利用蔗渣浆生产线试产漂白桉木板皮浆的实践
2015-05-23 06:44徐峻刘鹏匡奕山莫立焕
中国造纸 2015年10期
徐峻 刘鹏 匡奕山 莫立焕 李 军
(华南理工大学制浆造纸工程国家重点实验室,广东 广州,510640)
蔗渣是甘蔗制糖加工的副产物,是我国南方地区特有的一种纤维资源,我国每年的蔗渣浆产量在100万~120万t左右,年需蔗渣500多万t。近几年,国内甘蔗产量的萎缩加剧了造纸工业用蔗渣的供需矛盾,蔗渣价格的上涨给企业正常生产带来极大压力[5]。我国南方地区是桉树的主要种植区[6],桉木资源相对较多,其绝大部分用于锯材和机械加工。但由于桉树原木径级普遍较小,在加工过程中会产生大量的木材加工剩余物,主要包括加工后剩下的板皮、板条、碎单板、刨花等[7],如果能将其中的桉木板皮用于制浆,将是制浆厂很好的原料补充。相关研究发现[8-10],桉木板皮具有良好的制浆漂白性能,能够用于生产纸浆。
本项目针对某蔗渣浆厂现有生产线,在实验室实验基础上,通过对备料、蒸煮系统进行局部改造,成功地利用现有生产线生产出白度80%以上的漂白桉木板皮浆。
1 实验室实验
1.1 纤维原料
桉木板皮原料由广西某蔗渣浆厂提供,原料主要规格:宽度2~3 cm,长度4~10 cm,厚度1~2 mm。桉木板皮与现用蔗渣纤维的主要化学组分比较见表1。

表1 桉木板皮和蔗渣纤维原料的主要化学组分
从表1可知,桉木板皮的综纤维素含量比蔗渣纤维的低5.2个百分点,但聚戊糖含量比蔗渣的低13.3个百分点,显示出桉木板皮的纤维素含量 (≈综纤维素含量-聚戊糖含量)要比蔗渣的高;但是,两者总木素含量相差不大。
1.2 制浆实验
现有生产线制浆工段采用四横管连续蒸煮,在设计产能下,总停留时间为45~60 min。因此,为模拟实际生产情况,实验室采用“蒸煮锅预热+快速升温”方式,在15 min内达到最高蒸煮温度,然后保温45 min。由于桉木板皮原料质地较蔗渣硬,且与蔗渣的湿法散堆不同,桉木板皮采用干法堆放,因而其药液的渗透比蔗渣困难,所以蒸煮时宜加入硫化碱,实验采用了15%的低硫化度碱法蒸煮,在KRK蒸煮锅中进行,实验结果见表2。
