齿形轴类件冷体积成形研究现状及发展趋势
2015-05-25 00:29李永堂巨丽牛婷宋建丽刘志奇
太原科技大学学报 2015年3期
李永堂,巨丽,牛婷,宋建丽,刘志奇
(1.太原科技大学材料科学与工程学院,太原 030024;2.金属材料成形理论与技术山西省重点实验室,太原 030024)
齿形轴类件冷体积成形研究现状及发展趋势
李永堂,巨丽,牛婷,宋建丽,刘志奇
(1.太原科技大学材料科学与工程学院,太原 030024;2.金属材料成形理论与技术山西省重点实验室,太原 030024)
齿形轴类零件是各种机械装备中传动和承载的关键零部件,传统的机械加工制造方法浪费材料、机械性能和表面质量差、生产效率低,采用冷体积精密成形工艺可以克服上述缺点。本文分析了齿形轴类零件各种加工成形工艺;介绍了冷体积成形技术的原理、特点、研究现状和发展趋势;重点探讨了齿形轴类零件冷敲精密成形工艺原理、技术特点和装备研发的最新进展,以利于这种高效少无切削工艺和装备的推广应用。
齿形轴类件;冷体积成形;塑性成形;成形装备
齿形轴类零件如花键轴和汽车离合器齿毂等是装备制造业和工业领域典型的传动、承载关键机械零件,品种多,用量大,广泛应用于机械、汽车、电力、船舶、航空、航天和装备制造等行业。随着我国高端装备制造业的发展,对齿形轴类零件的加工精度和机械性能提出了更高的要求。传统的齿形轴类件的生产主要采用插齿、滚齿和铣削等切削加工技术。这种机械加工方法存在效率低、材料浪费严重、零件生产成本高等缺点,尤其是由于纤维被切断造成了表面质量和机械性能差,因而无法满足国防工业等高端装备制造的需求[1-3]。
随着科学技术的发展,各种新的加工和成形方法不断涌现。在轴类零件批量生产方面,无切削加工的冷体积成形技术得到了快速发展[4-9],例如螺纹、花键类零件的冷搓成形和冷滚压成形技术由于具有生产率高、制件表面质量和机械性能好等优点,因而得到了越来越广泛的应用。然而用冷搓和冷滚压成形方法,只能生产模数小于1.5的花键轴和螺纹轴类零件。对于较大模数花键和汽车离合器齿毂等其他齿形轴类零件的来说,冷敲成形技术作为一种新的成形加工方法,由于具有高效、低成本,制件精度高、质量好等优点,越来越受到科学技术人员的关注和研究。本文综合分析和论述了冷滚压、冷搓成形理论、工艺和装备的发展研究现状,重点探讨了大模数花键等齿形轴类零件冷敲成形工艺和装备研发的最新进展,以利于推动和促进这种新工艺和装备的推广应用。
1 齿形轴类零件切削加工技术
传统的齿形轴类零件加工方法是采用切削加工工艺。切削加工工艺通过去除金属,获得零件形状,主要包括插齿加工、滚齿加工和铣削加工等。插齿加工时所用插刀的模数与压力角和被加工工件是相同的,插刀沿工件轴线方向做往复切削运动,同时插刀与工件按恒定的传动比做范成运动。为了防止插刀在退刀时擦伤已切好的齿面,工件与刀具之间还要有让刀运动。滚齿加工利用滚刀在工件表面去除金属,加工过程中滚刀转动时,一方面要产生切削运动,一方面又类似于齿条在移动,与工件的轴向旋转一起构成范成运动。铣削加工也属于仿形法加工范畴,在加工过程中,利用剖面形状与花键的齿槽形状完全相同的铣刀依次铣出花键槽。加工完一个齿槽后,使分度头将齿坯转过360°/z,再铣出下一个齿槽,依次加工出整个花键轴。为了提高利用切削方法加工的齿形轴类零件的表面精度和质量,切削加工的工件齿形表面往往还需要经过磨削或滚压加工[10]。
利用切削加工技术生产齿形轴类零件,加工效率低、生产周期长、成本高,在加工过程中去大量的金属被切除,造成了材料的浪费,所制造的零件由于切断了金属纤维,导致了零件的表面质量和机械性能差,不能满足航空航天、国防工业和高端装备制造等对高性能齿形轴类件的需求,因此研究、开发新型高效、优质、高精度、高效率、节能节材的齿形轴类零件的先进制造工艺与装备具有重要的理论意义与实用价值。
2 花键轴类零件冷滚压成形技术
