航空制造机器人现状与发展趋势*
2015-05-30 07:07清华大学机械工程系王国磊
航空制造技术 2015年10期
清华大学机械工程系 王国磊 吴 丹 陈 恳
利用工业机器人提高产品质量、节约劳动力、降低制造成本、升级企业生产模式、提高企业竞争力已经在制造企业成为共识。然而,航空产品制造与传统制造业有很大不同,其产品尺寸大、载荷重、材料特殊、结构复杂、性能指标精度高,其生产专用装备多、工装复杂、工艺流程多变、制造环境要求高,且具有多品种、小批量、设计制造并行等特点。因此,航空制造对工业机器人的结构、可靠性、开放性、运动精度和动态特性等核心性能提出了更高的要求。
近年来,国内航空制造企业纷纷通过成品采购、自主研制、与科研院所联合研制等手段在航空产品制造中引入工业机器人,并已经取得了较为丰硕的成果和长足的进步。本文在总结这些应用和成果的基础上,通过分析和梳理航空制造对工业机器人的需求和亟待解决的关键技术,对未来航空制造领域工业机器人的发展趋势进行探讨,旨在抛砖引玉,引发业内人士对该问题的广泛思考。
应用现状
1 自动化制孔与连接
传统手工制孔以风钻钻孔为主,存在孔位精度低、加工工序长、加工质量控制困难等缺点,因此制孔成为航空制造领域最早应用自动化技术的环节,制孔机器人已经广泛应用于波音、空客的生产线,从效果上来看,制孔效率可以达到人工的6~10倍。目前,国外已经有成熟的产品和专业制造商出现,例如美国Gemcor公司、EI公司、德国Broetje公司、西班牙的M. Torres公司等。
国内的自动化制孔应用还多限于零部件级别,在大部件、机身的自动化制孔方面相对滞后,因此目前各大航空制造企业都在积极推动大型数字化制孔设备的研发和工程应用。
机器人自动化制孔的关键技术包括[1-4]:
(1)制孔精度保证。现代飞机更加强调结构的长寿命、隐身性和互换性要求,对孔位精度、孔径精度和锪窝深度等要求越来越高,而传统的工业机器人定位精度最高能达到±0.3mm左右,无法满足高孔位精度的制孔要求。借助高精度测量设备引导末端执行器实现精确位置伺服、光视力觉多传感器的在线融合反馈控制、颤振抑制、动态误差补偿等都是提高制孔精度的关键技术。
(2)多功能末端执行器。为了满足制孔精度和表面质量要求,保证加工稳定性,并满足自动化制孔对刀具冷却润滑、切屑吸排、刀具磨损破损监控的要求,自动制孔系统的末端执行器需要具有高精度进给、压紧、法矢测量、锪窝深度控制、钻削轴向力检测、刀具微量润滑、吸排屑以及加工过程监控等功能。
(3)难加工材料制孔工艺技术。现代飞机大量采用的碳纤维复合材料和钛合金都属于典型的难加工材料,如何降低制孔时的颤振现象、消除叠层间隙、防止层间毛刺的进入、避免复合材料分层等是提高制孔质量的关键。
2 表面喷涂与精整
表面喷涂是现代飞机制造过程中最耗时的环节之一,例如一架空客A380飞机的待喷涂面积达3150m2,机身表面仅白色涂层的重量就接近500kg,需要约30名涂装人员工作超过10天才能完成一个架次的喷涂。另外,人工喷涂作业不但质量不稳定,还会对从业人员身体健康造成巨大伤害。相比之下,采用机器人进行自动化喷涂则在喷涂效率、喷涂一致性、安全环保等方面具有独到的优势。然而,由于航空产品大多尺寸庞大,远超常见工业机器人的工作空间,故需要经过专门设计、改造或集成的喷涂机器人,其技术复杂度较高,因此应用还不广泛,具有广阔的市场空间和发展前景。
