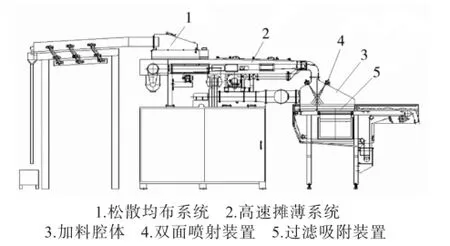
图1 薄层物料双面喷射式加料系统示意图
2 技术实现
2.1 松散均布系统
为保证物料流量的均匀稳定,主要采取以下措施:①使用电子皮带秤和定量喂料管控制物料流量的稳定;②采用振槽输送机及导流板对加料前物料进行横向拉宽和均布;③在双面喷射加料前设置物料均匀装置,防止进料振槽输送的物料由于“雪崩”效应使输出物料厚度出现波动。因此,物料松散均布系统主要由定量喂料装置、振动输送机和匀料装置组成。其中,定量喂料装置由喂料机、计量管和电子皮带秤组成,保证了批次整体物料流量的稳定。振动输送机振槽宽度1 400mm,上部设有多组导流板,以“/”和“<”形状排布,对振动输送的物料进行横向均铺。匀料装置安装在振动输送机的后方和进料罩的下方,由左右侧框架、前框架、后挡板、5个辊子组件等组成,见图2。工作时5个辊子组件以相同的转速向同一方向转动,物料先落到第一个辊子组件上,旋转一定角度后滚落到下一个辊子组件上,如此重复传递,使物料均匀分布。

图2 匀料装置示意图
2.2 高速摊薄系统
高速摊薄主要由高速皮带机实现。皮带机安装在松散均布装置的下方,通过高速输送方式对物料进行薄层化处理并形成一定厚度的物料层。试验表明,在带宽1 400mm,额定生产能力4 000 kg/h,高速皮带机的输送速度分别为2,3,4,5m/s时,对应的料层厚度分别为5.0,3.3,2.5,2.0mm。
高速皮带机主要由框架、驱动组件、被动辊组件、皮带跑偏检测装置、检修门、纠偏装置等组成,见图3。框架由异形管和钢板组合焊接而成,皮带机的其余部件均安装在框架上;框架的顶部为槽形结构,其与输送带一起形成用于输送物料的通道。驱动组件由主传动电机、主(被)动同步带轮、张紧同步带轮、同步带、主动辊、轴承座、带轮罩等组成,是皮带机的动力装置。高速皮带机在物料输送过程中最高速度达5m/s,为保证带速稳定,防止在持续高速运行状态下皮带跑偏,设计了高速皮带机带速稳定和自动纠偏装置,通过变频器调速并控制带速稳定,由自动纠偏系统进行皮带跑偏检测与自动纠偏。

图3 高速皮带机示意图
2.3 双面多点喷射系统
双面多点喷射系统主要由落料导流装置、加料腔体、双面多点喷射装置和加料系统构成。
2.3.1 落料导流装置
落料导流装置安装在高速皮带机后方,由导流弯头和托风装置组成,见图4。根据物料飞行速度及轨迹设置导流弯头,形成薄层的物料帘,以利于实施双面加料;在高速皮带机输送带末端下方设置托风装置,托风风速与输送带速度相匹配,保证物料在平抛过程中以相对稳定的轨迹飞行并防止输送带返程带料。

图4 落料导流装置示意图
2.3.2 加料腔体
加料腔体是加料机的主体组成部分,为不对称多孔罩式结构,由落料腔和出料斗组成,见图5。该装置主要是为物料加料提供稳定的环境,并实现物料在腔体底部的堆积。通过在腔体四面壁板表面设置多个补气小孔,使腔体内外气压保持平衡,消除腔体内部因喷嘴的高速喷射产生的气流涡旋,减少挂壁粘料现象。

