
热处理工艺对TA15线性摩擦焊接头组织和力学性能的影响
2015-05-31 09:41中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室张田仓张传臣
航空制造技术 2015年11期
中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室 刘 颖 张田仓 张传臣
目前,铝合金、钛合金、复合材料[1]是先进飞机的主要应用材料,而钛合金以其优异的综合性能在飞机结构中发挥着不可替代的作用。其中,TA15钛合金属于高Al当量的近α型钛合金,名义成分为Ti-6Al-2Zr-1Mo-1V,具有中等的室温强度和高温强度,良好的热稳定性和焊接性能,较高的比强度、抗蠕变性和抗腐蚀性[2]。目前,TA15钛合金被广泛应用于制造高性能飞机的重要结构部件,其被用于制造焊接承力结构也成为近年来的研究热点[3]。
线性摩擦焊是近几年发展起来的一种新型固相焊接技术,能够实现材料的可靠和优质连接。与常规焊接与连接技术相比,线性摩擦焊具有许多优点:能够获得致密的锻造组织,接头综合力学性能良好;焊接过程在大气环境下进行,无需气体保护和真空条件;可焊接大尺寸、大截面以及异种金属材料的钛合金等有色金属构件[4-5]。因此,线性摩擦焊技术在飞机和航空发动机结构的制造中拥有广阔的应用前景。线性摩擦焊应用于TA15钛合金构件整体制造已经成为设计人员的共识,并且已经进行了大量工艺试验,然而对TA15钛合金线性摩擦焊后的接头热处理工艺的研究仍是这一领域的空白。
本文通过对TA15线性摩擦焊接头进行不同的焊后热处理工艺试验,研究热处理后焊接接头的组织和力学性能变化趋势,为TA15钛合金线性摩擦焊结构的实际应用提供技术基础。
1 试验方法和过程
试验材料为TA15钛合金锻件,状态为退火态+吹砂酸洗处理,母材组织为等轴α+针状的(α+β)组成,如图1所示。焊接试样尺寸为20mm×130mm×750mm,每2块试样进行对接焊。焊后采用3种热处理温度对接头进行退火处理,分别为650℃、750℃、850℃,保温时间均为3h。分别对焊态和热处理态的接头金相组织进行观察,测试不同状态的力学性能和疲劳性能,金相试样侵蚀采用 Keller 试剂:HF∶HNO3∶H2O=1∶2∶17,接头的拉伸测试按照GB/T228-2002标准进行,疲劳性能测试按照GB/3075-2008标准进行,夏比冲击性能测试按照GB/T229-1994标准进行。力学性能和疲劳性能测试时利用金相观察保证焊缝位于试样的中心。
