间歇蒸煮生产溶解浆工艺控制
2015-05-23 06:44何金平解愫瑾
中国造纸 2015年10期
何金平 解愫瑾
(维美德 (中国)有限公司,上海,201809)
2007年后,由于国内棉短绒的短缺,以棉浆粕为原料的黏胶纤维生产企业逐步转向使用木材溶解浆,国内企业先后新建、改建了多条溶解浆生产线。但是受黏胶行业的影响,溶解浆的价格急剧下降,行业的竞争越来越激烈。2014年国内黏胶纤维对溶解浆的表现需求量为300万~315万t,其中进口量占整个行业表观需求量的66%[1-4]。除黏胶纤维外,溶解浆在纤维素醚、醋酸纤维以及铜氨纤维等领域应用广泛。然而,目前国内溶解浆企业生产的溶解浆在品质上仅能满足黏胶纤维的使用标准,国内的醋酸纤维与纤维素醚两大领域的溶解浆基本以进口为主。因此,如何提高产品质量成为溶解浆生产企业急需解决的问题。
影响溶解浆产品质量的因素很多,蒸煮工艺是其中的重要因素之一,实践证明,采用维美德公司的蒸汽预水解硫酸盐法间歇蒸煮工艺可生产出质量均一、纤维素纯度高、可漂性高的溶解浆,且对环境的影响小,同时,由于系统始终处于酸、碱交替运行中,减少或避免了管道、设备等因水解物导致的结垢或堵塞,保证了系统的长周期稳定运行。好的工艺还需要有严格的操作和工艺控制,才能生产出高品质的溶解浆。本文对间歇蒸煮生产溶解浆的工艺控制进行介绍,以供同行参考。
1 间歇蒸煮生产溶解浆的工艺控制及其影响
间歇蒸煮预水解硫酸盐法生产溶解浆主要包括预水解和木素溶出两个阶段,这两个阶段的反应在同一个反应器中进行。其主要流程包括蒸汽装锅、蒸汽预水解、白液中和、热液填充、升温和蒸煮、置换、卸料等7个步骤,如图1所示。
1.1 蒸汽装锅
木片装锅意味着蒸煮的开始,良好的装锅在置换蒸煮系统中至关重要。采用蒸汽装锅,可避免常规装锅中产生的料片堆积的情况。在低压蒸汽的作用下,木片被吹散,在蒸煮锅内自下而上形成均匀的料柱,避免了在中和、热液填充、蒸煮、置换等过程中产生沟流、偏流等现象,在提高单锅生产量的同时,高温的低压蒸汽使木片加热,木片中的部分空气被排出,保证了后续蒸煮药液更好地进入木片进行反应,从而保证了产品质量,使整个系统得以稳定运行。
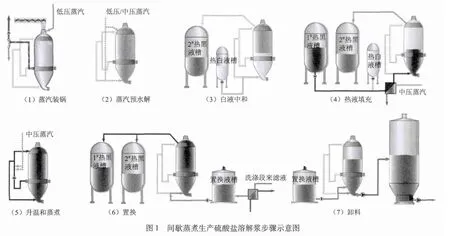
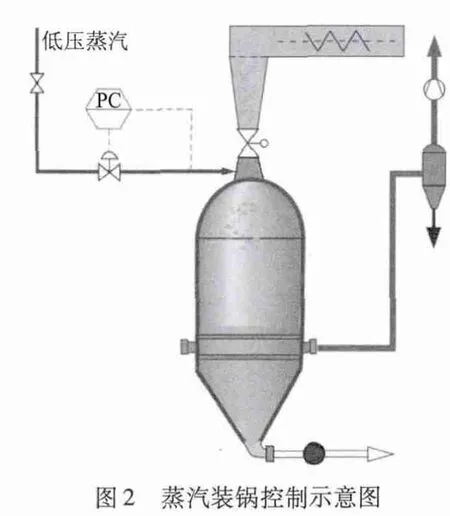
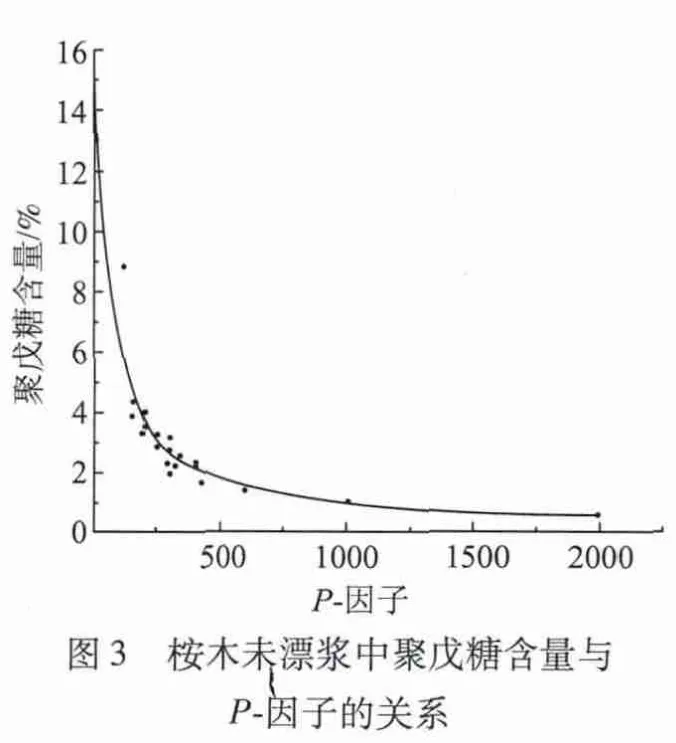
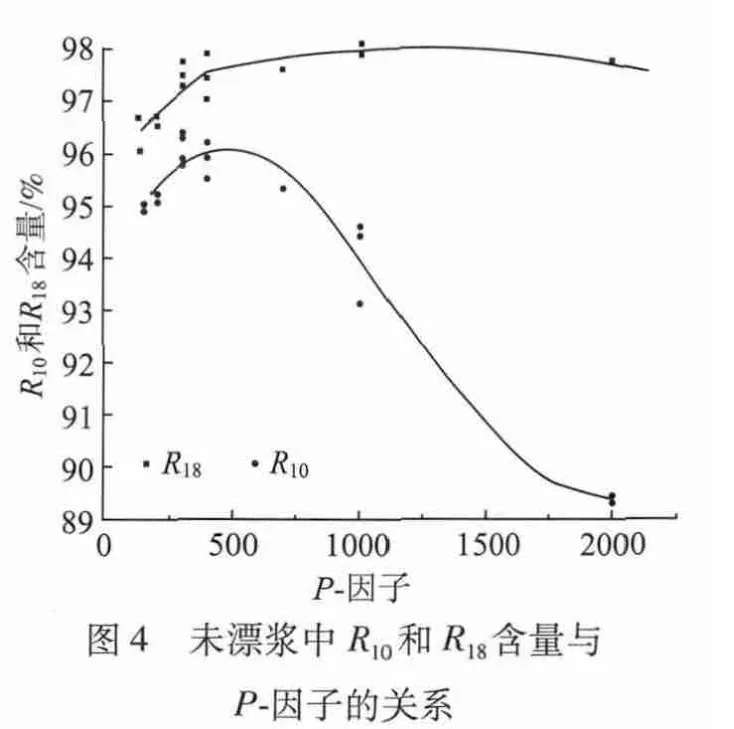
图2所示为蒸汽装锅控制示意图。从图2可见,蒸汽装锅时,装锅器内的压力通过蒸汽管线上的控制阀来控制,过高或过低的压力都将影响木片在锅内分布的均匀性,压力过高,木片会堆积在蒸煮锅的壁侧,压力过低则达不到均匀分散木片的效果,压力的大小则由操作员根据木片的种类、尺寸大小、水分含量等进行设定。此外,稳定的木片流量及蒸汽压力是保证木片在蒸煮锅内上下均匀的前提。根据蒸煮锅体积的不同,装锅时间一般控制在25~35 min。
1.2 蒸汽预水解
