热焊法对工程常用土工膜焊缝质量的影响
2015-05-24 01:49郑澄锋杨明昌耿之周
中国水利水电科学研究院学报 2015年3期
郑澄锋,杨明昌,耿之周
(南京水利科学研究院 岩土工程研究所,江苏 南京 210024)
热焊法对工程常用土工膜焊缝质量的影响
郑澄锋,杨明昌,耿之周
(南京水利科学研究院 岩土工程研究所,江苏 南京 210024)
土工膜焊缝剥离强度和剪切强度是整个防渗结构可靠性保障的关键因素之一。为了得到热焊法对土工膜焊缝质量的影响,本文选择7种不同厚度的工程常用的HDPE土工膜在不同充气时间和充气压强条件下进行焊缝剥离试验和剪切试验。试验结果表明:在土工膜热焊法接缝条件下,热焊法的土工膜焊缝接缝质量稳定,接缝效率1最大为0.99,最小为0.85;接缝效率2最大为0.86,最小为0.37;接缝效率1在薄膜区0.25~0.75mm范围内受压强影响相对较大且成反比,受时间影响很小;土工膜在0.75~2.0mm范围内大小相近;土工膜焊缝效率2随着充气时间和充气压力均成反比,且在薄膜区0.25~1.00 mm范围受影响较大,在厚膜1.00~2.00 mm范围内影响很小。
土工膜焊缝;剥离强度;剪切强度;接缝效率
1 研究背景
土工膜是一类由高分子聚合物制成的工程防渗材料,已经广泛应用于防渗工程当中。其在防洪抢险工程中的大量应用及其成效,引起了广大工程技术人员的高度重视。在工程中,土工膜焊接质量与焊缝力学性能是整个防渗结构可靠性保障的关键控制点。张光伟等[1]仅针对高密度聚乙烯复合土工膜原材展开室内测试与评价,没有涉及到接缝的相关测试分析。束一鸣等[2-3]对土工膜焊接和胶接等拼接工艺进行了室内和现场试验研究,并结合实际工程对常用的PE和PVC土工膜的焊接、黏结、槽中拼接、周边锚固、顶部连接及铺设工艺进行系统研究和总结[4]。关于施工工艺对膜的力学特性研究方面,束一鸣等[5]结合实际工程采用的防渗膜对不同环境温度和焊接温度下土工膜焊接焊缝进行了研究,通过拉伸和剥离试验,得到了环境温度与优化焊接温度之间的关系曲线;国外,Rollin等[6]评价了现有的现场焊接技术的优劣;Peggs等[7]讨论了不同焊接工艺对土工膜耐久性的影响;Curran等[8]评价了焊缝对土工膜耐久性和抗拉强度的影响。