经济法是对我国法律在经济管理方面的补充,它是我国维护经济健康长远发展的保护神。一方面,它结合全球经济发展得出的规律,对我国经济走向进行了实时的宏观调控,帮助我国经济更好地融入国际经济体系并在全球经济发展中取得了傲人的成绩。另一方面,经济法也规范了企业运营的操作方式,不仅避免了大规模的恶性竞争,还保证了人民群众的基本利益。此外,在经济法作用下我国经济的高速发展切实提高了我国在国际上的影响力与综合竞争力,体现了我国社会主体制度的优越性。综上,经济法在我国经济的发展过程中起着不可替代行的作用。
1.3 漂白实验
现有生产线漂白工段采用全无氯OQPo(氧脱木素-螯合处理-压力过氧化氢漂白)漂白兼顾无元素氯ODEp(氧脱木素-二氧化氯漂白-强化碱抽提)漂白的流程[11]。对于桉木板皮浆,将采用 ODEp漂白。实验中的氧脱木素在带有搅拌器的FYXD高压釜中进行,二氧化氯漂白和强化碱抽提均在聚乙烯封口塑料袋中进行,利用恒温水浴锅调节温度,每隔15 min搓揉浆料,以使化学品和浆料混合均匀;待到规定时间后取出浆料,采用抽滤法洗涤,然后进行纸浆性能分析。由于是基于现有生产线进行改产,各反应塔的停留时间、温度、压力均相对固定,因此主要是通过调整化学品用量来优化漂白工艺参数,实验结果见表3。
1.4 实验室实验结果
表2列出了桉木板皮在不同用碱量和蒸煮温度下的蒸煮实验结果。在用碱量为20%时,所得纸浆几乎没有筛渣,得率仅为40.6%。当用碱量从20%降为18%时,纸浆得率提高2.2个百分点,黏度也提高了约10%,硬度(卡伯值)从12.3增至16.5。另外,当蒸煮最高温度从170℃降至165℃时,纸浆得率进一步提高到45.3%,此时纸浆的卡伯值也增加到17.8,而纸浆白度则基本不变。现在使用的未漂蔗渣浆的卡伯值一般在15左右[12-13],因此桉木板皮低硫化度碱法蒸煮温度宜控制在170℃,用碱量应控制在18%~20%之间。