随着科学技术的发展和高性能零件与装备制造要求的不断提高,利用先进的冷体积塑性精密成形工艺与技术加工制造齿形轴类零件,已被科研人员高度关注,成为高性能零件制造的重点研究方向。冷体积塑性成形是指在外力作用下,金属材料在其再结晶温度以下发生塑性变形,同时产生加工硬化现象,但不出现回复及再结晶现象的成形工艺。应用冷体积精密塑性成形工艺可直接成形出齿形轴类零件,不需要再经过切削加工,具有精密、高效、绿色和节能等突出优点。由于齿形表面是通过直接压力成形,因此工件的表面精度和机械性能显著的提高,可以满足航空航天、国防工业以及高端装备制造的需求。
花键轴类零件冷体积塑性成形技术是在常温状态下,利用金属的塑性通过对工件整体或局部连续加载使毛坯发生塑性变形,从而得到所需要的成形零件。近年来研究开发的技术有冷挤压成形、冷搓成形和冷滚压成形等工艺。
花键轴冷挤压成形是利用模具,通过压力作用使材料产生塑性变形,从而获得所需形状和尺寸的花键轴。由于在挤压过程中,部分金属产生轴向流动,所以成形的工件容易产生局部镦粗现象;另外冷挤压成形花键的精度主要靠模具保证,所以模具的磨损比较严重,寿命低,增加了生产成本。
花键轴冷搓成形工艺是将被加工工件放置在上下两个齿条形式的滚轧板之间,在外载荷作用下,上下滚轧板做同步、反向交错运动,工件随之转动并产生塑性变形,逐步获得所需形状和尺寸的花键轴。用该方法加工的花键表面精度可达到Ra0.4,可以加工小模数近轴肩花键。但是由于受工艺条件的限制,该方法只能加工直径较小的小模数花键。此外该工艺两齿条的同步性精度要求高,设备比较复杂,制造成本高。
花键轴类零件冷滚压成形原理是将冷搓成形的齿条模具改为圆柱形滚轮模具,利用工件和滚压轮的啮合对滚运动和加载来实现工件的成形。在冷滚压机的两个传动主轴上,分别安装具有相同参数和相同齿形的两滚轮模具。两滚压轮做同方向,同步旋转,一轴或两轴同时以均匀的速度做径向进给运动并施加载荷。通过滚轮与工件接触产生的摩擦力矩,带动工件同步旋转,在外载荷作用下发生塑性变形,使工件形成与滚轮模具相同的齿形,生产出所要求齿廓形状的花键轴。
由于冷滚压成形技术具有高效、节材、制件机械性能和表面质量好等优点,因此受到了国内外学者和工业界的关注和重视。在冷滚压装备研发方面,美国肯尼福集团公司(KINEFAC CORPORATION)和德国宝飞螺技术有限公司(Profiroll)具有领先水平,我国一些汽车零部件企业也引进了一些国外产品。随着我国科学技术的不断发展,国内自主研发的冷滚压机的技术水平不断提高。青岛生建机械厂研发和生产了系列数控冷滚压机,其技术指标达到了国外同类产品的先进水平。由于具有价格优势,因此市场占有份额不断增加。
在冷滚压成形理论与工艺研究方面,德国学者R.Neugebauer等研究了板式和滚轮式模具冷滚压成形累计误差和提高精度方法[11];美国密西根大学的Amir A.Kamouneh等利用有限元分析软件对齿形零件冷滚压成形过程进行了数值模拟,预测了成形件的硬度分布[12];郑昆等利用有限元分析软件,对小模数花键轴的成形过程进行了模态分析和动态响应分析[13];青岛生建机械厂的研究人员对冷滚压加工精度和螺纹、花键等零件成形工艺进行了实验研究;在国家自然科学基金等项目的支持下,太原科技大学对花键、螺纹类零件冷滚压成形过程金属变形机理、冷滚压成形工艺与装备进行了系统深入的研究,建立了花键冷滚压成形坯料直径的计算方法和计算公式,提出了冷滚压成形过程滚压接触面积的计算方法,分析了花键几何参数对滚压力等工艺参数和滚压机设备参数的影响,利用有限元分析软件建立了冷滚压过程中三维有限元模型,对花键冷滚压成形过程进行了有限元数值模拟,揭示了花键冷滚压成形过程中等效应力、等效应变的分布和金属流动规律[14-18];国内外这些有关冷滚压理论和工艺方面的研究成果,有助于促进这种先进的少无切削技术的发展和推广应用。
3 齿形轴类零件冷敲成形技术