目前土工膜接缝连接方式应符合《聚乙烯(PE)土工膜防渗工程技术规范》(SL/T231-98)的要求。连接方法有:搭接,搭接宽度宜大于15 cm(但是防渗效果不是很好);热焊,焊缝搭接宽度不小于5 cm(不推荐胶接,长时间水浸泡易开胶,防渗效果差)。故而,工程上接缝连接方式常采用热焊法。为分析其强度效果如何,本文对不同土工膜进行热焊法连接,对其接缝进行试验,分析了热焊法对土工膜焊缝质量的影响效果。
2 试验方案
(1)分别选择厚度为0.25 mm、0.35 mm、0.5 mm、0.75 mm、1.00 mm、1.50 mm、2.00 mm等7种不同厚度的HDPE土工膜作为试验材料。
(2)将土工膜焊缝进行充气试验,选取五种试验组:①充气压力0.1 MPa,充气时间3 min;②充气压力0.1 MPa,充气时间10 min;③充气压力0.2 MPa,充气时间3 min;④充气压力0.2 MPa,充气时间10 min;⑤无充气状态。
(3)将HDPE土工膜母材进行拉伸试验,取得其屈服强度。对所有试验组HDPE土工膜焊缝进行剪切试验和剥离试验,得到其剪切强度和剥离强度。
(4)对焊缝的接缝效率做如下定义:接缝效率1=焊缝剪切强度/原材屈服强度;接缝效率2=焊缝剥离强度/原材屈服强度。
3 试验材料制作及原理方法
土工膜拼接采用自动爬行焊接机热熔焊接,由于焊接时气温会有变化,因此根据气温和焊接面情况对焊接温度和焊接机行走速度随时进行调整。本次试验焊缝制作时温度控制在250~450℃,行走速度控制在2~2.5 m/min范围内。焊接过程和焊接后2 h内焊接面不承受任何拉力,防止焊接面移动错位。
