
棉浆粕黑液固形物与苇浆黑液固形物混合燃烧性能的研究
2015-06-08 04:29苏振华冯文英
中国造纸 2015年11期
苏振华 冯文英 张 羽
(1.中国制浆造纸研究院,北京,100102;2.制浆造纸国家工程实验室,北京,100102)
·黑液固形物混合燃烧·
棉浆粕黑液固形物与苇浆黑液固形物混合燃烧性能的研究
苏振华 冯文英 张 羽
(1.中国制浆造纸研究院,北京,100102;2.制浆造纸国家工程实验室,北京,100102)
本研究以棉浆粕黑液固形物和苇浆黑液固形物为研究对象,分析了其物化性能,测定了两种固形物以不同比例混合样品的膨胀体积及发热量,采用热重分析仪对混合固形物样品进行了热解特性研究,并进一步采用Coats-Redfern法对混合固形物样品燃烧过程的活化能和频率因子进行了求解。结果表明,棉浆粕黑液和苇浆黑液元素含量相差不是太大,二者混合固形物的燃烧是一个比较复杂的过程,大体可以分为4个阶段:①样品水分蒸发阶段;②有机物发生裂解产生大量挥发性物质;③高分子化合物进一步分解和发生炭化反应;④碱金属盐发生熔融、挥发、分解及剩余固定碳的燃烧。随着苇浆黑液固形物在混合固形物中比例的增加,固形物的活化能会降低、频率因子和膨胀体积会增加,固形物燃烧性能显著改善。
黑液;燃烧;碱回收
(*E-mail: suzhh0722@126.com)
棉浆粕生产过程水污染物的来源主要是蒸煮黑液及洗涤、打浆、漂白过程中产生的废水,除部分水作为除渣用水回用外,其余均混合形成棉浆粕废水,其色度高、pH值大、组成复杂、属难生化高浓废水[1]。由于一般化纤棉浆厂黑液量不大且所含固形物的燃烧热值较低,很少单独采用类似造纸黑液碱回收的措施,只是在具备某些特别有利的条件下,才有可能予以考虑。蒸煮黑液色度大,有机物浓度高,CODCr可达50000 mg/L以上,pH值高,与漂白打浆废水混合进入废水处理系统进行处理,要稳定达到GB8978—1996污水综合排放标准中的二级排放标准(CODCr浓度300 mg/L)非常困难,排放标准的进一步严格,要达标排放更是难上加难。这些问题严重束缚了国内棉浆粕行业的发展。
要实现棉浆粕生产过程水污染物的达标目的,必须对黑液进行单独处理,以减轻水处理系统的负荷,而新疆有以芦苇为原料的制浆厂,有现成的碱回收系统,有望将二者进行混合碱回收,实现黑液污染物的消减。为此,本课题以棉浆粕黑液固形物和苇浆黑液固形物为研究对象,对其物化性能进行了分析,研究了这两种固形物以不同比例混合样品的膨胀体积及发热量,并采用热重分析仪对混合样品进行了热解特性研究,并进一步采用Coats-Redfern法描述了热解过程,计算了固形物的热解动力学参数。以期为棉浆粕黑液和苇浆黑液混合碱回收提供基础数据,并为其在不同工况条件下的燃烧及其调控途径提供理论指导。