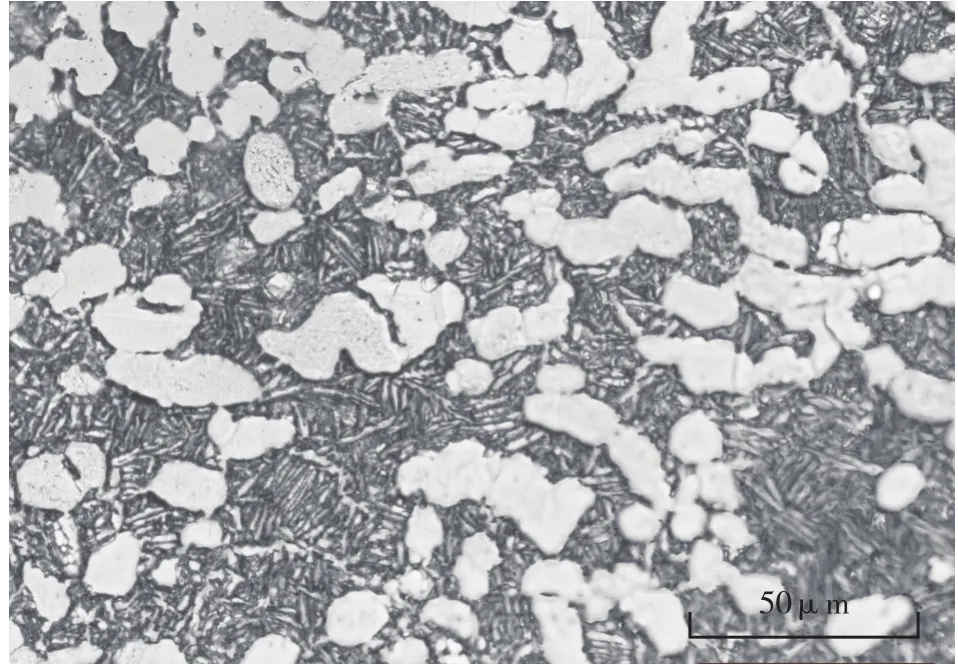
图1 TA15钛合金基体组织形貌Fig.1 Microstructure of TA15 titanium alloy base metal
2 结果与讨论
2.1 焊接接头金相组织分析
图2为TA15钛合金线性摩擦焊接头的低倍组织形貌。从图2可以看出,焊后2块试样的原始界面消失,接头分为3个明显区域:母材区(BM)、热力影响区(TMAZ)以及焊缝区(WZ)。
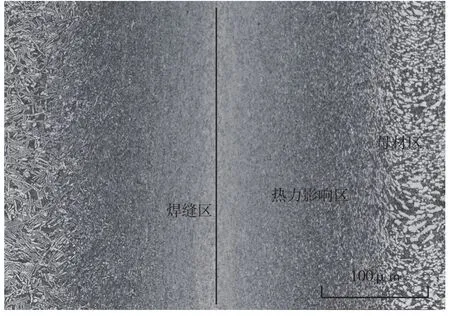
图2 TA15接头焊后低倍组织形貌Fig.2 Microstructure of as-welded TA15 joint
TA15线性摩擦焊接头热处理前后焊缝区显微组织如图3所示。从图3(a)中可以看出,焊态条件下焊缝组织为具有魏氏组织结构的针状α′相,说明摩擦焊接过程中界面温度超过基体材料的相变温度,焊缝组织发生相变再结晶。焊后由于在室温条件下冷却,接头温度冷却速率较快,再结晶晶粒长大所需驱动力不足,因此以针状亚稳态的形式保留。图3(b)为经650℃/3h热处理后焊缝显微组织,可以看出,热处理后焊缝中的针状亚稳态组织转变为片层α+保留β相。热处理后焊缝组织的转变表明,焊态条件下焊缝组织中储存有大量变形激活能,在热处理过程中,焊缝组织获得一定的能量促使亚稳态组织发生转变,并长大为片层结构,并且热处理后的焊缝组织更加均匀。随着热处理温度的升高,片层状α相和保留β相逐渐增大,如图3(c)、图3(d)所示。
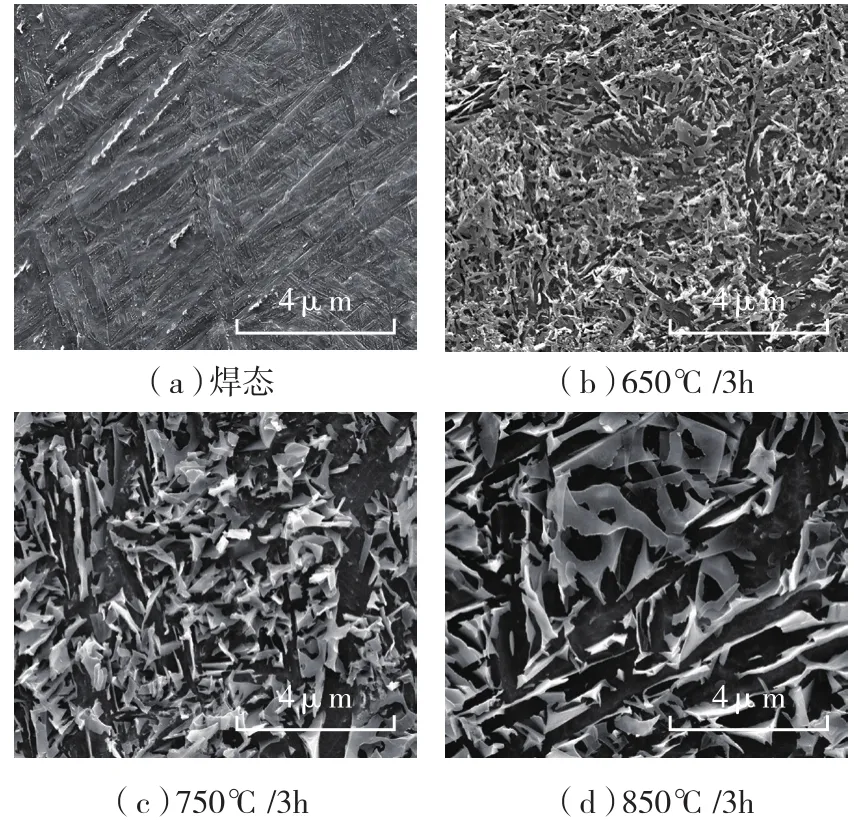
图3 TA15接头焊缝区热处理前后显微组织形貌Fig.3 WZ Microstructure of TA15 joint before and After heat treatment process
2.2 力学性能试验结果与讨论