土工膜焊缝焊缝结构示意图如图1。土工膜焊缝剪切试验基本等同于拉伸试验,为便于与焊缝强度的比较,本文在对土工膜原材拉伸亦采用条带拉伸,宽度为50 mm,把试样两端用夹具固定,夹持长度为100 mm,以50 mm/min的速率进行拉伸直到破坏,绘制应力-应变曲线,分别记录土工膜焊缝的屈服强度及屈服伸长率、断裂强度及断裂伸长率,并做5组试样,求平均值。和拉伸试验不同的是土工膜焊缝剪切试验只是夹持中间含有土工膜焊缝,主要区别在于要观察和记录试样的破坏现场,比如原材断裂、焊缝滑脱。该试验采用微机控制电子万能试验机操作,并按照《土工合成材料测试规程》(SL235-2012)相关规定执行。
土工膜焊缝剥离试验是将试样按照图2安装在试验机上,以50 mm/min的速率进行拉伸直到试样完全剥离,记录最大剥离力,观察和记录试样的破坏现象,是材料破坏还是被剥开。该试验采用微机控制电子万能试验机操作,并按照《土工合成材料测试规程》(SL235-2012)相关规定执行。
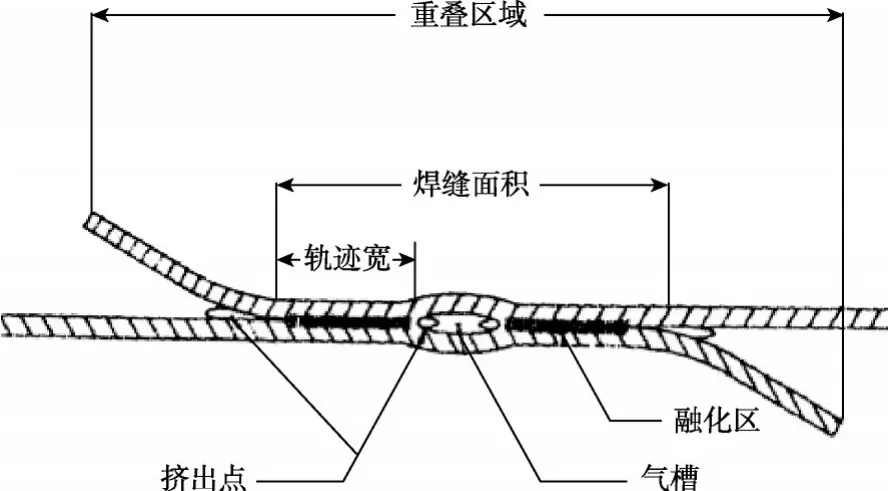
图1 土工膜焊缝结构示意图
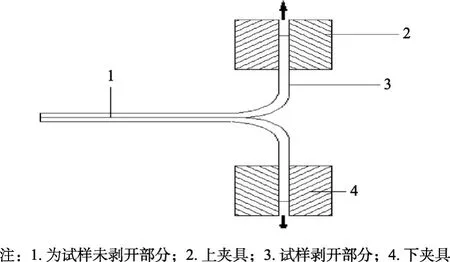
图2 剥离试样安装示意图
4 试验结果及分析
4.1实验结果所有试验组剪切强度试验结果、剥离强度试验结果以及原材料屈服强度试验结果见表1。各个试验组接缝效率试验结果见表2。各个试验组接缝效率1与土工膜厚度关系曲线见图3,各个试验组接缝效率2与土工膜厚度关系曲线见图4。
4.2实验分析由表1和表2可以看出,所有试验组相同土工膜厚度的剪切强度均小于其屈服强度(即接缝效率1均小于1)且大于剥离强度(即接缝效率2均小于接缝效率1),即所有试验组的接缝效率1均小于1.0且大于接缝效率2。这是因为剪切强度主要是测得的焊缝与膜材交接处的强度,在对土工膜进行焊接时由于工艺的缺陷难免会在焊缝与膜材交接处产生一些薄弱区。在焊缝足够宽,其相互之间的焊接摩擦强度比之薄弱区强度较大情况下,致使在焊缝剪切时薄弱区处先断,这部分的强度比正常膜材要小一些,导致所有试验组相同土工膜厚度的剪切强度均小于其屈服强度。在进行剥离试验时,由于焊缝工艺的原因,会使得焊缝部分的材料内部结构不像原来膜材均匀,在焊接处有印痕,所以剥离试验时候往往是顺着原来的焊接面剥离开来,其强度相比较膜材要小,相比之焊缝薄弱区处强度也要小。