1 实 验
1.1 原料
棉浆粕黑液为实验室按照工厂的蒸煮工艺条件蒸煮提取所得,苇浆黑液取自新疆某纸厂芦苇烧碱法制浆生产线,按相关分析方法测定其物化性能,另取一定量上述两种液体样品在105℃下干燥后,用高速粉碎机粉碎,分别存于密封塑料袋中备用。
1.2 主要仪器
Elementar元素分析仪,METTLER STARe热重分析仪,FP6410火焰光度计,ZDHW-5000全自动微机量热仪,pH计及其他常规实验室分析仪器。
1.3 分析方法
1.3.1 元素分析
采用元素分析仪对样品中C、H、N、S元素进行分析,测定条件:氧化炉温度1150℃,还原炉温度850℃,He压力0.12~0.125 MPa,O2压力0.22 MPa;采用火焰光度计对K和Na元素进行测定;采用化学滴定法对Si和Cl元素进行测定;O元素含量采用差量法计算所得。
1.3.2 热重分析
采用热重分析仪进行热失重分析实验。实验采用高纯度氮气以保护炉内惰性气氛,同时能及时将热解产生的挥发分产物带离样品,减少由于二次反应对试样瞬时质量带来的影响。棉浆粕黑液固形物和苇浆黑液固形物的混合物在50~1000℃温度范围内,以10℃/min的升温速率进行动态升温实验,测量其物理化学性质与温度的关系。为降低传热和二次气固反应的影响,忽略质量扩散的因素,试样量控制在5 mg内。
2 结果与讨论
2.1 棉浆粕黑液和苇浆黑液物化性能分析
物化性能对于黑液碱回收非常关键,为此分别对棉浆粕黑液及苇浆黑液的pH值、固形物、有机物、无机物、元素、热值及膨胀体积等物化性能进行分析,结果见表1。
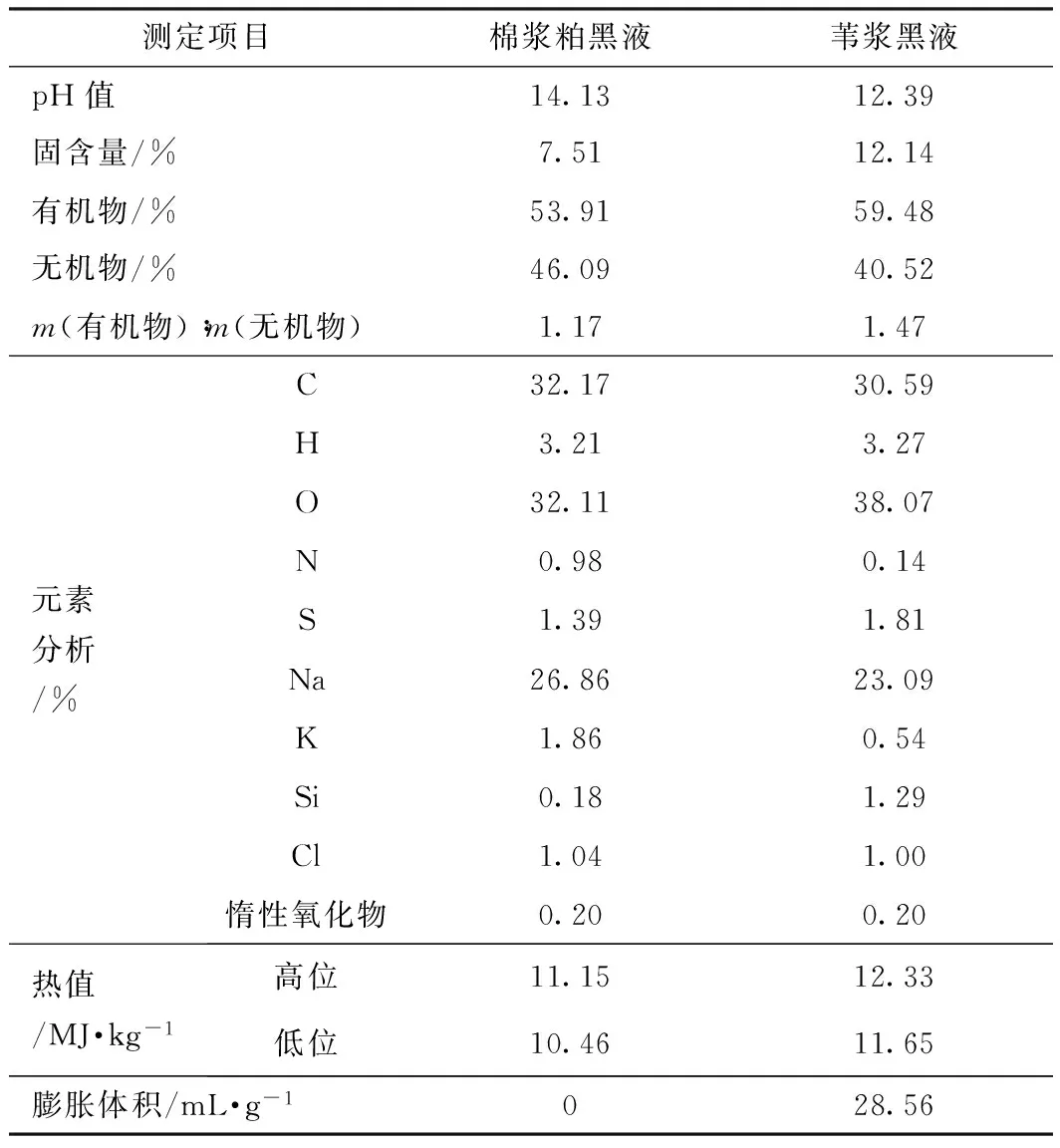
表1 棉浆粕黑液及苇浆黑液的物化性能
由表1可以看出,棉浆粕黑液的pH值较苇浆黑液的高,这主要是传统棉短绒制备棉浆粕工艺中,要控制浆粕的反应性能,需将纤维素聚合度控制在550左右,同时在蒸煮段尽可能去除棉籽皮、棉桃壳等杂质,用碱量高达18%~20%,相应Na、K、无机物含量也较苇浆黑液高,有机物和无机物的比例仅为1.17,其固形物发热量也较苇浆黑液固形物的低,这对黑液蒸发及燃烧均有不良的影响;另外,由于棉短绒原料中综纤维素含量高达90%以上,制浆得率高达80%以上,使得相同液比蒸煮后所得黑液浓度仅为7.51%,远低于苇浆黑液12.14%的浓度。