
水水换热器管箱制造工艺介绍
2015-05-30 08:52:17张运孟
科技创新与应用 2015年28期


摘 要:文章对填料函式钛-钢复合板换热器管箱的制作工艺进行了介绍,重点在复合板焊接工艺和接管工艺改进工艺,为钛-钢复合板制作换热器设备提供了具备一定参考价值的意见。
关键词:钛-钢复合板;换热器;管箱;制造工艺
前言
随着我国电力行业的发展及清洁能源和节约能源的要求,沿海和内陆高盐地区,电力冷却器越来越多采用钛-钢复合板材进行制造,这样不但可以节约大量昂贵的钛材,也大大降低了设备成本。我公司就为广东某单位制作了一批钛-钢复合板型水水换热器,主要用于汽轮机冷却水的热交换作用,即直接将海水用做冷却介质,其中管箱就是关键件之一,文章就管箱的选材及焊接工艺进行分析介绍。
1 管箱结构及材料选择
2 难点分析
2.1 结构特点造成的难点
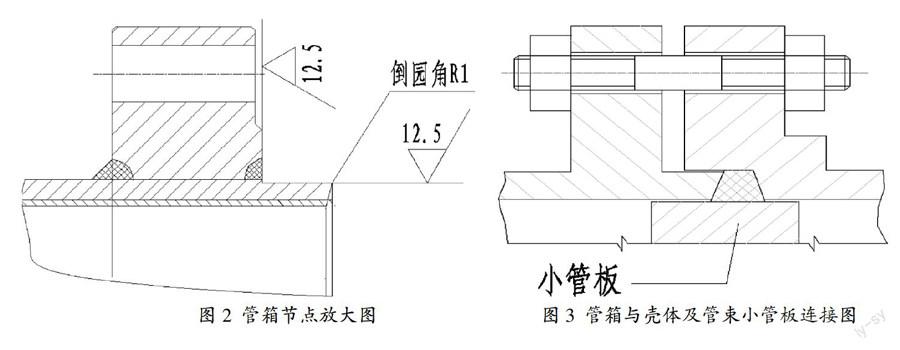
由于采用了填料函式结构,必须保证水室制造的圆度才能加工,以保证填料函部分能均匀压紧调料圈,防止海水渗漏,同时由于小管板在水室和壳体间处于自由伸缩状态,水室中的海水与壳体中的纯水完全靠填料圈分隔,必须处理好小管板与水室对接焊缝的结合公差,也就是必须保证水室对接焊缝处的圆度和焊缝平整度。
2.2 钛-钢复合板板材焊接难点
Ti-Fe (钛-铁)状态图可以知道,铁在α-Ti(α-钛)中的溶解度极低,当Fe含量达到0.1%就要形成金属间化合物Ti Fe,高温或含铁量更高时,还可能形成TiFe2,这种组织塑性极低,焊缝严重脆化,极易产生裂纹,目前钛和钢直接熔化焊接的方法暂时还未研发出来。
钛本身亦有“第三金属”之称,化学性质活泼,常温下与氧生成致密氧化物而保持极高的稳定性和耐腐蚀性,高温下与氧(O)、氮(N)、氢(H)均快速反应,300℃以上快速吸氢,600℃以上快速吸氧,800℃以上快速吸氮,高温下(650℃-1000℃)弯曲性能急速降低。同时环境中Fe离子含量也必须控制好;
2.3 难点综述
(1)水室筒体必须卷制严格,这点可以通过冷做工的仔细工作来解决;
(2)填料函部分不能采用常规的钛复合板焊接工艺坡口;
(3)接管处必须处理好耐腐蚀问题。
3 工艺措施制定
根据上述分析,我们采用了以下措施:
(1)水室筒体卷圆前,将填料函部分复合板做一定工艺处理,即将钛-钢复合层非常仔细的做局分离,且留有一定余量,防止焊接复层钛时将母材钢板熔化产生裂纹,导致耐腐蚀性能失效;
(2)除填料函部分外仍采用常规复合板焊接中使用的钛条盖板,但不使用填板,即不将对缝处复层钛板剥离;
(3)接管孔采用金加工开出, 接管采用复合式接管,即内衬钛合金的接管,通过金加工将钢材部分剥离,然后内衬钛直接与管箱复层钛焊接;
(4)出水孔及端盖部分采用衬胶,防止海水腐蚀。
4 工艺试验
4.1 钛条对接焊接试验
确定保护罩形式及尺寸,经过查阅各方面资料和反复对比试验,最终还是选择了长方体型拖罩,背面保护氩气用铜管钻孔通过钢板模具沟槽反射进行;氩弧焊喷嘴直径最小不得小于12mm;并确定焊丝和规范参数,并经过无损检验和力学实验进行验证;
4.2 复合板的焊接试验
确定复层与基层碳钢分离的尺寸及焊接参数,并经无损检验和断面金相检验进行验证。
5 工艺实施
5.1 焊接准备
焊前为防止环境中Fe离子含量超标,在车间隔离出一定空間并做好防护,我们采用了特质小木屋进行焊接作业,同时参与作业人员及检验人员的进出、工作服、鞋帽均作了特别规定;对复合母材及钛管、管板钻孔清理也做了具体检验要求。
5.2 焊接顺序及方法
因为钛材高温下易吸收有害气体造成耐蚀性能下降,故采用先焊接基层碳钢焊缝,再焊接复层钛材的顺序。焊接碳钢时,经过设计计算,母材留有2mm钝边,卷制后保证对口间隙尽可能小,可以不用焊透,为防止钛材受热损伤,需减少热输入量,又最大程度保证基材焊缝厚度,决定采用氩弧焊打底,CO2填充;而复层钛的焊接采用脉冲氩弧焊焊接,一方面减少热输入,另外有利于减少有害气体溶入,保证焊缝质量。
5.3 焊接材料及规范参数
5.3.1 焊接材料选择
