YB95型条烟透明纸包装机夹钳的改进设计与应用
2015-05-30 10:48:04陈曦张新兴
科技创新与应用 2015年29期
陈曦 张新兴


摘 要:YB95型条烟透明纸包装机透明纸夹钳由摆杆轴的转动来控制开合,设备的长时间运行使得摆杆轴容易出现转动不良或抱死现象,影响透明纸的夹取。针对此现象,通过分析夹钳传动、内部结构和夹取透明纸的方式,将摆杆轴的铜套更换为滚动轴承,降低摆杆轴的转动摩擦力,同时在夹钳杆上铣一字型凹槽,将夹钳限位块由固定式改为可调整活动式,方便维修人员进行调整。改进结果显示,改进后的夹钳能有效降低透明纸包装不良缺陷率,提高了设备运行效率,同时大大缩短了维修人员因透明纸包装不良情况调整设备的时间。
关键词:透明纸包装;夹钳;轴承;摩擦力;铣槽
1 概述
夹钳将经过切割、平送而来的透明纸夹取至条烟上方,由条烟的顶升、平移、再顶升、再平移的多层运动完成对条烟的包裹,若透明纸夹取失败、透明纸定位偏移和歪斜等,会导致出现透明纸包装不良、拉线错位、透明纸皱褶等产品包装质量缺陷。
夹钳部件通常出现的故障为纸夹钳打开幅度变小及纸夹钳不能正常恢复到闭合状态,这两种情况都会影响到透明纸的夹取。透明纸夹钳由夹钳摆杆轴的转动和拉簧的复位来控制开合,若摆杆轴与铜套之间存在转动不良或抱死现象就会导致以上两种故障的产生。让夹钳的打开幅度能够达到保证能正常夹取透明纸的要求,是我们急需解决的问题。
2 分析条烟透明纸包装原理及过程
分析条烟透明纸包装不良原因:分析条烟成型过程后发现,导致出现条烟透明纸包装不良、包裹条烟拉线发生错位等条烟透明纸包装质量缺陷,是因为条烟透明纸在被夹钳夹取过程中位置状态被改变,导致不能以正确的位置完成对条烟的包裹。
3 夹钳存在的问题分析
透明纸夹钳由摆杆轴的转动和拉簧的复位来控制开合,若摆杆轴与铜套之间存在转动不良或抱死现象,则会导致出现一下两种情况:
(1)透明纸夹钳打开幅度变小;(2)透明纸夹钳不能正常恢复到闭合状态。
而这两种情况均会影响透明纸的夹取。使用游标尺对各透明纸夹钳的打开角度进行测量,通对比统计数据来分析确认夹钳摆杠轴是否转动灵活(见图2)。
由图2可以看出,大部分机台透明纸夹钳打开幅度均低于保证正常夹纸的最低要求。结合各机台条烟透明纸包装缺陷率统计情况计算,说明夹钳摆杆轴与铜套之间转动不良或抱死与发生透明纸包装缺陷有直接联系。
4 改进对策及分析
4.1 将铜套改为滚动轴承
将铜套卸下,更换为滚动轴承。铜套是滑动轴承的一种,将铜套更换为滚动轴承改变了轴摆杆轴与轴承间的摩擦方式,不产生摩擦热源、摩擦阻力低、转动性能良好,更换后设备运转效率得到提高、使用寿命长、故障率低。
4.2 将限位块由固定式改为可前后调节活动式
出现条烟透明纸包装缺陷后一般采取调整条烟透明纸成型通道尺寸,会导致调整后的产品质量状态不稳定,且调整耗时长,影响生产效率。通过观察,决定实施一项辅助性改善对策:在夹钳杆上铣一字型凹槽,将夹钳杆限位块由固定式改进为可前后调节活动式,采用螺丝进行固定。