表2 桉木板皮蒸煮实验结果

表3 桉木板皮浆ODEp漂白实验结果
由表3的ODEp漂白结果显示,未漂桉木板皮浆经氧脱木素处理后,纸浆的卡伯值从16.5降至7.5,木素脱除率达到54.5%,纸浆白度也提高到51.5%,增加了近20个百分点。经后续DEp段漂白后,在0.8%的ClO2用量下,纸浆白度即达到了83.8%;当ClO2用量增至1.0%时,纸浆白度达到85.1%,继续增加ClO2用量,纸浆白度变化不大。因此,D段漂白的ClO2用量控制在0.8%~1.0%即可。由此可见,自制桉木板皮浆的漂白化学品消耗和现有生产蔗渣浆的相差不大[11]。因此,从制浆漂白工艺角度,利用现有流程生产白度80%以上的漂白桉木板皮浆是可行的。
2 生产线改造措施及效果
2.1 工艺调整
根据实验室小试的情况,桉木板皮制浆最高蒸煮温度宜采用170℃,纸浆的漂白工艺不需要做大的调整,可按现有的工艺指标进行。
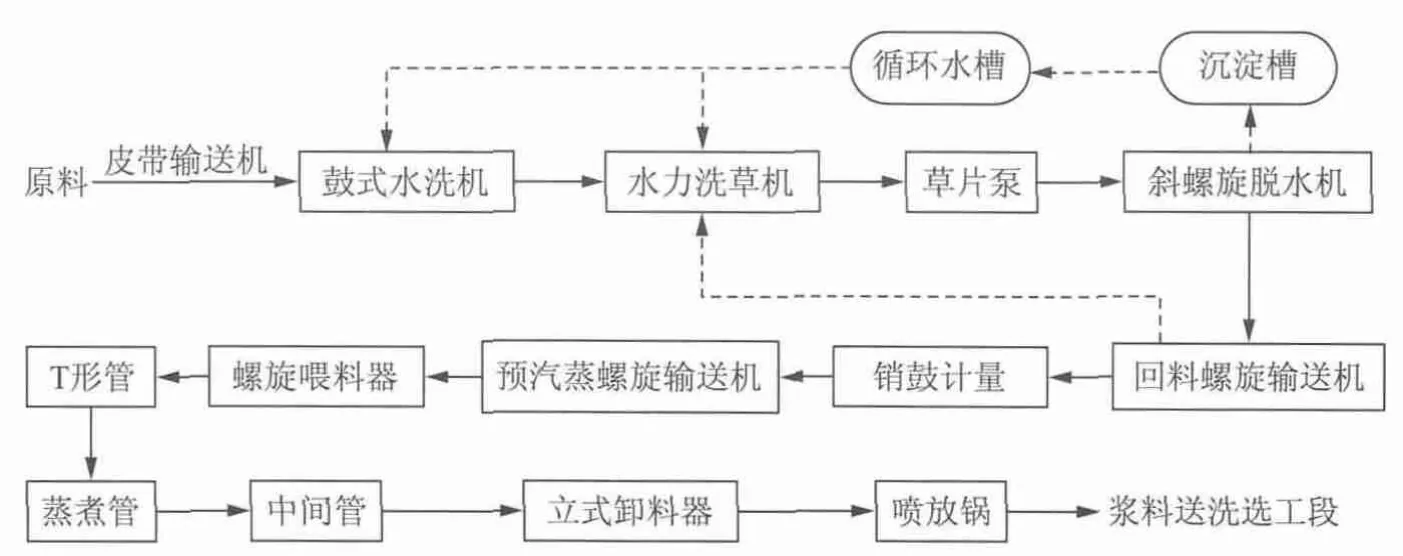
图1 蒸煮系统流程简图
2.2 设备改造
分析整条生产线,若要从蔗渣浆改产为桉木板皮浆,在不增加设备投资的情况下,难点主要有三个方面:一是桉木板皮能够顺利地输送进入蒸煮管;二是桉木板皮能够蒸煮完全,在冷喷放时不会发生蒸煮管堵塞;三是蒸煮后的纸浆经过三段短序漂白,白度能达到80%以上。实验室小试结果显示,第二和第三点能够满足要求,因此,关键的难点就是第一点。
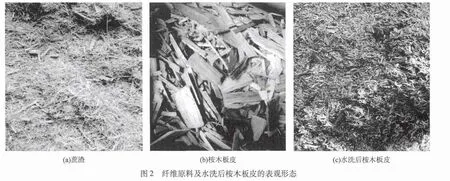
现有生产线蒸煮系统采用的是国内成熟的湿法备料和横管连续蒸煮器[14-15],工艺流程简图见图1。原料从料场到进入蒸煮管,需依次经过鼓式水洗机、水力洗草机、草片泵等设备,由于桉木板皮和蔗渣的形态特性完全不同,由图2(a)、图2(b)可以看出,蔗渣原料尺寸细小、质地柔软,而桉木板皮则尺寸大且不规则,质地又比较挺硬,若不降低桉木板皮的物料尺寸,势必会导致输送困难和堵塞等问题。经过系统分析,主要对水力洗草机和草片泵进行了改造。