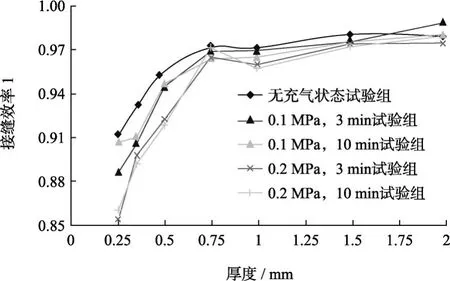
图3 各个试验组接缝效率1与土工膜厚度关系
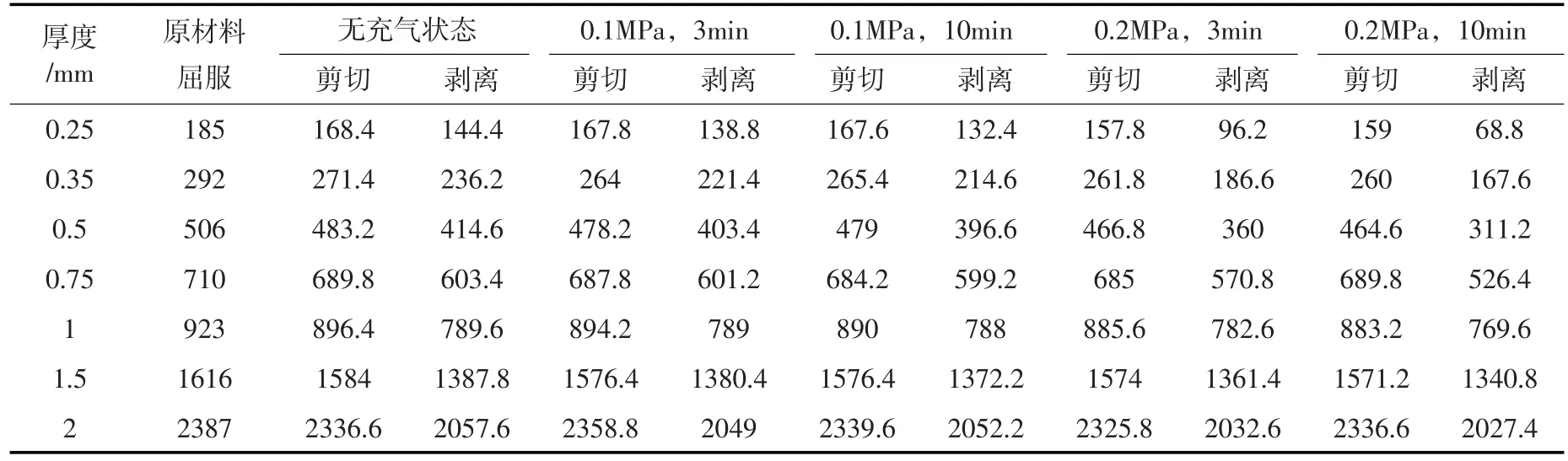
表1 土工膜及各个试验组焊缝试验强度结果(N/50mm)
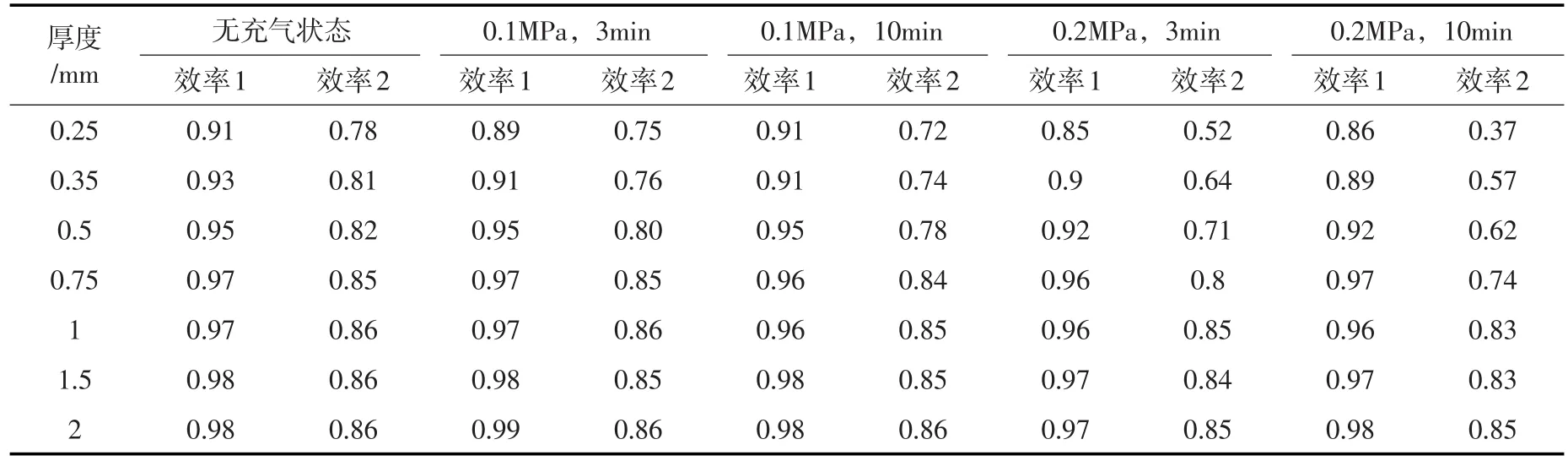
表2 各个试验组焊缝接缝效率结果
由图3可以看出,5组接缝效率1随着土工膜厚度的增加而增加,且曲线变化趋势较为一致,土工膜厚度与接缝效率1的变化曲线渐趋平缓,接缝效率1随着土工膜厚度的增加逐渐接近1.0,其最大0.99,最小0.85,满足水利水电工程土工合成材料应用技术规范(SL/T225-98)中对接缝质量的要求,即接缝的极限拉伸强度不低于母材强度80%,且拉伸断裂处在母材上。在薄膜厚度0.25~0.75 mm范围内5组曲线变化相对较大,相同土工膜厚度条件下,无充气状态试验组接缝效率1高于0.1 MPa,3 min试验组和0.1 MPa,10 min试验组,0.1 MPa,3 min试验组和0.1 MPa,10 min试验组高于0.2 MPa,3 min试验组和0.2 MPa,10 min试验组;0.1 MPa,3 min试验组和0.1 MPa,10 min试验组接缝效率1曲线接近,0.2 MPa,3 min试验组和0.2 MPa,10 min试验组接缝效率1曲线接近,表明接缝效率1受充气压强影响较大,受充气时间影响很小;土工膜在厚膜0.75~2.0 mm范围内所有试验组曲线变化较小,即热焊法使土工膜焊缝接缝剪切强度质量较一致,符合工程要求,在薄膜区0.25~0.75 mm范围内受压强影响相对较大,受时间影响很小。