目前国外最具代表性的成果是洛克希德·马丁公司为F-35战机研制的机器人飞机精整系统(Robotic Aircraft Finishing System,RAFS)[5],该系统由飞机定位系统、涂料输送系统、三坐标导轨、3个六轴喷涂机器人以及离线编程系统等组成,可完成F-35整个机身外表的自动化喷涂(图1)。国内近年来在自动化喷涂设备研制方面进展迅速。如清华大学机器人与自动化技术及装备研究室先后研制了一系列具有自主知识产权的超长特种喷涂机器人和大型多机器人喷涂系统,在喷涂机器人结构、控制、测量、软件、工艺和系统集成方面形成了一定的研究特色和技术优势(图2和图3),并已经取得了工程应用[6-8]。
机器人喷涂与精整的关键技术包括[9-11]:
(1)大型、复杂曲面喷涂作业规划技术。对于大尺寸航空产品,通常以成熟喷涂机器人作为基本喷涂单元,借助变位机构扩大机器人的运动范围,并对大型曲面进行分块,利用机器人逐一地进行喷涂。因此,需要对机器人工作空间分析、曲面最优分割、面块间喷涂轨迹搭接、机器人站位优化等关键问题进行研究。
(2)快速离线编程和运动仿真技术。航空产品单件、小批的生产模式使得喷涂机器人的作业对象经常发生变化,因此机器人离线编程的效率变得十分重要。基于数模的喷枪轨迹自动规划、自动干涉校验等技术是减少机器人生产准备时间的重要手段。

图1 应用于F-35战机的RAFS系统
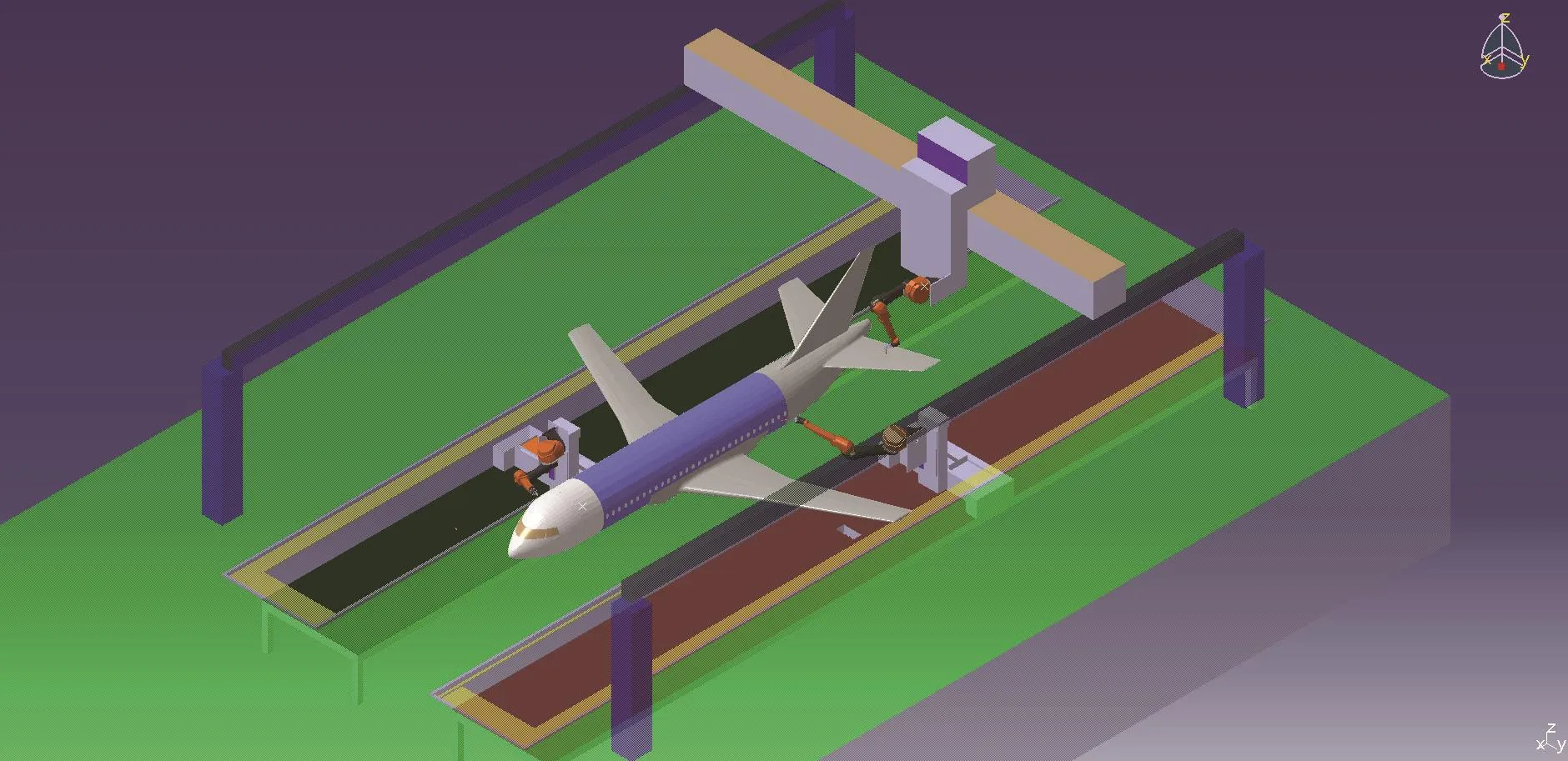
图2 清华大学研制的大型多机器人喷涂系统THPT-3

图3 清华大学研制的超长特种喷涂机器人THPT-1
(3)涂层厚度精确预测和控制。为获得良好的涂层均匀性,需事先进行大量、反复的喷涂试验,以确定喷涂轨迹和工艺参数。对涂层厚度分布影响因素的深入研究、建立更准确的喷枪模型、实现喷涂过程的数值模拟,对准确预测和控制涂层厚度、提高喷涂作业质量、减少产品的补喷/打磨次数具有非常重要的指导意义。
3 柔性装配
柔性装配的概念已经融入航空制造业,其中工业机器人技术是柔性装配中的主要设备之一。
目前,国外各大飞机制造公司均大量采用自动化对接装配系统来代替大型的固定装配型架,系统由计算机集成控制的自动化定位器、激光测量装置和电气硬件组成,同时还集成了多台工业机器人,负责在对接装配中辅助进行精确定位、装夹、连接、固定、检验等多种工作。例如,EI公司采用机器人在舱门装配中完成辅助定位工作(图4)。
这种集成了机器人、智能集成控制技术的对接平台系统大幅度提高了机体的装配质量,并且通用性强、柔性大,能够适应不同尺寸的机身、机翼结构,节省大量装配型架。
机器人装配系统的关键技术包括[12-13]:
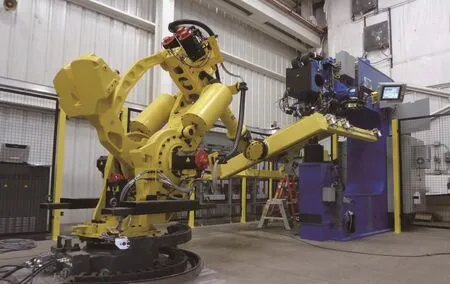
图4 EI公司的舱门装配辅助定位机器人
(1)虚拟仿真技术。飞机装配工位环境复杂、不宽敞,因此需要在作业前进行模拟仿真,避免实体装配时可能出现的干涉碰撞,节约时间,提高作业安全性。
(2)装配过程中的实时反馈。主要指位置反馈和力反馈,其中,位置反馈即利用视觉传感器实时监控被装配件与周边设备或装配母体之间的位置,以避免意外事故发生;而力反馈则是利用力传感器实时监控被装配件之间的接触状态,实现主动柔顺与被动柔顺装配。