花键类零件冷滚压成形、冷搓成形工艺和技术大大提高了生产效率,节约了原材料,改善了制件的机械性能、精度和表面质量,更好地满足了航空航天和国防工业等对高性能、高精度制造的要求。然而对于大模数花键和离合器轮毂等齿形轴类零件的生产,上述工艺技术存在局限性。而冷敲成形工艺则是生产这类零件的先进和高效的技术。
齿形轴类件冷敲成形是在室温状态下依靠材料的塑性成形原理,通过工件的间歇旋转与滚打轮的连续旋转在工件的表面进行高速敲击,迫使制件表面金属流动形成局部变形,从而在连续运动中产生累积效应,最终成形要求的齿形形状,成形原理如图1所示。两滚打轮分别由两旋转主轴带动同步反向高速旋转(B轴),两滚打轮为偏心旋转,同时由于滚打轮与工件的摩擦力作用使滚打轮做自转运动,其模具齿形与被加工工件相对应。滚打轮两次敲击间隙,工件主轴完成精确旋转分度。并通过带滚打轮的旋转主轴的径向运动和工件主轴的轴向进给运动(Z轴),直至完成整个工件的成形加工。
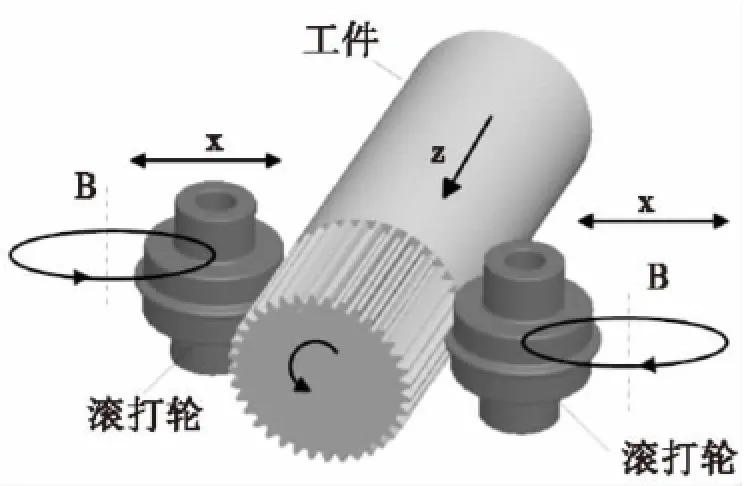
图1 冷敲成形原理Fig.1 Principle of cold strike forming
由于冷敲成形工艺加工的工件纤维组织不被破坏和塑形加工过程的冷作硬化效应,工件齿面强度及耐磨性相对切削加工有很大的提高,表面质量可达到Ra0.4;增强了零件机械性能,抗拉强度可提高15%左右,产品寿命可提高2~3倍;相对于传统加工方法,花键冷敲成形技术可提高效率20~30倍,节约材料15%~30%.特别适合于大模数花键、汽车离合器齿毂等齿形轴类件的批量生产。
正因为冷敲成形技术具有传统的切削加工方法无可比拟的优点,引起了国内外学者和工程技术人员的关注和研究。Krapfenbauer.H和Ernst Grob首创了齿形件的冷敲技术,并创立了冷敲成形花键和齿轮的GROB公司。Ernst Grob对花键冷敲设备的滚打轮结构设计及冷敲机设计中应注意的问题进行了研究和论述[19],Krapfenbauer.H对用冷敲成形工艺加工内、外花键分别进行了探讨[20]。Lange.K等基于滑移线理论和有限元等方法对冷敲过程的塑形变形建立了仿真模型,可用于冷敲成形过程的成形力及工件的应力应变值的计算[21-22]。国内在冷敲成形方面的研究起步较晚,葛便京等人对滚打轮设计做过相关研究[23]。河南科技大学崔凤奎教授对冷敲成形过程滚打轮和工件的运动关系,以及冷敲过程的金属流动变形等进行了研究和探讨[24-25]。西安理工大学李言教授等对用冷敲成形工艺加工丝杠的金属变形过程进行了分析和仿真[26-27]。但由于没有专用的冷敲机床,上述学者的实验研究只能依赖自制的简易装置或改进后的数控机床来完成[28]。太原科技大学在花键等轴类件冷滚压成形理论、工艺和装备的研究与开发的基础上,近年来在国家自然科学基金和山西省科技重大专项的支持下,对大模数花键冷敲精密成形理论、工艺和装备进行了研究[29]。
一种新工艺的应用与推广,必然要靠相应的新装备来完成。因此齿形轴类零件冷敲成形装备的研究与开发,就成为实现这种新工艺和制约这种新工艺发展的瓶颈和关键。在冷敲成形机的研究与开发方面,瑞士的GROB公司对花键冷敲技术与装备研究比较早,技术成熟。该公司生产出的花键冷敲设备,可用于复杂零件的成形加工。美国肯尼福集团公司(KINEFAC CORPORATION)和德国宝飞螺技术有限公司(Profiroll)也都在生产专用的冷敲设备。然而国外公司对我国实行技术封锁,进口的设备价格昂贵(单台设备价格在1 000万元以上),极大地制约了这种新工艺在我国的应用和推广[30]。
为了进一步推动高效、节材和高性能制造的冷敲成形工艺与技术的推广应用,国内外学者和工程技术人员正在不断地探索和研究。目前的主要研究领域和研究方向有:
(1)对齿形轴类零件冷敲精确成形工艺进行理论分析,探讨零件成形过程中应力、应变和金属流动规律,研究和确定大模数花键等典型轴类件冷敲成形工艺参数,揭示齿形轴类零件冷敲成形工艺参数与冷敲装备参数关系和影响规律。