2.2.1 水力洗草机的改造
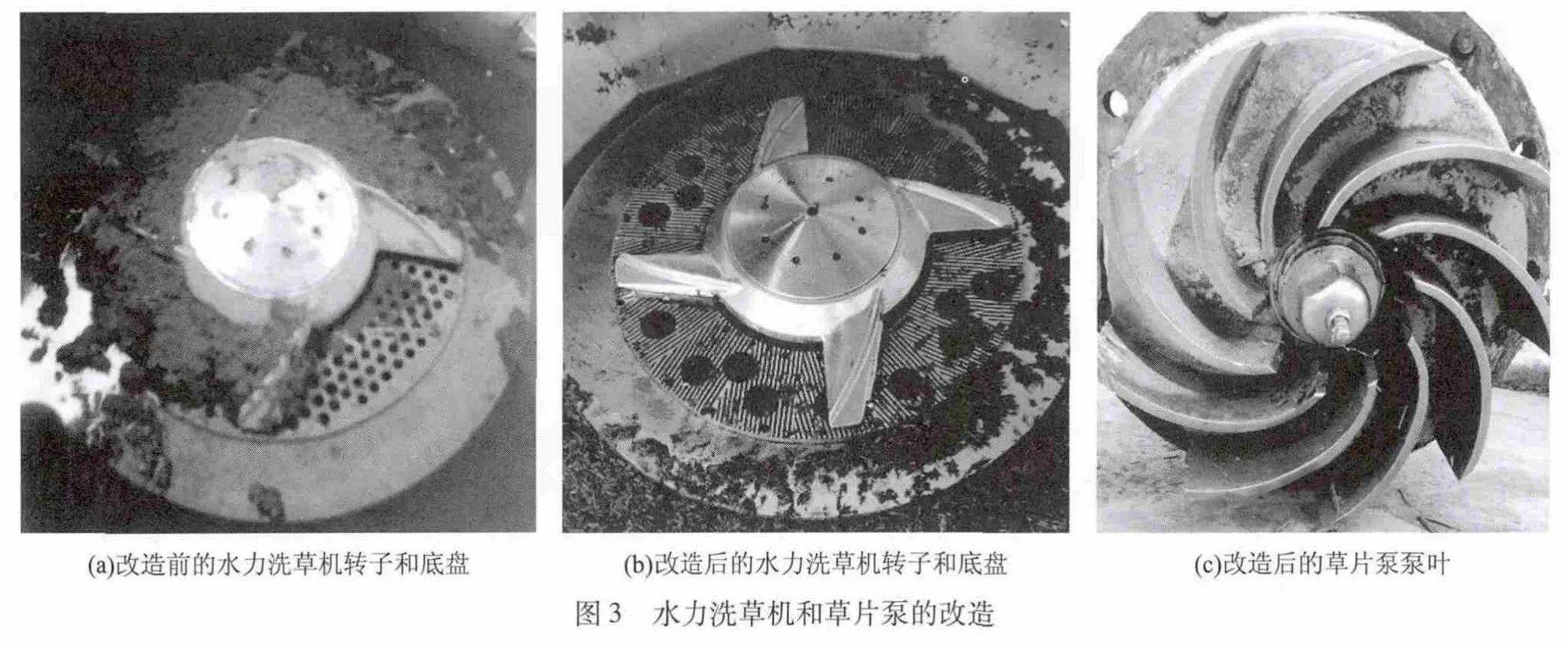
现有的水力洗草机以疏解、洗涤为主,对原料的碎解能力有限。为了增强水力洗草机对桉木板皮的撕裂、破碎能力,对水力洗草机的转子结构进行了改造,主要是将底盘改造成齿状底刀盘,并将底盘密而小的开孔改为稀疏的大孔,见图3(a)、图3(b)。通过这一改造,当物料受泵抽吸通过底刀盘与转子底部之间的通道时,除受到水力的剪切、物料之间的相互摩擦、转子叶片的机械作用以外,进一步强化了底刀与转子底部的剪搓作用,物料被纵向切短、横向撕裂或疏解,物料尺寸大幅减小、均匀性有所提高。
从图2(c)所示水洗后桉木板皮形态来看,桉木板皮变成细条状,宽度5 mm左右,长度4~6 cm,使用效果较好。
2.2.2 草片泵的改造
草片泵是湿法备料系统的另一关键设备,泵叶的结构对料片的输送至关重要。蔗渣料片质轻、柔软,通过泵时不易挂料,因此原设计的泵叶分布很密,共有11片叶片,轴向处叶片间距仅为3~4 cm。而桉木板皮尺寸大、质地较硬,水洗后的尺寸为4~6 cm,极易在轴心处堵塞,导致泵卡,因而必须将流道拓宽。通过将叶片由11片改成9片,并使叶片重新均匀分布,改造后的草片泵泵叶如图3(c)所示。经使用后发现,水洗后的桉木板皮能够顺利通过草片泵并被输送到斜螺旋脱水机。
2.3 试生产结果
在完成上述改造后,根据表2和表3的小试结果确定了桉木板皮的制浆、漂白工艺参数,然后按150 t/d的产能规模进行了3天的试生产。根据生产线现场的生产记录,试运行期间的未漂浆硬度、氧脱木素工段后纸浆硬度、各漂白段纸浆白度的情况见表4(表中数据为试生产期间每天数据的平均值)。
从表4的数据来看,未漂浆的硬度 (KMnO4值)在12~15之间,氧脱木素后纸浆 KMnO4值降至4.5~5,白度在60%左右;D段漂白之后,纸浆白度达到72%~75%,终漂浆白度则达到85%,完全满足目标要求。然后对终漂浆进行黏度和物理性能分析,所得结果见表5。