由图4可以看出,接缝效率2随着土工膜厚度的增加而增加,且曲线变化趋势较为一致,土工膜厚度与接缝效率2的变化曲线渐趋平缓,接缝效率2随着土工膜厚度的增加逐渐接近1.0,其最大0.86,最小0.37。在厚度0.25~2.00 mm范围内,无充气状态试验组接缝效率2随土工膜厚度变化的曲线高于0.1 MPa,3 min试验组,0.1 MPa,3 min试验组高于0.1 MPa,10 min试验组,0.1 MPa,10min试验组高于0.2 MPa,3 min试验组,0.2 MPa,3 min试验组高于0.2 MPa,10 min试验组。在薄膜厚度0.25~1.00 mm范围内曲线变化较大,在厚度1.00~2.00 mm范围内曲线变化较小。即热焊法使得土工膜焊缝效率2随着充气时间和充气压力均成反比,且在薄膜区0.25~1.00 mm范围内影响较大;在厚膜1.00~2.00 mm范围内焊影响很小。另外,从表2和图4可以看出,在较长充气时间和较大充气压强下土工膜焊缝接缝效率2部分低于0.7,相关工艺和工程在土工膜薄膜焊缝时需要注意。
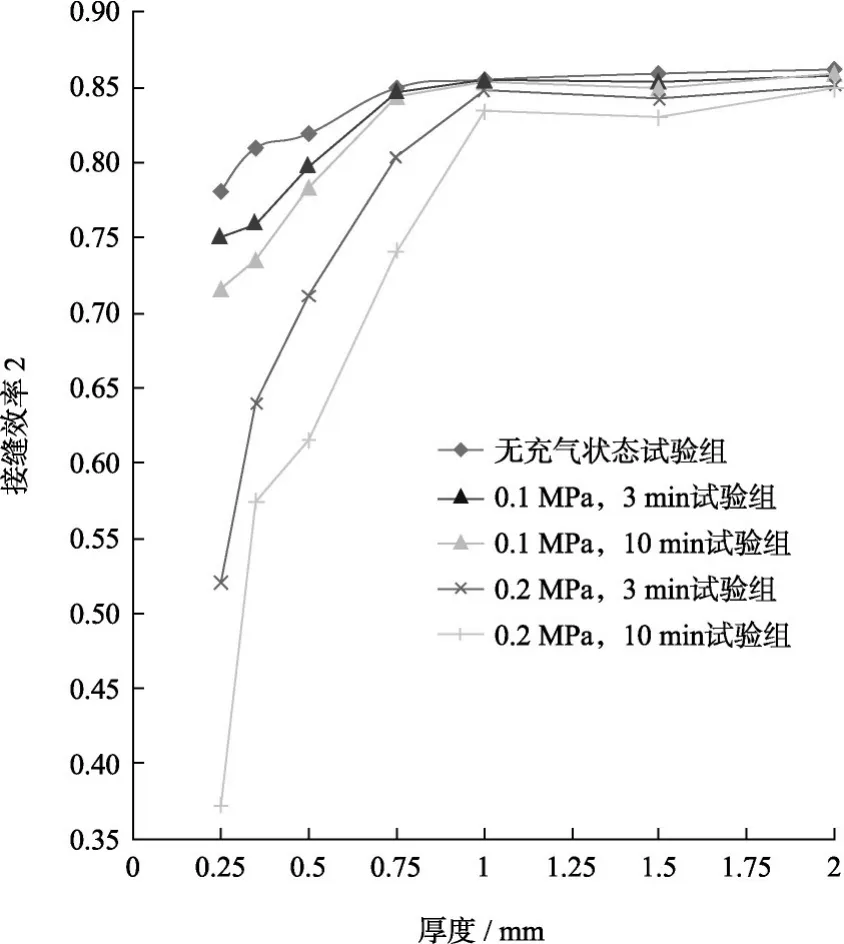
图4 各个试验组接缝效率2与土工膜厚度关系
4 结论
(1)在土工膜接缝采用热焊条件下,所有试验组接缝效率1均小于1,接缝效率2均小于接缝效率1,组接缝效率1和接缝效率2随着土工膜厚度的增加而增加,且曲线变化趋势较为一致。接缝效率1最大为0.99,最小为0.85;接缝效率2最大为0.86,最小为0.37。热焊法使土工膜焊缝接缝质量稳定。
(2)在土工膜接缝采用热焊条件下,接缝效率1在厚度0.25~0.75 mm范围内受压强影响相对较大且成反比,受时间影响很小,在厚度0.75~2.0 mm范围内大小相近。
(3)土工膜焊缝效率2随着充气时间和充气压力均成反比,且在厚度0.25~1.00 mm范围内影响较大,在厚度1.00~2.00 mm范围内影响很小。
[1] 张光伟,张虎元,杨博.高密度聚乙烯复合土工膜性能的密室内测试与评价[J].水利学报,2012,43(8):967-973.