(2)通过冷敲成形工艺分析,提出和研究冷敲机结构原理和主要设备参数,通过冷敲机运动学分析、建模和仿真,探索冷敲机各种运动构件和各工作主轴传动之间的匹配关系及其运行规律。
(3)通过对大模数花键等零件冷敲成形过程金属变形分析,研究冷敲机工作过程动态载荷及其变化规律,分析冷敲机打击力、接触力和接触力刚度及其变化规律,通过对冷敲机工作过程进行模态、应力和结构刚度分析,探讨冷敲机及其工作机构的结构刚度对零件成形精度的影响,提出成形精度控制和补偿方法。
(4)分析冷敲成形工艺要求和设备特点,探讨滚打轮高速旋转、径向进给、工件旋转分度和工件轴向进给的匹配关系,研究和设计工件轴精确旋转分度机构,实现主轴运动、滚打轮高速旋转敲击和工件间歇分度高精度同步传动与控制,研究大惯性、大质量、高速度传动与控制的机电耦合时滞非线性系统,提高传动与控制精度。
4 结论
与传统的切削加工工艺相比,轴类零件冷体积成形技术具有生产率大大提高、节约材料、制件机械性能好、尺寸精度和表面质量高等优点。围绕轴类件冷滚压、冷搓成形工艺金属变形机理、材料强化机制和工艺装备的自动控制等方面,国内为学者开展了进一步深入的研究,必将有助于这种新技术的推广应用。
齿形轴类零件冷敲成形作为一种先进成形技术,具有广阔的应用前景。通过对该工艺进行深入的理论研究和对冷敲机进行运动学和动力学分析,突破滚打轮高速旋转敲击与工件轴间歇分度高精度同步协调控制等关键技术,开发出国产齿形轴类零件精确成形冷敲机,完善冷敲成形理论和工艺水平,对于促进齿形轴类件冷敲成形新工艺的推广应用,提高我国航空航天和国防工业等高端装备制造水平,实现高效、低碳、节材、绿色和高性能制造,具有重要意义。
[1]JESWIET J,GEIGER M,ENGEL U,et al.Metal forming progress since 2000[J].CIRP Journal of Manufacturing Science and Technology,2008,1(1):2-17.
[2]KLEPIKOV V V,BODROV A N.Precise shaping of splined shafts in automobile manufacturing[J].Russian Engineering Research,2003,23(12):37-40.
[3]AMIRKHANLOU S.High-strength and highly-uniform composites produced by compocasting and cold rolling processes[J].Materials and Design,2011,32(4):2085-2090.
[4]韩凤磷.渐开线花键冷滚轧工艺及设备研究[D].秦皇岛:燕山大学,2005.
[5]刘志奇.花键轴冷滚压精密成形理论与实验研究[D].兰州:兰州理工大学,2012.
[6]宋建丽,刘志奇,李永堂.轴类零件冷滚压精密成形理论与技术[M].北京:国防出版社,2013.
[7]崔凤奎,李言,周彦伟等.渐开线花键轴冷滚扎工艺试验[J].农业机械学报,2006,37(12):189-192.
[8]黄朝晖,付沛福.方花键轴开模冷挤压的模具设计及工艺试验研究[J].锻压技术,1999,24(5):51-53.
[9]张风宽,门连通.渐开线齿外花键开式冷挤压的理论模型与工艺参数的研究[J].锻压装备与制造技术,2006,41(3): 95-97.
[10]牛婷.大模数花键冷敲成形设备研究[D].太原:太原科技大学,2013.
[11]NEUGEBAUER R,PUTZ M,HELLFRITZSCH U.Improved Process Design and Quality for Gear Manufacturing with Flat and Round Rolling[J].Annals of the CIRP,2007,56(1):307-312.