图5 加料机腔体模型示意图
2.3.3 双面多点喷射装置
物料与料液于物料垂直下落位置交汇,在物料下落幅面两侧设置了两排双介质多点集成喷嘴。喷嘴施加料液时,相邻喷嘴形成的喷射雾面叠加排列,多个喷射雾面交叉形成双侧均布的料液场,在整个喷射雾面上形成均匀的喷射效果,保证摊薄物料的正反面都能均匀地接触到料液,提高片烟施加料液的均匀性。
(1)物料流与料液流交汇点。由于高速皮带产生的气流、物料流、双侧料液流互相交汇,风场比较紊乱,雾化料液受紊乱风场作用分散飘逸,导致存在实际施加到物料上的料液量少、料液施加均匀性差、料液损耗大等问题。因此,将物料流、料液流交汇点设置在距离高速皮带尾辊较远,且物料流较稳定的位置,即设置在物料垂直下落过程中与喷嘴水平面向下垂直距离320mm处,喷射出的料液流与物料流交汇夹角为25°,见图6。
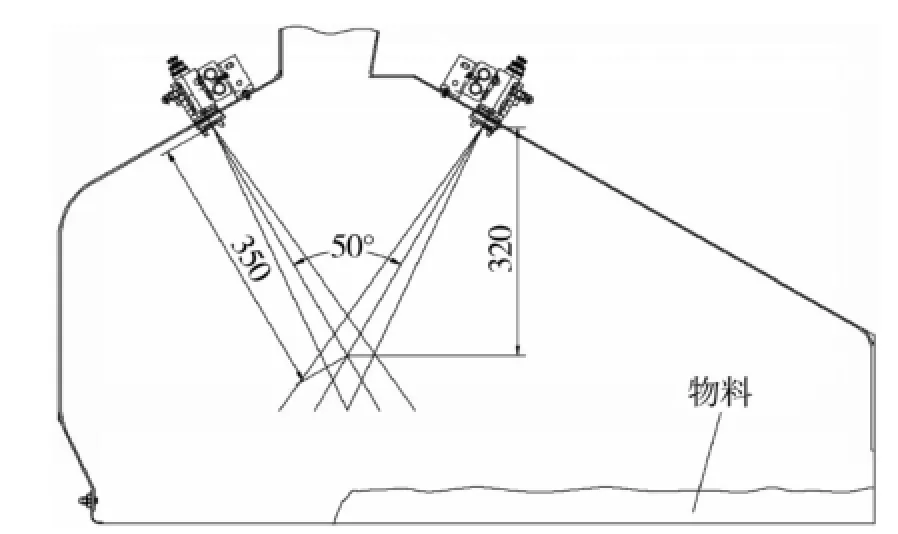
图6 料液流与物料流交汇点示意图
(2)喷嘴结构。传统喷嘴自身不具备独立控制和调节流量的功能,无法满足多喷嘴加料需求,因此需要制作专用喷嘴。专用喷嘴由传统喷嘴、节流阀和气控通断阀组成。其中,节流阀可以调节单个喷嘴的流量,气控通断阀可以实现喷嘴的单独启停。为减少科恩达空气放大效应和文丘里效应的影响[21-22],避免出现涡流和雾滴粘附现象,喷嘴的安装方式为向内伸出16mm,以喷嘴为中心与腔壁形成环状补气孔,补气孔内外径分别为41mm和60mm,见图7。

图7 喷嘴安装示意图
(3)雾形状态。由于物料下落幅面宽度为1 320mm,为保证整个物料幅面都能均匀接触到料液,喷嘴喷射的幅面要略大于物料幅宽。在引射压力0.2MPa条件下,对所需的喷嘴数量进行了测试,结果见表1。可知,当喷嘴数量为4个时,雾形夹角为55°,有效喷射距离为340~360mm,可满足喷嘴喷射距离350mm的设计要求。因此,4个喷嘴并列排布,间距相等,均为300mm,且4个喷嘴有效喷射雾面与物料下落幅面等宽,见图8。

表1 不同喷嘴数量喷射参数测试结果

图8 喷嘴排布示意图
(4)多喷嘴集成与开启。料液的喷射采用双介质多点集成喷射装置,由两组线阵式集成喷嘴组成,采用多点集成、单点控制的总成技术,在同一喷淋杆上均布多个可独立控制的双介质喷嘴,喷淋杆可在5°~10°范围内调节喷射方向,见图9。多喷嘴可以同时或分组开启,在调试单组喷嘴流量时,可以将喷嘴分组开启分别调试。在正常工作时,将两组喷嘴同时开启,保证料液同时施加。喷嘴引射系统设计为压缩空气和蒸汽双介质可切换系统,引射介质和引射压力可根据需要选择和设定,同时压缩空气可增温。
2.3.4 加料系统

图9 喷嘴集成示意图
加料系统可根据物料流量和设定的加料比例快速准确地施加料液,主要包括喷射预填充系统和精度控制系统。
(1)喷射预填充系统。多点喷射系统的料管管径根据料液流量大小和最大限度降低管道沿程阻力的要求进行设计,使管道进出料端的料液压力近似相等,保证多个喷射点的料液流量一致,且为总流量的1/n(n为喷头数量)。为提高加料响应速度,多点喷射系统将4个双介质喷嘴均布集成到同一喷淋杆上,料液预填充到专用喷嘴的气控通断阀处,见图10。