从表5的数据来看,试生产的桉木板皮终漂浆黏度为491 mL/g。另外,从终漂浆的物理性能来看,其抗张指数、撕裂指数分别为52.0 N·m/g、5.54 mN·m2/g,达到GB/T1678—2007漂白硫酸盐阔叶木浆合格品的规定;而耐破指数为4.56 kPa·m2/g,超过优等品规定值。整体而言,生产的纸浆质量很好。
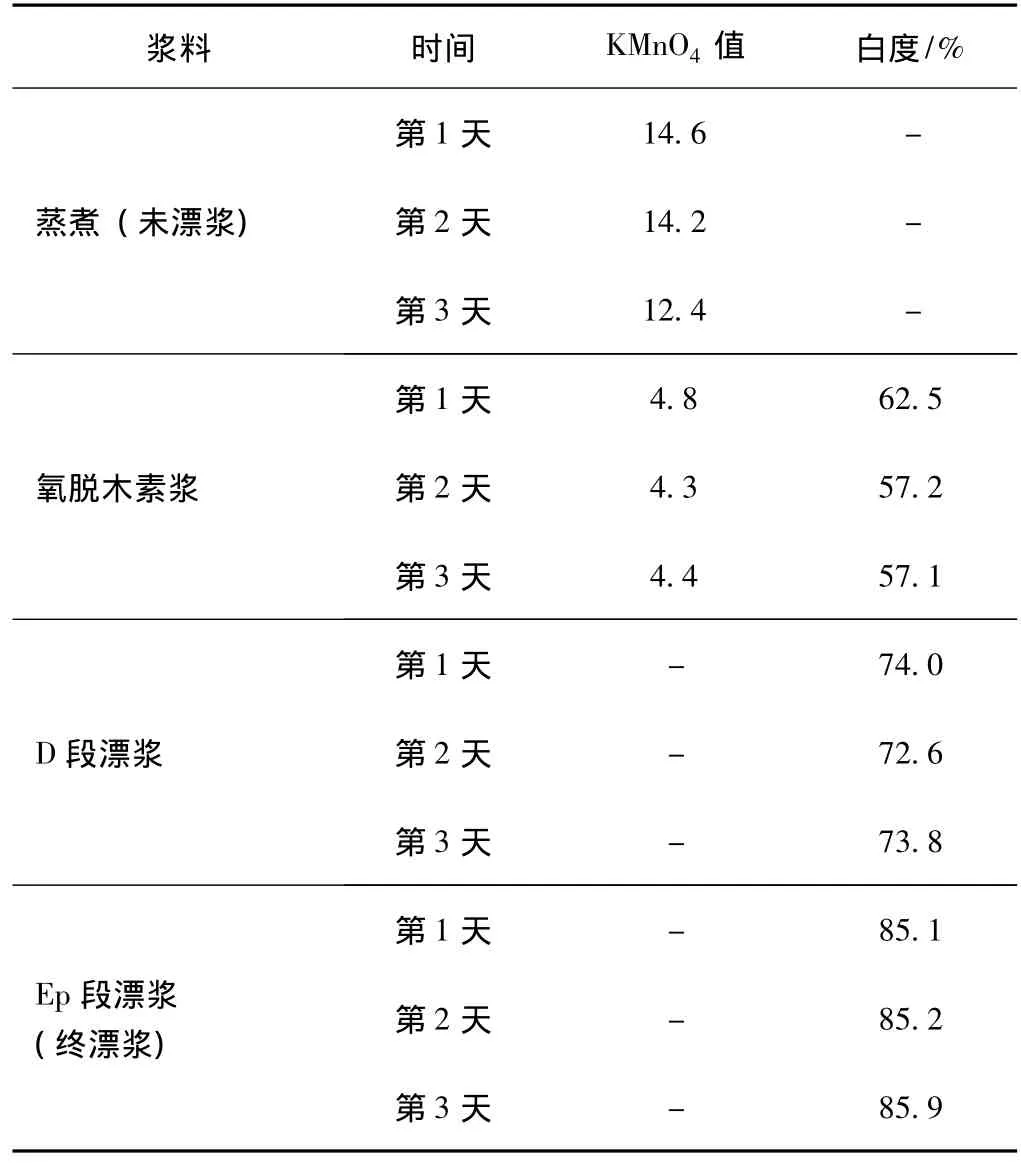
表4 桉木板皮试生产数据
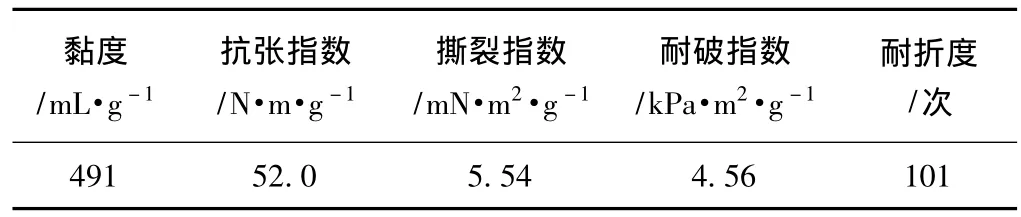
表5 桉木板皮试生产漂白浆的性能
3 结论
本文主要介绍了某蔗渣浆生产线改产漂白桉木板皮浆的实践。
3.1 桉木板皮的综纤维素含量比蔗渣的略低;聚戊糖含量仅为8.16%,比蔗渣低很多;而木素含量与蔗渣的相差很小。
3.2 桉木板皮低硫化度碱法蒸煮较适宜的蒸煮温度为170℃,用碱量为18% ~20%;D段漂白较适宜的ClO2用量为0.8% ~1.0%;在此条件下,实验室实验漂白浆白度可以达到83%以上。
3.3 通过对水力洗草机和草片泵进行改造,桉木板皮水洗后变成细条状,均匀性提高,外观尺寸5 mm×(4~6)cm,能够顺利通过草片泵进入蒸煮管,喷浆正常,生产运行稳定。试生产结果表明,生产的漂白桉木板皮浆质量达到国家标准水平。
[1]China Paper Association.2014 Annual report of China's paper industry[J].China Paper Newsletters,2015(6):16.中国造纸协会.中国造纸工业2014年度报告[J].造纸信息,2015(6):16.
[2]China Paper Association.2013 Annual report of China's paper industry[J].China Paper Newsletters,2014(6):9.中国造纸协会.中国造纸工业2013年度报告[J].造纸信息,2014(6):9.