木片装锅完成,关闭锅盖阀。低压蒸汽从蒸煮锅顶部的蒸汽加热器及底部的蒸汽管道进入,加热木片、排出空气,当排气温度达到设定值 (95℃)后,关闭排气阀,此时,蒸煮锅内压力随蒸汽的加入不断上升,当蒸煮锅内的压力升至低于低压蒸汽压力100 kPa时,关闭低压蒸汽阀门,打开中压蒸汽阀门,从蒸煮锅底部加入中压蒸汽,直至达到设定的预水解温度,运行时间约为90 min。
预水解过程通过设定的P-因子 (指预水解因子)来控制,达到设定的P-因子值则预水解完成。图3为桉木未漂浆中聚戊糖含量与P-因子的关系。从图3可知,当P-因子小于500时,浆料中聚戊糖含量随P-因子的升高而降低,而当P-因子大于500时,聚戊糖减少的趋势变缓。同时,过高的P-因子子会导致纸浆得率和黏度的下降。
图4为未漂浆中R10(指经过冷的质量分数10%氢氧化钠处理后的残余物)和R18(指经过冷的质量分数18%氢氧化钠处理后的残余物)含量与P-因子的关系。从图4可以看出,随着P-因子的增加,溶解浆R18稳定在97%以上,但R10在P-因子大于500后开始下降,P-因子约在700时,R10急剧下降,表明浆料的均一性降低。此外,过高的P-因子还会产生过多的酸和气体,增加了白液的用量,增大了设备、管道等结垢的风险。对于桉木,较为理想的P-因子为500~600,预水解温度为168~170℃。
1.3 白液中和
预水解过程中,木片自身水解产生大量有机酸,水解液呈酸性,其pH值低于3。当P-因子达到设定值后,储存在热白液槽的热白液经蒸煮锅的底部管道泵送至蒸煮锅,形成一个强碱性的中和液柱,自下而上中和预水解过程中产生的酸,同时溶解预水解过程中产生的糖,为在碱性环境下脱木素提供条件。预水解硫酸盐法蒸煮过程中,中和段用碱量占总用碱量的60% ~80%。
中和过程中,中和白液的加入速度及其温度的控制至关重要。中和的过程也是白液与木片发生反应的过程,由于高浓度的碱液不能迅速渗透到木片内部,会导致木片表面的纤维降解,因此,在实际生产中,中和的速度要尽可能快,以减少高浓碱液与木片的接触时间,减少成浆质量的不均一,尽量避免在预水解与中和、中和与热液填充过程之间出现任何不必要的等待。通常,中和段的时间控制在15 min内。
酸碱中和反应是一个放热的过程,因此中和用热白液的温度不宜过高,若白液温度过高与酸反应时会产生大量的蒸汽,增加了排放的气体量,同时高温条件下也会加速白液与木片表面纤维的反应。实际生产中,中和用热白液的温度通常在135℃左右,甚至更低。
1.4 热液填充
中和步骤完成后,系统进行热液填充,用于热液填充的液体是上一蒸煮循环置换出来的热黑液,由蒸煮锅底部管道加入。置换出的中和液由蒸煮锅顶部管道送至2#热黑液槽,经热交换器及纤维分离机,最终送至碱回收车间。
溶解浆的生产中,热黑液填充有两个作用,一是推动中和液柱继续上升,以中和整个锅内产生的酸,因此,热液填充的速度必须快;二是在热黑液中加入定量的白液作为蒸煮液。上一蒸煮循环置换出来储存在1#热黑液槽内的黑液温度为150℃左右,热液的填充减少了蒸汽的消耗,缩短了蒸煮的加热时间,同时,热黑液中还含有高浓度的硫离子,加快了脱木素反应的速度,提高了浆料的强度和可漂性。生产中为避免蒸煮锅内蒸煮液碱浓分布不均,热液填充完后,启动循环泵进行药液循环。热液填充完成,蒸煮锅内的温度略低于蒸煮设定温度。