图10 多点喷射预填充系统示意图
(2)精度控制系统。由电控系统根据电子皮带秤所检测到的片烟流量瞬时值,经堆栈和平滑处理后计算出片烟在加料点的加料量,该加料量与料液质量流量计检测反馈的瞬时流量信号比对,经PID控制器计算后实时调节加料泵的流量,同时采用电子皮带秤的片烟质量累计值与质量流量计检测反馈的料液质量累计值进行比对,利用补偿修正的方法控制加料误差。该算法可实现加料机控制精度小于0.5%。
2.4 过滤吸附系统
过滤吸附系统由排潮装置和出料装置组成,主要是利用物料层对悬浮的雾化料液进行吸附过滤,提高料液的有效利用率。弥漫在腔体中的料液雾滴在下吸式负压排潮风机的抽吸下,经过厚度为40~80mm的物料层时被吸附过滤,仅有少量料液穿透网带后排出。
2.4.1 排潮装置
排潮装置采用下吸式负压排潮,为保证网面风速一致,设置3排导流板,将吸风口均分成4个区域(图5)。落料方式为平铺式,料层厚度低,整个物料层都能均匀过风,腔体内部料液吸附均匀,雾化料液不会四处弥漫,见图11。为保证加料腔和排潮风道的密封性,在加料腔的覆盖范围及输送网带的下方设计了托板,输送网带运行于加料腔与托板之间,见图12。加料腔底部除出料口采用电动辊筒进行压封外,其余三面均采用挡带密封,可将加料腔的底部与外界有效隔离。排潮口的开口位置及范围小于铺料区域,可避免加料腔与排潮风道“短路”,并使加料腔内弥漫的雾气需穿透物料层才能进入排潮风道。

图11 下吸式负压排潮装置示意图

图12 过滤吸附口示意图
2.4.2 出料装置
出料装置是根据物料过滤吸附料液的需要,令下落的物料形成一定厚度的物料层,并通过调节出料皮带速度来控制物料堆积厚度,以保证加料腔的密封效果和物料的过滤吸附效果。系统采用平铺连续出料方式,加料腔出料口采用电动辊筒进行压封,电动辊筒采用变频调速,从而使其线速度与出料网带运行速度保持一致,见图13。

图13 平铺连续出料示意图
3 应用效果
以河南中烟工业有限责任公司许昌卷烟厂提供的“黄金叶(硬帝豪)”配方叶组和料液为材料,采用薄层物料双面喷射加料和滚筒加料两种方式对“黄金叶(硬帝豪)”片烟加工品质,卷烟样品产品质量,主流烟气成分,设备能源、原材料消耗进行对比试验。其中,薄层双面加料设备工艺参数为优化后工艺参数组合;加料均匀系数、卷烟物理质量、主流烟气成分、感官质量和能耗物耗的测定分别按相应的行业和国家标准[23-28]执行;料液有效利用率是依据行业标准[23]测定物料中的标记物丙二醇含量(质量分数),再通过下式计算得到。

式中:Q为料液有效利用率,%;q物为物料中的丙二醇含量,%;q料为料液中的丙二醇含量,%;w为料液施加比例,%。
3.1 加工品质
两种加料方式下片烟加工品质检测结果见表2。由表2可知,采用薄层物料双面喷射加料,加料精度为0.08%,比滚筒加料提高0.15百分点;加料均匀系数平均为94.83%,比滚筒加料降低1.69百分点;料液有效利用率平均为91.3%,比滚筒加料提高13.7百分点;物料粘附量平均为1.4 kg/批次,比滚筒加料降低约4.0 kg/批次。
3.2 产品质量和主流烟气成分
两种加料方式下卷烟样品产品质量和主流烟气成分检测结果见表3~表5。由表3和表4可知,两种加料方式下卷烟样品物理质量相近,主流烟气成分差异较小。由表5可知,与滚筒加料样品相比,采用双面喷射加料方式,卷烟感官质量提高0.5分,余味和刺激性有所改善。