(3)数字化装配生产线。将工业机器人进一步集成,形成一套较为完整的、可用于飞机部装或总装的数字化装配生产线,是现代飞机制造技术先进性的标志和闪亮的市场卖点。
4 测量与检测
在机器人末端加装测量头即可构成机器人检测系统。与传统检测系统相比,机器人检测系统具有灵活性好、重复精度高的特点,避免了传统传感器支撑轴过多的缺点,节省了大量空间和工作量。目前,机器人检测已应用于孔径测量、外形检测和无损探伤等方面(图5)。
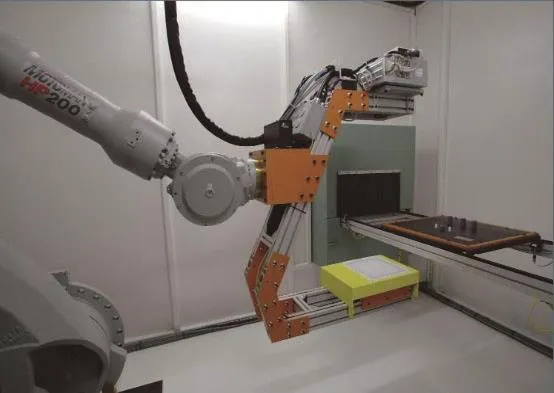
图5 X射线无损检测机器人
5 零部件搬运
作为飞机柔性装配系统中不可分割的一部分,机器人辅助移动平台可以极大地提高飞机部件的运输和装配效率。其应用主要有两种:一种是利用机器人实现大范围搬运,常见办法是在自动导引小车(Automated Guided Vehicle,AGV)或者气垫车上安装机器人手臂,借助巡线、室内GPS(indoor GPS, iGPS)等导航技术,迅速达到指定位置,准确抓取产品组部件运送并安放在目标位置点;一种是实现小范围内零部件的精确搬运和定位,常用方法是将高精度测量设备和工业机器人相结合,在夹持工件上设置关键测量点,用高精度测量设备对其运动状态、位姿进行监控,机器人按计算的运动轨迹将被装配工件移动到位,例如波音787的D-NOSE组件在钻铆机上就是采用机器人进行搬运的。
6 碳纤维复合材料加工
碳纤维复合材料的生产过程十分复杂,其编织、缝合、铺放、胶粘剂及密封剂涂层等工序非常适合机器人技术的应用。英国国家复合材料中心(National Composites Center,NCC)与GKN航空航天企业合作开发的双机械臂式自动纤维铺放系统,不仅比手工作业节约材料,同时也替代了龙门式工装,降低了投资成本。
碳纤维加工系统的研制关键在于具有快换功能的末端执行器,而且由于需要较大的工作空间、复杂的运动轨迹及高度的灵活性,往往采用冗余自由度机械臂[14]。
7 连接与切割
除了机械连接外,自动化连接还包括焊接和胶接,在这两种加工方式中,机器人技术也得到了广泛的应用[1]。
目前,点焊、弧焊、激光焊等焊接工艺均可利用机器人实现焊接自动化,在航空产品制造中焊接机器人已有成功应用,例如利用机器人完成发动机短舱上的焊接操作。摩擦搅拌焊等新焊接工艺的出现则为焊接机器人的发展提供了新动力。
航空制造业中还有大量的涂胶和注胶工作。采用机器人进行涂胶和点胶工作,可以显著提高效率,大幅降低成本。目前机器人涂胶技术正处于快速发展阶段,具有广泛的市场前景和发展潜力。
此外,飞机壁板修边等工序也出现了机器人的身影,与传统的手工修边或笨重的切边机相比,机器人能更高效、更便捷、更精准地完成零组件切边工作。火焰切割、等离子切割和激光切割等技术均可以实现机器人化。
综上所述,机器人技术已经深入到航空制造领域的方方面面,并且随着航空制造技术的不断进步,新的需求和应用不断呈现。
发展趋势
随着工业机器人在航空制造领域应用的逐渐深入,一些不足也开始呈现出来,例如作业规划和干涉碰撞检测的自动化程度低、定位标定和离线编程等生产准备时间长、对作业柔性和可拓展性考虑不足导致设备利用率不高等,在航空产品单件小批生产模式下有时无法体现出机器人的优势。