[3]CAO Pu-fang,CAO Zhen-lei,KUANG Shi-jun.Strategic Study on Fiber Material Structure Adjustment of China's Paper Industry[J].China Pulp & Paper,2003,22(5):55.曹朴芳,曹振雷,邝仕均.我国造纸工业原料结构调整战略研究(上)[J].中国造纸,2003,22(5):55.
[4]ZHONG Xiang-ju.Non-wood Fiber Sustainability for Chinese Pulp and Paper Industry[J].China Pulp & Paper,2003,22(12):57.钟香驹.非木纤维制浆造纸可持续性剖析[J].中国造纸,2003,22(12):57.
[5]Liu Xiao-xue,Zhang Chen,Liu Guo-liang,et al.Domestic and foreign sugar markets in 2013/14 crushing season and its prospect in 2014/15 crushing season[J].Agricultural Outlook,2014(8):12.刘晓雪,张 宸,刘国良,等.2013/14榨季国内外食糖市场回顾与2014/15榨季展望[J].农业展望,2014(8):12.
[6]Yin Ya-fang,Jiang Xiao-mei,LV Jian-xiong,et al.Status of resources and wood utilization of Eucalyptus plantation in China[J].China Wood Industry,2001,15(5):3.殷亚方,姜笑梅,吕建雄,等.我国桉树人工林资源和木材利用现状[J].木材工业,2001,15(5):3.