表2 两种加料方式下片烟加工品质检测结果

表3 两种加料方式下卷烟样品物理质量检测结果

表4 两种加料方式下卷烟样品主流烟气成分检测结果

表5 两种加料方式下卷烟样品感官质量评价结果

表6 两种加料方式下设备能源和原材料消耗测试结果①
3.3 能源和原材料消耗
两种加料方式下设备能源和原材料消耗测试结果见表6。由表6可知,与滚筒加料方式相比,采用双面喷射加料,可节约0.000 4元/kg片烟,节约0.014元/5万支。同时,可节约片烟4.1 kg/批次,节约片烟成本287元/批次;节约料液9.3 kg/批次,节约料液成本706.8元/批次,合计原材料消耗可节约6.96元/5万支。综合以上结果,采用双面喷射加料方式至少可节约生产成本6.97元/5万支。
4 结语
与传统滚筒加料方式相比,采用薄层物料双面喷射加料系统,提高了片烟加料的均匀性和料液的有效利用率,避免了物料粘附现象,改善了卷烟感官质量,节约了能源和原材料消耗。双面喷射加料精度提高0.15百分点;加料均匀系数平均为94.83%,加料均匀系数提高1.69百分点。料液有效利用率提高13.7百分点;物料粘附量减小4.1 kg/批次;卷烟感官质量提高0.5分;综合加工成本节约6.97元/5万支。本系统在提高加料均匀性、稳定产品品质、降低卷烟消耗等方面,具有推广应用价值。但双面加料的薄层化处理、多点喷射技术的使用等,对前道工序的来料状态、工艺任务等提出了更高要求,而且本设备不具备物料增温功能,还需继续改进和完善,以进一步提高物料对料液的吸收效果。
[1]李向东.制丝工艺加料均匀性分析[J].烟草科学研究,2003(4):38-40.
[2]余翔,王海英.制丝线润叶加料流量控制系统的改造[J].烟草科技,2003(9):11-12.
[3]李文泉,赵急世,王凤玉,等.改进加料系统提高加料精度[C]//中国烟草学会2004年学术年会论文集.武汉:中国烟草学会,2004:252-255.
[4]樊杰,王菊,李文泉,等.提高烟丝加料精度的改进措施[J].太原科技,2008(11):49-50.
[5]刘穗君,张新锋,王玉建.滚筒式烟片加料回潮机料尾阶段控制方式的改进[C]//中国烟草学会工业专业委员会烟草工艺学组研讨会论文集.南宁:中国烟草学会,2009:86-88.
[6]周正友,陆剑锋,欧坚,等.降低叶片加料滚筒内壁叶片粘附量的对策[J].广西轻工业,2008(9):56-57.
[7]茹琦,疏谦,孟庆国.润叶加料机系统改进——旨在提高叶片加料质量及降低消耗[C]//第五届沈阳科学学术年会论文集.沈阳:中国科学院,中国科协,中国社科院,中国气象局和中国地震局,2008:68-72.
[8]张大波,王兵,孔臻,等.不同引射介质烟片加料效果的比较[J].烟草科技,2009(3):10-12.
[9]李春光,王海滨,焦群山,等.不同增温模式对卷烟加料效果的影响[J].安徽农业科学,2012(30):14976-14977.
[10]熊晓敏,郝喜良,李建英,等.滚筒物料填充系数对叶片加料均匀性的影响[J].烟草科技,2013(2):9-11.
[11]廖惠云,张映,郝喜良,等.卷烟制丝加料工序均匀性的评价与控制[J].烟草科技,2008(8):5-7,21.
[12]孙达.卷烟制丝工序加料均匀性检测项目设计[D].上海:上海交通大学,2004.
[13]周旭锋.基于数字图像处理的烟叶加料均匀性检测系统的研究[D].南京:南京理工大学,2009.
[14]蒲强,邓勇,徐源宏,等.多点喷射型加料加香装置:中国,03266773.6[P].2004-08-11.
[15]徐源宏,邓勇,杨晓华,等.一种向物料均匀喷洒料液的方法及装置:中国,200510011038.X[P].2008-11-12.
[16]吴桂兵,王建新,李丹,等.烟叶的负压加料工艺及设备:中国,200810047669.0[P].2012-08-29.
[17]庞浩,罗民,王志强,等.一种塔式加料机:中国,201310071779.1[P].2013-06-05.
[18]王永金,马铁兵,邓勇,等.烟草物料加料方法及设备:中国,200910024862.7[P].2011-11-16.
[19]董安喜,马铁兵,王永金,等.滚筒加料机:中国,201110341399.6[P].2013-12-04.
[20]Dam ianov G.Vapor casing chamber and boiler automatic control system[J].TA,1975(1):135.
[21]王先明,杨钊,马臣.用康达和文丘里效应解析超高速卷烟机供丝原理[J].机械工程师,2010(11):71-73.
[22]胥海伦,陈海焱,毕海权.基于康达效应的超微粉气流分级数值模拟研究[J].西南科技大学学报:自然科学版,2005,20(1):42-45.
[23]YC/T 353—2010卷烟加料均匀性的测定[S].
[24]GB/T 5606—2004卷烟[S].
[25]GB/T 19609—2004卷烟用常规分析用吸烟机测定总粒相物和焦油[S].
[26]GB/T 23355—2009卷烟总粒相物中烟碱的测定方法气相色谱法[S].
[27]YC/T 30卷烟烟气气相中一氧化碳的测定非散射红外法[S].
[28]国家烟草专卖局.卷烟工艺测试与分析大纲[M].成都:四川大学出版社,2004.
责任编辑 曹娟
Development and App lication of Double Side Injection Casing System for Thin Layer Material
XIONG Anyan1,PENG Guixin1,YAO Guangm ing1,DING Meizhou*1,KONG Zhen2,HUANG Guangfu3, SUN Mi1,ZHU Guocheng3,LI Quansheng1,XU Yuanhong4,and ZHANG Haixia4
1.Technology Center,China Tobacco Henan Industrial Co.,Ltd.,Zhengzhou 450000,China
2.Zhengzhou Tobacco Research Institute of CNTC,Zhengzhou 450001,China