因此,未来航空制造领域的工业机器人需要更好地适应单件、小批生产模式下多变的任务需求、复杂的场地环境,提高定位及运动精度,缩短离线编程和生产准备时间,提高设备利用率等,真正发挥出机器人的优势和特点。下列技术将成为共性的关键使能技术[15-17]。
(1)高精度测量定位技术。工业机器人的重复定位精度高而绝对定位精度低,无法满足飞机数字化装配中绝对定位精度要求,因此需要高精度测量装置引导机器人末端执行器实现运动轨迹的伺服控制。目前来看,大范围测量主要使用激光跟踪仪和iGPS等,局部测量中单目视觉、双目视觉、手眼视觉、激光测距传感器等各有所长,在某些特殊场合下,声觉、力觉传感器也有用武之地。可以预见的是,多传感器信息融合技术必将得到进一步发展。
(2)末端精度补偿技术。机器人末端精度受运动学插补、机器人负载、刚度、机械间隙、刀具磨损、热效应等多种因素的影响,因此除了采用高精度的测量仪器外,建立定位误差模型和补偿算法也是提高定位精度的重要手段。为此,需要对机器人的关节刚度、位置误差、温度引起的变形等进行参数辨识,获得误差模型或误差矩阵,进而通过精度补偿算法对末端执行器的定位提供伺服修正。
(3)智能规划技术。机器人是自动化的载体,无论是钻孔、喷涂、焊接、切割、装配还是涂胶、点胶,最终都依靠机器人末端严格按照预定轨迹运动完成作业,因此轨迹规划的结果直接影响机器人的工作效能和效率,而轨迹规划的效率和自动化程度则直接影响生产准备时间。在对工艺深入了解的基础上,实现自动路径规划、机器人轨迹优化、自动干涉校验、工艺参数与过程优化是一个重要的研究方向。
为了提高机器人的智能化程度,诸如专家系统、模糊系统、进化计算、群计算、机器学习、神经网络等人工智能方法将被大量引入,而图像识别、语音识别、语音合成、自然语言理解等技术也会被广泛应用于增加、改良人机交互方式。此外,云计算、大数据等技术的快速发展,资源共享、知识共享、数据挖掘等理念为提高机器人的分析、决策和协作能力提供了新的思路。
(4)机器人控制技术。由于工业机器人是一个非线性、多变量的控制对象,结合位置、力矩、力、视觉等信息反馈,柔顺控制、力位混合控制、视觉伺服控制等方法得到了大量应用和研究,面对高速度、高精度、重载荷的作业需求,机器人的控制方法仍将是研究重点。
(5)机器人本体结构创新设计。由于航空产品结构的特殊性,传统的工业机器人有时无法满足需求,随着机器人技术在航空制造领域的逐渐深入,对专用、特种、非标机器人的需求越来越多,这意味着需要针对具体任务进行本体结构的创新设计,扩大机器人的应用领域。
(6)可重构柔性加工单元技术。在飞机的制造和装配中,工装型架数量多、尺寸大、种类多,是一笔很大的开销。未来的工装将采用模块化设计,通过移动各种动态模块改变工装格局,适应不同尺寸和类型的产品。空客公司正在研制的“无型架数字化装配技术中心”就是该理念的产物,该中心是一个软、硬件相结合的装配工作站,融合了一体化数字工装和各项装配、调整、检测技术,可大大提高飞机装配效率。
(7)数字化制造体系支持技术。在以基于模型定义(Model Based Definition, MBD)为核心的数字化工艺设计和产品制造模式下,由三维设计数模分别派生出的三维工艺数模、工装数模和检验数模成为机器人作业规划和离线编程的依据,因此基于三维数模的作业规划、基于轻量化模型的装配过程可视化、基于MBD的数字化检测和基于MBD的集成数据管理功能不可或缺。此外,未来的机器人离线编程和控制系统需要更加开放,包括支持标准三维数据格式、提供标准化的数据访问接口、与制造信息化系统互联等。