[7]Chen Yu-xiao,Xiao Sheng-ling,Wang Qiang.Research on the utilization of wood residues in forest area[J].Forest Engineering,2007,23(6):1.陈玉霄,肖生苓,王 强.林区木质剩余物合理利用的研究[J].森林工程,2007,23(6):1.
[8]Hu Shu-feng,Li Jun,Xu Jun,et al.Effect of Eucalyptus slab edgings on Eucalyptus wood pulp bleaching Properties[J].Paper Science& Technology,2013,32(6):25.胡述峰,李 军,徐 峻,等.桉木板皮对桉木制浆漂白特性的影响[J].造纸科学与技术,2013,32(6):25.
[9]Jia Yan-xi,Li Jun,Xu Jun,et al.Study on ECF bleaching of Eucalyptus slab edging kraft pulp[J].Paper and Paper Making,2013,32(8):25.贾彦西,李 军,徐 峻,等.桉木板皮硫酸盐浆ECF漂白工艺研究[J].纸和造纸,2013,32(8):25.
[10]Wang Cong-cong,Mo Li-huan,Xu Jun,et al.Optimization of chlorine dioxide bleaching of Eucalyptus slab pulp using grey-based taguchi method[J].Paper and Paper Making,2013,32(8):36.王聪聪,莫立焕,徐 峻,等.基于田口方法与灰色关联分析的桉木板皮浆二氧化氯漂白工艺优化研究[J].纸和造纸,2013,32(8):36.
[11]Li Zhi,Li Jun,Xu Jun,et al.Clean bleaching engineering practice for bagasse pulp:totally chlorine-free and elemental chlorine-free bleaching realized with the same production line[J].Bioresources,2015,10(2):2667.李 智,李 军,徐 峻,等.蔗渣浆全无氯兼顾无元素氯清洁漂白工程实践[J].生物质资源,2015,10(2):2667.
[12]WANG Zhao-jiang,CHEN Ke-fu,LI Jun,et al.Totally Chlorine Free Bleaching of Bagasse Soda Pulp[J].China Pulp & Paper,2009,28(12):1.王兆江,陈克复,李 军,等.碱法蔗渣浆全无氯漂白技术研究[J].中国造纸,2009,28(12):1.
[13]Zeng Jian,Chen Ke-fu,Xu Guang,et al.Pressured hydrogen peroxide bleaching of bagasse pulp[J].Journal of South China University of Technology(Natural Science Edition),2012,40(1):24.曾 健,陈克复,许 光,等.蔗渣浆的压力过氧化氢漂白[J].华南理工大学学报(自然科学版),2012,40(1):24.
[14]Shen Bin,Ge Nian-chao.Operating experience in bagasse horizontal pipe continuous digester technology[C]//The 14thAnnual Conference of China Technical Association of Paper Industry.Beijing:China Technical Association of Paper Industry,2010.沈 斌,葛念超.浅析蔗渣横管连续蒸煮技术运行经验[C]//中国造纸学会第十四届学术年会论文集.北京:中国造纸学会,2010.
[15]ZHANG Hui,WANG Shu-mei,CHENG Jin-lan,et al.Advances in Pulping and Papermaking Equipment Science and Technology[J].China Pulp & Paper,2010,29(4):55.张 辉,王淑梅,程金兰,等.我国制浆造纸装备科学技术的发展[J].中国造纸,2010,29(4):55.
猜你喜欢
粮油食品科技(2022年5期)2022-09-27
应用化工(2022年5期)2022-07-11
广西糖业(2021年4期)2021-10-17
纺织高校基础科学学报(2021年2期)2021-07-13
大连工业大学学报(2021年2期)2021-04-06
天津科技大学学报(2019年2期)2019-04-22
中国造纸(2017年2期)2017-04-07
纺织检测与标准(2016年3期)2016-08-16
中国造纸学报(2015年3期)2015-02-24
中国非金属矿工业导刊(2013年3期)2013-06-08