3.Xuchang Cigarette Factory,China Tobacco Henan Industrial Co.,Ltd.,Xuchang 461000,Henan,China
4.Kunm ing Shipbuilding Equipment Co.,Ltd.,Kunm ing 650051,China
Aiming at the problems of uneven casing,lowcasing utilization and tobacco buildup on cy linder wall associated with traditional casing cylinder,a double side injection casing system for thin layer material was developed.The casing system was mainly composed of loosening and distributing device,high-speed thin layer spreading device,double side multi-point injection casing nozzles,filtrationadsorption device,etc.Strips were spread to form a continuous strip curtain,casing was injected via nozzles on both sides of the strip curtainto ensure casing uniform ity.The floated atom ized casing droplets were drawnthrough the strip layer by means of suction air,and the utilization of casing was promoted by the filtrating adsorption of strip layer.The casing chamber was inthe form of asymmetric perforating hood to keep the pressure in balance between inside and outside of the chamber and m inim ize the contact between strips and chamber wall.For casing cigarette brand“Golden Leaf”(YDH),the newcasing system and casing cylinder were compared interms of processing quality,product quality and the consumption of energy and material.The results showed that,the newsystem’s casing precision was 0.08%,its casing uniformity coefficient and casing utilization increased by 1.69 and 13.7 percentage points respectively,the amount of tobacco buildup onthe wall reduced by 4.1 kg/shift,the score of cigarette sensory quality raised by 0.5 points,and the comprehensive processing cost saved by 6.97 RMB yuan per case.
Cylinder casing;Strip;Thin layer material;Double side injection;Casing chamber;Filtration adsorption;Uniform ity
TS432
B
1002-0861(2015)09-0081-07
10.16135/j.issn1002-0861.20150914
2015-03-13
2015-06-09
中国烟草总公司2008年科技重大专项“中式卷烟制丝生产线”子项目“薄层物料双面喷射式加料机研发及应用研究”(0120140177)。
熊安言(1969—),本科,高级工程师,主要从事卷烟工艺研究。E-mail:xyxay@126.com;*
丁美宙,E-mail:dingmeizhou999@163.com
熊安言,彭桂新,姚光明,等.薄层物料双面喷射式加料系统的研制与应用[J].烟草科技,2015,48(9):81-87.
XIONG Anyan,PENG Guixin,YAO Guangm ing,etal.Development and application of double side injection casing system for thin layermaterial[J].Tobacco Science&Technology,2015,48(9):81-87.
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:15:12
学生天地(2020年20期)2020-06-09 02:57:12
临床医药文献杂志(电子版)(2017年11期)2017-05-17 04:48:41
知识经济·中国直销(2017年3期)2017-04-16 03:08:03
海外星云(2016年7期)2016-12-01 04:18:02
海峡科技与产业(2016年3期)2016-05-17 04:32:14
云南中医学院学报(2015年3期)2015-07-31 18:09:28
同煤科技(2015年2期)2015-02-28 16:59:14
中国合理用药探索(2014年11期)2014-03-11 20:30:20
河南科技(2014年23期)2014-02-27 14:18:55