伴随着这些关键技术的突破和进步,未来的航空制造机器人将向智能化、柔性化、灵巧化、协作化的方向发展,以适应航空制造业日新月异的发展和不断涌现的新需求:
(1)智能化。现有工业机器人需要通过人工示教或离线编程才能执行作业。提高定位标定、作业规划和碰撞检测的智能程度,以缩短生产准备时间,是未来工业机器人的一个重要发展方向,人们甚至希望未来的机器人能够对自身的行为进行实时规划和控制,独立自主地完成工作,而不是仅仅局限于动作重复。
(2)柔性化。传统工业机器人追求速度和精度,其重量大、体积大、功耗大、刚性大,但在某些特殊场合下,具有关节力反馈能力和关节柔性的轻质机器人因其自重小、低功耗、较高负载/自重比和具备柔顺控制能力等特点更具优势。
(3)灵巧化。航空制造经常需要在复杂、隐蔽的产品空间内部进行作业,比如飞机壁板内部的监测、标准件紧固及密封,以及进气道的测量、安装、喷涂、检验等,关节式冗余自由度机器人因其工作空间大、灵活性高等特点而呈现出良好前景(图6)。
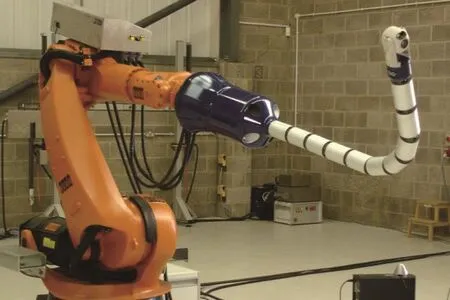
图6 高度灵活的Snake Arm机器人
在行走机构方面,工业机器人大多采用轨道结构,占用工作空间和地面大,厂房投入和维护成本高。在轮式或履带式移动平台上安装工业机器人,从而达到围绕零件移动制造的目的不失为一种更经济的办法。利用真空吸附装置等实现工件表面攀附的爬行机器人也值得关注。
(4)协作化。双臂或多臂机器人越来越受到国内外众多科研机构的高度重视,ABB、KUKA、YASKAWA等国际知名机器人制造商纷纷开展了相关产品的研制,目前已经有利用双臂协调机器人进行航空复合材料自动铺放的报道。
另外,尽管机器人技术的发展日新月异,但毕竟不可能完全取代人,将机器人集成到生产中,使机器人与人并肩工作,消除人机之间的防护隔离,将人从简单枯燥的工作中解放出来,进而从事更有附加值的工作,一直是人们心目中最理想和最具吸引力的航空制造模式。2012年底,德国、奥地利、西班牙等国家在欧盟第七框架计划“未来工厂”项目的资助下联合发起VALERI计划,其目的就是实现机器人先进识别和人机协同操作。空客也在其飞机组装的未来探索(FUTURASSY)项目中做出了大胆尝试,将日本川田工业株式会社研制的人型双臂机器人应用于A380方向舵组装工作站,与普通人类员工一起进行铆接工作(图7)。

图7 未来人机协作雏形
结束语
我国航空制造业正处于高速发展阶段,新材料、新工艺的不断出现和高质量、低成本、柔性化制造的需求使得企业迫切需要技术和设备升级改造,因此非常期待工业机器人技术的进一步发展,同时机器人技术与基础理论研究的进步也为工业机器人在航空制造业得到青睐提供了机遇。可以预见的是,在我国大力发展航空技术的时代背景下,工业机器人必将在航空制造领域发挥更大的作用。
[1] 毕树生,梁杰,战强,等.机器人技术在航空工业中的应用.航空制造技术,2009(4):34-39.
[2] 冯晓波.机器人准确制孔技术研究[D].杭州:浙江大学,2011.
[3] Atkinson J, Hartmann J. Robotic drilling system for 737 aileron. SAE Technical Paper 2007-01-3821, 2007.