对焊态和热处理态的TA15钛合金线性摩擦焊试件进行室温拉伸试验,试验结果如表1所示。从表1可以看出,热处理后接头的抗拉强度、屈服强度和延伸率变化不大。这是因为断裂位置均为母材,一方面说明测试的性能结果并不能有效反映焊接接头对热处理工艺的敏感性,另一方面,也说明焊接接头的强度在热处理前后均高于母材。
对焊态和热处理态的TA15钛合金线性摩擦接头进行冲击试验。由于线性摩擦焊焊缝区狭窄,难以保证“V”形或“U”形缺口底部中心开在焊缝区,因此本试验采用室温不开缺口的冲击方法,冲击锤落在焊缝中心界面部位,测试结果如图4所示。热处理后TA15线性摩擦焊接头冲击吸收功高于焊态,并且随着热处理温度的增加,冲击功呈现先增加随后减小的趋势,热处理温度为750℃时接头冲击功达到最大。

表1 TA15线性摩擦焊接头拉伸性能

图4 热处理前后焊缝冲击功Fig.4 Impact energy of weld joint before and after heat treatment process
焊接接头焊态组织为较粗大魏氏组织,韧性较差,因此焊态的冲击试样冲击功最低。随着热处理温度升高,变形激活能逐渐释放,片层状α相和保留β相逐渐增大,当热处理工艺为750℃/3h时,热处理后得到的组织使韧性达到最佳状态。随着热处理温度升高,片层结构粗大,使得接头韧性下降。
2.3 高周疲劳性能结果与讨论
进行焊态和热处理态的TA15钛合金线性摩擦焊试件高周疲劳性能试验,试验条件为R=-1,Kt=1,N=1×107,每组各15件。图5为TA15线性摩擦焊接头不同热处理工艺下高周疲劳强度测试结果。可以看出,热处理后TA15线性摩擦焊接头高周疲劳强度较焊态有明显的提高,热处理工艺为650℃/3h时,接头的高周疲劳强度最高;随着热处理温度升高,接头的高周疲劳强度降低。

图5 热处理前后焊缝的高周疲劳强度Fig.5 Fatigue stress of weld joint before and after heat treatment process
热处理后,接头的微观组织发生了一定变化,而微观组织对疲劳断裂特征的影响主要反应在疲劳裂纹扩展区。图6对比了热处理前后接头疲劳断口扩展区的形貌。可以看出,热处理前试件疲劳断口较平整、疲劳条纹较少,且扩展区的二次裂纹较少,因此裂纹扩散速度较快、疲劳强度较低。而热处理后的疲劳断口起伏明显,并可观察到更多的二次裂纹以及疲劳条纹,说明裂纹在扩展过程中产生疲劳抗力较大,降低了裂纹扩展速度,提高了接头的疲劳寿命[4-6]。随着热处理温度升高,焊接接头组织逐渐变粗大,对疲劳裂纹的阻力减小,疲劳强度降低。