[2] 束一鸣,等.长江三峡二期围堰土工膜防渗结构前期研究[J].河海大学学报,1997,25(5):71-78.
[3] 束一鸣,顾淦臣.土工薄膜防渗新结构及其深水施工可行性研究[J].河海大学学报,1988,16(S):58-62.
[4] 束一鸣.土工膜的施工工艺及其经验教训[J].水利水电技术,2002,33(4):19-21.
[5] 束一鸣,等.西霞院反调节水库土石坝膜防渗工艺[J].水利水电科技进展,2009,29(6):70-73.
[6] Rollin A L,Vidovic A,Denis R,Marcotte M.Microscopic evaluation of HDPE geomembrane field welding tech⁃niques[C]//ASTM.Spec.Tech,1076,in:R.M.Koerner(Ed),(Geosynth.Microstruct.Perform).1989:34-37.
[7] Peggs I D.Evaluating polyethylene geomembrane seams[C]//Proc.Geosynthetics,87,Conf,Ind.Fabr.Asoc. Int,St.Paul,1988:505-518.
[8] Curran A,Frobel R K.Evaluation of geomembrane seam exposed to selected environmental conditions[C]//Proc. Int.Conf.Geomembr,Ind.Fabr.Asoc.Int.St.Pau l.Minn,Vol.1:199-204.
Effect of heat welding method on weld quality of geomembrane commonly used
ZHENG Chengfeng,YANG Mingchang,GENG Zhizhou
(Geotechnical Engineering Institute,Nanjing Hydraulic Research Institute,Nanjing 210024,China)
Geomembrane welding seam peel strength and shear strength is one of the key factors for the im⁃pervious structure reliability.In order to get the effect of air inflation time and air inflation pressure on geo⁃membrane seam peel strength and shear strength,in this paper,seven different thickness kinds of HDPE geomembrane were selected to make the welding seam peel strength and shear strength test at different aera⁃tion time and filling pressure conditions.The test results show that:In the condition of geomembrane seam's heat welding method,heat welding method make geomembrance weld quality stable,the maximum of seam efficiency 1 is 0.99,the minimum is 0.85,the maximum of seam efficiency 2 is 0.86,and the minimum is 0.37;In the thin geomembrance region,0.25 mm~0.75 mm,seam efficiency 1 is inversely pro⁃portional to air inflation pressure and influenced relatively large by air inflation pressure,while influenced by time very little,in the thick geomembrance region,0.75 mm~2.00 mm,each test team’s seam efficien⁃cy 1 is similar to each other;Seam efficiency 2 is both inversely proportional to air inflation pressure and air inflation pressure,and the impact is large in the thin geomembrance region,0.25 mm~1.00 mm,while very little in the thick geomembrance region,1.00 mm~2.00 mm.
geomembrane welding seam;peel strength;shear strength;seam efficiency
TV44
:Adoi:10.13244/j.cnki.jiwhr.2015.03.005
1672-3031(2015)03-0184-05
(责任编辑:李 琳)
2014-05-15
中央级公益性科研院所基本科研业务费专项基金项;土工膜焊缝质量检测技术研究项目(Y312002)
郑澄锋(1977-),男,浙江三门人,高级工程师,主要从事土工合成材料试验检测和研究工作。
E-mail:cfzheng@nhri.cn
猜你喜欢
环球时报(2022-04-28)2022-04-28
中国水利水电科学研究院学报(2022年1期)2022-03-29
军事文摘·科学少年(2021年6期)2021-06-24
矿产勘查(2020年11期)2020-12-25
中国沼气(2020年1期)2020-07-28
航空发动机(2020年3期)2020-07-24
工业设计(2020年3期)2020-05-14
模具制造(2019年10期)2020-01-06
中国资源综合利用(2017年3期)2018-01-22
山东工业技术(2016年15期)2016-12-01