1.5 升温和蒸煮
在既定的循环时间完成后,直接加中压蒸汽至蒸煮循环管线上用于蒸煮液的加热,达到设定的蒸煮温度后升温结束,木素开始大量脱出,当达到设定的H-因子后,蒸煮结束。
升温和蒸煮过程中需要注意两点,一是升温的速度不宜过快,循环泵的能力是一定的,蒸煮锅内蒸煮液循环一次需要一定的时间,升温过快,蒸煮液温度不均匀,导致蒸煮的不均匀;二是蒸煮温度不宜过高,根据原料的不同,蒸煮温度不同,但过高的蒸煮温度会加剧纤维素的降解,增加碱的消耗,降低蒸煮液中残碱含量,导致木素缩合、附着。蒸煮温度控制在165~168℃、H-因子控制在400~600较为合适。蒸煮结束后,蒸煮液中残碱浓度控制在15 g/L(以NaOH计)以上有利于浆料的漂白。
1.6 置换
当蒸煮H-因子达到设定值,从蒸煮锅底部加入置换液 (粗浆洗涤段提取的滤液,温度一般为85~90℃),热的蒸煮黑液被置换出来,储存在热黑液槽中,用作下一蒸煮周期的蒸煮液,锅内浆料温度迅速降低,蒸煮终止。
实际生产中,注意控制置换液残碱含量,过低的残碱含量会导致脱出的木素附着在纤维上,从而降低浆料的可漂性,当置换液中残碱含量较低时,需要补充一定量的白液,残碱浓度控制在5 g/L(以NaOH计)以上较为合适。
为防止置换过程中沟流、偏流现象的产生,置换初期应控制置换液的流速,减少对木片的冲击;若产生沟流或偏流,应及时启动循环泵,关闭沟流通道。置换液的体积取决于未漂浆洗涤段的稀释因子,所有的置换液都应用于置换 (而非旁通至蒸发工段),以提高浆料在置换过程中的洗净度。黄浆洗涤段最后一台洗浆机的稀释因子控制在2.5 m3/t(风干浆)为宜。整个置换运行时间约70 min。
1.7 卸料
置换完成后,蒸煮锅内的浆料浓度为7%左右,用未漂浆洗涤段来、经冷却的滤液稀释浆料,并启动卸料泵卸料至喷放锅,运行时间约30 min。
置换结束后,浆料在蒸煮锅内的浓度分布是不均匀的,通常顶部的浓度较底部高,因此,在不同的卸料阶段、不同的稀释水加入点要有合适的稀释水量才能保证放锅浓度稳定以及放锅干净,同时减少稀释水的用量,维美德间歇蒸煮系统在放料过程中的稀释水是基于蒸煮锅内浆料量自动控制,能够尽可能地保证卸料浓度的稳定和卸料彻底。
卸料浓度的稳定对减少黄浆洗涤段的波动非常有利,卸料浓度越高,越有利于洗涤段的控制,但过高的浓度又会导致卸料困难、放锅不干净。生产中一般控制卸料浓度在5.5%左右,温度为100℃以下,避免高温喷放。
卸料完成后,检查蒸煮锅内是否仍留有浆料或液体,若卸料不干净,将直接影响下一锅预水解的效果,影响产品质量。因此需定期校准蒸煮锅的称重元件,如不能确定放锅是否干净,可人工进行检查。此外,为防止木素沉积、附着在纤维上,浆料中残碱含量需控制在6 g/L(以NaOH计)以上。
1.8 槽罐区的控制
槽罐区由3个带压槽罐和2个常压槽罐组成,槽罐区稳定的控制有利于系统稳定的运行,操作过程中需要注意以下几点。