以此项改善对策作用于:当条烟出现透明纸包装缺陷时,可以调节限位块的出入位置,强制透明纸在夹取时产生一定的位移,达到纠偏透明纸的效果。
5 对策实施
5.1 改进轴承
5.1.1确定轴承型号。通过对摆杆轴和轴承座孔进行测量,轴承尺寸应确定为16mm(外径)×12mm(内径)×20mm(厚度),小组查询轴承型号后发现并没有符合此尺寸要求的标准单列或双列轴承,考虑到若要定置符合尺寸要求的轴承成本较大,所以决定采用两组单列轴承拼接的方式。根据轴承座孔的厚度,选用两个16mm(外径)×12mm(内径)×10mm(厚度)的轴承。
5.1.2 确定轴承类型。根据确定的轴承尺寸,对所要使用的轴承进行类型选定(见图3)。
滚针轴承,机械效率高,易起动;精度高,磨损小,使用寿命长,适用于径向压力较大且转速较低的设备。重量轻,径向尺寸更为缩小。缺点是振动及噪音较大。结合车间现场情况,确定选用滚针轴承。
5.2 改進限位块
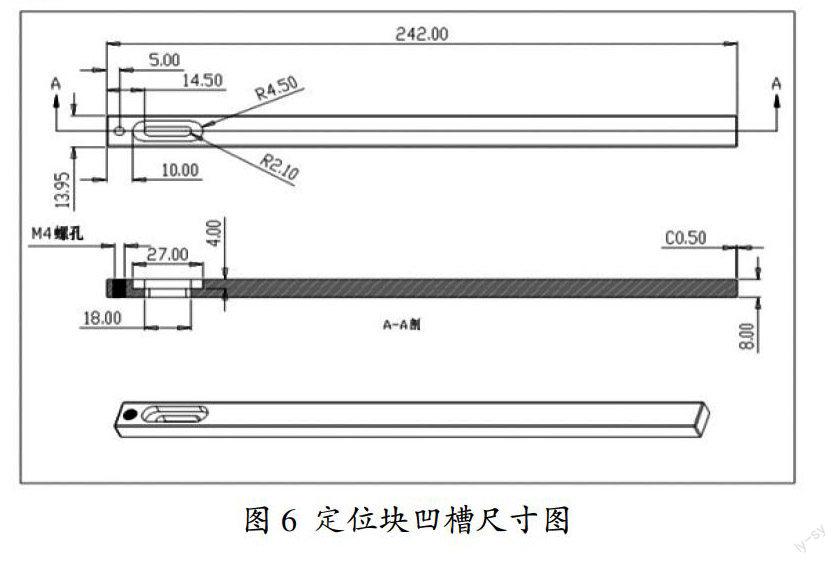
为了保证夹钳在夹取透明纸能对其实现准确定位、纠偏作用,同时为了降低对夹钳杆刚性的影响,小组决定离夹钳杆头10mm处开始铣槽(见图4)。
经过分析,综合以上测量结果,决定凹槽的相关尺寸如(见图5)。
6 效果验证
对各改进后的透明纸夹钳的打开幅度进行测量,通过对采集的几组数据进行统计分析来确认是否实现预定目标:
改进后,透明纸夹钳改进后平均打开幅度值为:8.52mm,能达到预期目标。
而对限位块进行改进后,调整限位块耗时最短1分钟,最长3分钟,平均耗时约2分钟,比调整条烟透明纸成型通道尺寸的方式节省90.9%的时间。
7 结束语
设备进行改善后,条烟的质量缺陷率得到降低,而且滚针轴承的可靠性和限位块调节的稳定性特点相结合,有效提高了设备的运行效率,同时也保证条烟质量的稳定。
参考文献
[1]ZB45型包装机组[M].中国科学技术出版社.
[2]YB955型盒外透明纸包装机使用说明书[M].上海烟草机械有限责任公司.
[3]张松林.轴承手册[M].江西科学技术出版社.
猜你喜欢
锻造与冲压(2024年5期)2024-03-27 08:01:08
哈尔滨轴承(2022年2期)2022-07-22 06:39:32
哈尔滨轴承(2022年1期)2022-05-23 13:13:24
锻压装备与制造技术(2022年1期)2022-03-24 13:22:58
中学生数理化·八年级物理人教版(2022年3期)2022-03-16 05:55:12
中学生数理化·八年级物理人教版(2022年3期)2022-03-16 05:55:04
哈尔滨轴承(2021年2期)2021-08-12 06:11:46
中学生数理化·八年级物理人教版(2021年3期)2021-07-22 03:19:00
哈尔滨轴承(2021年1期)2021-07-21 05:43:16
装备制造技术(2020年2期)2020-12-14 03:09:36