[12]KAMOUNEH AMIR A,JUN NIA.Investigation of Work Hardening of Flat-Rolled Helical-Involute Gears through Grain-FlowAnalysis,FE-Modeling,and Strain Signature[J]International Journal of Machine Tools&Manufacture,2007,47:1285-1291.
[13]郑昆,蔡安江,贾爽.基于ANSYS的小模数花键轴动态特性分析[J].机械传动,2011,35(4):44-46.
[14]张大伟.花键冷滚压工艺理论研究[D].太原:太原科技大学,2007.
[15]齐会萍.螺纹冷滚压理论与工艺参数研究[D].太原:太原科技大学,2007.
[16]张兴旺.花键冷滚压工艺与实验研究[D].太原:太原科技大学,2009.
[17]李永堂,张大伟,付建华,宋建丽.外花键冷滚压成形过程单位平均压力[J].中国机械工程,2007(24):2977-2980.
[18]ZHANG DAWEI,LI YONGTANG,FU JIANHUA.Rolling Force and Rolling Moment in Spline Cold Rolling Using Slip-Line Field Method.Chinse Journal of Mechanical Engineering[J],2009,22(5):688-695.
[19]ERNST GROB,KRAPFENBAUER H.Roller head for cold rolling of splined shafts or gears[P].United States,3818735,1973.
[20]KRAPFENBAUER H.New methods to cold roll splines on hollow blanks[J].european production engineering,1994,1(9):39-41.
[21]LANGE K,KURZ N.Basic research on cold rolling of involute spline and gears metals congress[C]∥Detoit:1984:16-20.
[22]SILVA M B,ATKINS A G,BAY N.Single point incremental forming&formability/failure diagrams[J].Journal of Strain A-nalysis for Engineering Design,2008,43(1):15-36.
[23]葛便京,杨有亮.渐开线花键轴冷滚打轮的设计[J].工具技术,1998(1):24-26.
[24]崔凤奎.高速精密冷滚打成形技术研究[D].西安理工大学,2007.
[25]孙娟,徐永福,胡向军,等.冷滚打花键动力学分析与仿真[J].机械设计与制造,2009(4):196-199.
[26]李言,杨明顺,李玢,等.丝杠冷滚打成形动力学仿真及分析[J].西安理工大学学报,2009,25(4):383-387.
[27]张璐,杨明顺,李言,等.高速冷滚打过程变形力解析方法及其修正[J].塑形工程学报,2011,18(5):1-7.
[28]崔凤奎,朱文娟,王晓强,等.高速冷滚打成形技术研究现状与发展趋势[J].河南理工大学学报,2012,31(2):191-195.
[29]雷尚军.花键冷敲成形理论与仿真研究[D].太原:太原科技大学,2013.
[30]赵松渤,刘春祥.花键冷敲工艺及设备[J].现代制造技术与装备,2013(4):47-48.
Research Status and Development Trend on Cold Forming of Tooth-like Shaft Parts
LI Yong-tang,JU Li,NIU Ting,SONG Jian-li,LIU Zhi-qi
(1.School of Material Science and Engineering,Taiyuan University of Science and Technology,Taiyuan 030024,China;2.Shanxi Key Laboratory of Metallic Materials Forming Theory and Technology,Taiyuan 030024,China)
Tooth-like shaft part is an important driving and load carrying element in various equipments.Traditional manufacturing methods used for these parts expose some disadvantages such as wasting materials,low production efficiency,poor mechanical behavior and surface quality.But these shortcomings could be overcome by cold accurate forming technology.In this paper,various methods used for manufacturing tooth-like shaft parts are analyzed.The principle,characteristic,research status and development trend of cold accurate forming technology are introduced.The process principles,technical features and new equipment development of cold striking technology for tooth-like shaft parts are mainly investigated.All of these are beneficial for the application of such advanced technology.
tooth-like shaft parts,cold forming,metal forming,forming machine
TG386
B
10.3969/j.issn.1673-2057.2015.03.001
1673-2057(2015)03-0165-05
2015-01-20
国家自然科学基金(51275331,51475316);山西省科技重大专项(20111101034);高等学校博士学科点专项科研基金(20131415110001);山西省自然科学基金(2013011022-1)
李永堂(1957-),男,教授,博士生导师,主要研究方向为金属塑性成形工艺与设备。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
化工管理(2021年7期)2021-05-13
装备制造技术(2020年1期)2020-12-25
看世界·学术下半月(2020年6期)2020-09-10
汽车实用技术(2019年21期)2019-11-22
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年8期)2017-11-27
风能(2016年9期)2016-12-21
制造技术与机床(2015年10期)2015-04-09