在中和及热液填充过程中,蒸煮锅内的水解液气体通过管道排入2#热黑液槽,热黑液槽压力增加,当压力达到设定值时压力控制阀打开,酸性气体进入冷却器,为避免冷却器结垢、堵塞,操作时应使其中的一个蒸煮锅处于置换过程中,温度较低的置换液可冷凝大量的酸性水解液气体。
2#热黑液槽中储存的温黑液,通常经过热交换器冷却及黑液过滤机回收纤维后,送至碱回收车间,蒸煮完的黑液含有大量的木素、黑液残碱含量低会导致溶解的木素沉降、结晶,使得设备管道结垢堵塞,2#热黑液槽循环管线配有在线残碱分析仪,残碱含量不足时要及时补充白液,定期校准分析仪。
2 结语
一套好的工艺和装备是生产高质量溶解浆的前提,但决定溶解浆质量的还是操作人员对工艺的控制、对蒸煮系统全面综合的考虑、经验积累以及操作人员之间经验的交流。只有进行严格的操作和工艺控制,才能生产出高品质的溶解浆。
[1]FENG Yu-tong.Super BatchTMLow Kappa & Cooking System[J].China Pulp & Paper,2003,22(8):67.冯宇彤.SuperBatchTM低卡伯值置换蒸煮[J].中国造纸,2003,22(8):67.
[2]DENG Ji-ze.Technologies of Dissolving Pulp Production(Continuous)[J].China Pulp & Paper,2012,31(4):58.邓继泽.溶解浆的市场及工艺(续)[J].中国造纸,2012,31(4):58.
[3]TIAN Chao,HUANG Yan,YANG Xiao-bo,et al.The Reactivity of Dissolving Pulp and Its Research Progress:A Review[J].China Pulp& Paper,2015,34(1):61.田 超,黄 雁,杨小博,等.溶解浆的反应性能及相关研究进展[J].中国造纸,2015,34(1):61.
[4]LV Wei-jun,ZHANG Yong,CHEN Bin.Dissolving Pulp Manufacture Technologies:Current Status and Development Trend[J].China Pulp & Paper,2012,31(1):61.吕卫军,张 勇,陈 彬.溶解浆的生产技术现状与发展[J].中国造纸,2012,31(1):61.
猜你喜欢
中国造纸(2022年12期)2023-01-05
中国造纸(2022年8期)2022-11-24
天津科技大学学报(2019年2期)2019-04-22
国际木业(2018年3期)2018-09-10
国际木业(2018年3期)2018-09-10
中国造纸(2017年11期)2017-11-30
中国造纸(2017年2期)2017-04-07
中国蜂业(2015年9期)2015-11-03
小学阅读指南·低年级版(2015年6期)2015-06-16
中国造纸(2015年11期)2015-06-08