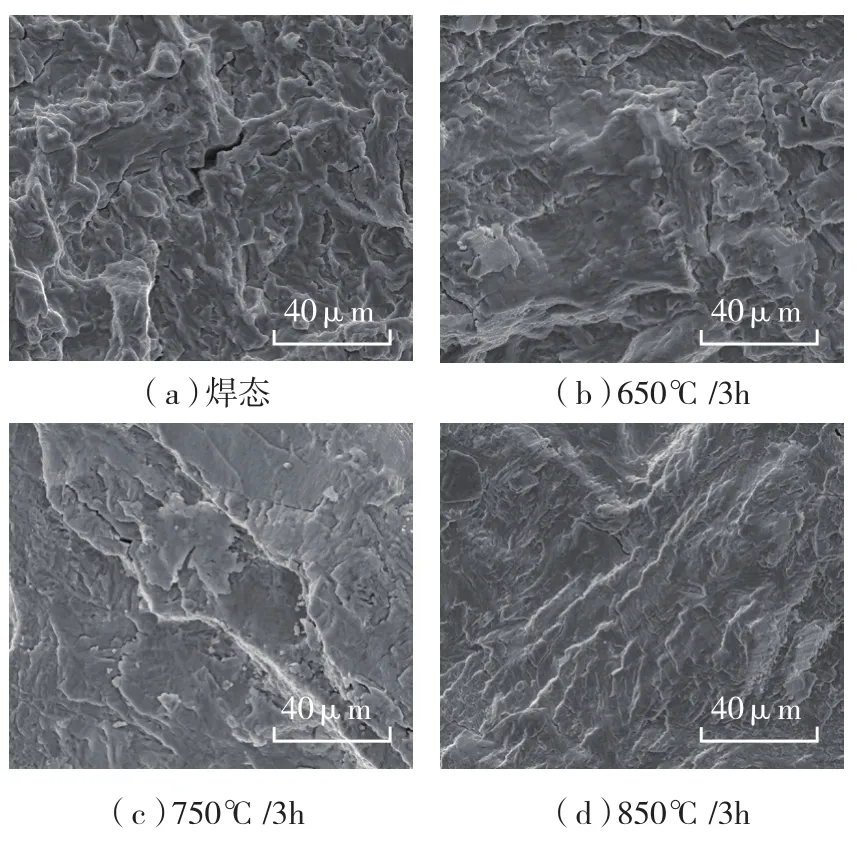
图6 疲劳断口形貌Fig.6 Fracture surface of fatigue
3 结论
(1)TA15钛合金线性摩擦焊接头焊态条件下焊缝组织为具有魏氏组织结构的针状α′相,热处理后焊缝中的针状亚稳态组织转变为片层α+保留β相。随着热处理温度升高,片层状α相和保留β相有长大粗化现象。
(2)TA15线性摩擦焊焊接接头热处理后的拉伸强度高于母材,冲击韧性较未热处理状态有明显提高,热处理温度为650℃和750℃时,高周疲劳强度有明显的提高。
(3)为保证TA15线性摩擦焊焊接接头具有良好的综合性能,热处理温度不应高于750℃。
[1] 马金瑞,黄峰,赵龙,等. Z-Pin/RTM成型工艺影响因素分析及工艺研究.航空制造技术,2014(15):118-121.
[2] 沙爱学,李兴无,储俊鹏. TA15钛合金的普通退火. 稀有金属,2003 ,27 :213-215.
[3] 赖运金,张丰收,杜予晅,等. 热处理对TA15钛合金高周疲劳性能的影响. 中国有色金属学报,2010,20(10):62-65.
[4] 张田仓,韦依,周梦慰,等. 线性摩擦焊在整体叶盘制造中的应用 . 航空制造技术,2004(11):56-58.
[5] 孙成彬,张田仓,李晶,等. 高温钛合金Ti60线性摩擦焊接头形貌特征及接头性能分析. 电焊机,2008(11):1-5.
[6] 张栋,钟培道,陶春虎,等. 失效分析. 北京:国防工业出版
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
粉末冶金技术(2021年3期)2021-07-28
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
中国自行车(2018年8期)2018-09-26
光学精密工程(2016年2期)2016-11-07
当代化工研究(2016年9期)2016-03-20
焊接(2016年7期)2016-02-27
焊接(2016年2期)2016-02-27
中国光学(2015年1期)2015-06-06