[4] Russ D. ONCE (one sided cell end effector) Robotic drilling system. SAE Technical Paper 2002-01-2626, 2002.
[5] Seegmiller N A, Bailiff J A, Franks R K. Precision robotic coating application and thickness control optimization for F-35 final finishes. SAE International Journal of Aerospace,2010,2(1):284-290.
[6] 王朝晖, 陈恳, 吴聊, 等 . 面向飞机表面喷涂的多层次控制程序结构. 航空学报,2013,34(4):928-935.
[7] 缪东晶,王国磊,吴聊,等.自由曲面均匀喷涂的机器人轨迹规划方法.清华大学学报(自然科学版),2013,53(10):1418-1423.
[8] 陈雁, 邵君奕,张传清, 等 . 复杂管道喷涂系统研制. 机械设计与制造, 2009(11):1-3.
[9] 陈雁,邵君奕,张传清,等.喷涂机器人自动轨迹规划研究进展与展望.机械设计与制造,2010,2(2):149-151.
[10] Sheng W, Chen H, Xi N, et al.Tool path planning for compound surfaces in spray forming processes. IEEE Transactions on Automation Science and Engineering, 2005,2(3): 240-249.
[11] 张永贵. 喷漆机器人若干关键技术研究[D]. 西安: 西安理工大学, 2008.
[12] 邹方.飞机装配迎来机器人时代.航空制造技术,2009(24):34-37.
[13] 秦瑞祥,邹冀华.工业机器人在飞机数字化装配中的应用. 航空制造技术,2010(23):104-108.
[14] 安鲁陵,许斌.复合材料纤维铺放自动编程技术研究. 工程设计学报,2005,12(2):80-84.
[15] 赵杰. 我国工业机器人发展现状与面临的挑战. 航空制造技术,2012(12):26-29.
[16] 冯华山,秦现生,王润孝. 航空航天制造领域工业机器人发展趋势. 航空制造技术,2013(19):32-37.
[17] 余志强,陈嵩,孙炜,等.基于MBD的三维数模在飞机制造过程中的应用. 航空制造技术,2009(25):82-85.
猜你喜欢
趣味(作文与阅读)(2021年11期)2021-03-09
趣味(语文)(2021年11期)2021-03-09
装备制造技术(2020年2期)2020-12-14
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年3期)2017-06-23
IT时代周刊(2015年7期)2015-11-11
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07