基层材料采用氩弧焊时,选用φ2.5mmmTIG-50焊丝,CO2填充采用φ1.2mmmER50-6焊丝;
复合层(TA2)材料采用φ1.6mmmTA2焊丝。
5.3.2 焊接工艺参数选择
详见表1。
5.3.3理体制基层材料焊接要点
基层材料为Q235,焊接性良好,焊接时注意小规范快速焊接,同时要求有人监视背面焊缝,不得因焊接速度过慢或电流过大造成复合层钛板变色;更不能出现焊穿现象。
5.3.4 复层材料焊接
复层材料必须在基层焊接完毕后进行,焊前注意按规定清理,当复层材料对口间隙较大时,应先用φ1.2mmmTA2焊丝采用不锈钢手锤压进填满间隙。
第一层不要填丝,直接熔焊,填料函处第二层再用φ1.6mmmTA2焊丝填充,焊接的关键处就是不能将基层碳钢熔化,焊完用尼龙砂轮仔细打磨余高至与复层平齐 ,非填料函处加钛条(钛盖板)按表中参数对搭接焊缝焊接2层。整条焊缝焊完后进行渗透检测不得出现缺陷显示。示意图如图4。
5.3.5 管箱接管的焊接
管箱接管采用爆炸复合接管,即内衬钛管或钛棒然后加工成复合管,复合接管先在车床将碳钢剥离并车好角度,与管箱连接,法兰用复合板加工而成。管箱接管孔必须采用金加工工艺保证接管与管箱连接紧密;
接管与法兰、接管与管箱基层按常规焊接方法焊接,复层焊接前严格执行工艺规定仔细清理,采用碰角焊缝直接焊接。焊接的要点一是必须检查结合面间隙,如较大,可以先用带锥形的紫铜或不锈钢冲严,接管中应采用紫铜或木头塞紧,防止空气对流影响焊接质量。焊接时拖罩应作适当调整,同时提前送气时间要加长以保证接管内充满氩气,仍然采用脉冲直流电弧焊接,规范参数按上表选择。焊完后进行透检测不得出现缺陷显示,接管的示意图如图5。
6 检验与试验
管箱焊接完毕,进行渗透检验,按JB4730标准进行,但考虑到设备使用条件的特殊性,工艺规定不允许出现包括气孔在内的任何缺陷显示以充分保证产品焊缝的致密性和耐腐蚀性能,即要求必须严格于标准。
7 出水孔出的焊接处理
因为出水孔比较大,本产品常用的衬胶工艺,故对焊接无特定要求,但复层板焊接前应适当留出余量,碳钢件焊接时必须保证内外焊缝致密且打磨到圆滑,经表面检验合格后进行衬胶防腐。
8 结束语
我单位为客户制作的这种水水换热器具有换热效率高,结构新颖特点,最大区别常规产品的焊接过程是复合板必须直接进行焊接,这给焊接工艺和焊工操作都带来一定的挑战,但经过全体人员的努力,现在产品已投入使用一年多,反映质量状况良好,工作效率很让用户满意。经过此批次产品制作,我们总结出以下经验:
(1)钛钢复合板焊接具有特殊性,必须严格控制焊接環境和工艺参数,即使复合板,仍然可以直接对焊焊接;
(2)接管采用复合管是比较省时省力的一种思路,是小径管的防腐问题变得简单;
(3)钛钢复合板的焊接拖罩在焊接时具备十分重要的作用,必须通过反复试验选取合适形状和尺寸;
(4)钛钢复合板的焊接采用脉冲直流电源具有很好的非脉冲电源无法替代作用。
参考文献
[1]中国机械工程学会.焊接手册(第2卷)[M].机械工业出版社,1992.
[2]沈慧唐.焊接技术与高招[M].机械工业出版社,2003.
[3]胡强年.“钛钢复合板换热器管箱的焊接工艺”[J].焊接技术,2010,5.
作者简介:张运孟(1965-),男,1985年毕业,焊接工程师,近30年一直从事焊接工艺及检验工作。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:06
能源工程(2021年3期)2021-08-05 07:26:14
中国特种设备安全(2021年2期)2021-07-21 08:48:22
制冷(2019年2期)2019-12-09 08:10:36
中小企业管理与科技·上旬刊(2017年1期)2017-01-06 17:42:14
科技创新与应用(2016年34期)2016-12-23 18:54:50
中国市场(2016年41期)2016-11-28 05:22:03
企业导报(2016年11期)2016-06-16 15:08:59
设备管理与维修(2016年5期)2016-03-16 02:20:45
焊接(2016年10期)2016-02-27 13:05:35