单一的棉浆粕黑液要进行碱回收,需要通过蒸发增浓到50%以上,在该过程中,每吨黑液需要蒸发掉的水量达0.84 t以上,直接采用的管式或板式蒸发器浓缩后进行碱回收能耗大,蒸发成本较高,这也是棉浆粕企业不直接套用造纸行业碱回收工艺的原因之一。另外,从膨胀体积的测定结果可以看出,棉浆粕黑液固形物几乎没有膨胀,这也反映出棉浆粕黑液固形物在燃烧炉中脱水、炭化时膨胀程度有限,燃烧炉垫层疏松程度较差而影响燃烧状态,这也是其进行碱回收的不利因素。
2.2 棉浆粕黑液固形物与苇浆黑液固形物混合物发热量及膨胀体积
碱回收过程中,发热量和膨胀体积是非常重要的两个参数,发热量直接决定其可燃烧性及燃烧过程的经济性,而膨胀性能则描述黑液固形物在脱水、碳化时的膨胀性,对燃烧炉内的燃烧状态有很大的影响;膨胀性好的黑液脱水碳化物外壳松脆,大部分由海绵状物质组成,内部有许多小孔和气泡,既增大与空气的接触面积,又便于氧气快速传递及分解气体的迅速排出,可缩短黑液燃烧时间,同时使燃烧反应更为完全[2]。为此,以绝干固形物质量为基准,对棉浆粕黑液固形物及苇浆黑液固形物按0∶1、1∶2、1∶1、2∶1及1∶0的比例进行混合,测定混合固形物的发热量及膨胀体积,结果见表2。

图1 不同比例棉浆粕黑液固形物与苇浆黑液固形物混合物的热解曲线
从表2可以看出,随着棉浆粕黑液固形物比例的增加,混合固形物的发热量逐渐降低,但降幅相对较小,在12%以内;膨胀体积显著下降,由28.56 mL/g降低到0,可见棉浆粕黑液的过多掺入对苇浆黑液固形物燃烧有不利影响。碱回收的燃烧过程可分为4个阶段:①蒸发干燥阶段,在此期间黑液发生轻度膨胀,黏度显著增加;②热分解阶段,形成的气体使颗粒体积急剧膨胀,有些样品体积竟达到初始体积的10~30倍;③碳化物燃烧阶段,如果膨胀性好,则燃烧时间短,燃烧效率高,可提高碱回收炉碱和热能的回收能力;④无机物熔融及还原反应,即固形物中的碳酸钠、硫酸钠等高温融化、硫酸钠重新还原成硫化钠;与膨胀性有关的燃烧研究过程一般仅指前两个阶段。Hupa等人[3]研究结果显示所有废液的蒸发干燥、热分解时间相差不多,然而,炭化物燃烧时间有时竟相差5~6倍。总体看来,燃烧时间短的废液膨胀程度往往较大,黑液燃烧质量与其在燃烧时的膨胀性密切相关。有人研究证实膨胀体积是原来6倍时,燃烧速度将提高3.8倍[4]。一般认为黑液或废液要有较好的膨胀性能,必须具备两个条件:①必须要有气体放出;②软化后物质必须有一定的黏性。在燃烧炉内的脱水炭化阶段,二者满足第①条件不成问题,而第②条件较复杂,黏性太小,气体形成即马上逸出,最后形成相对紧密的炭粒;当黏性太大,气体不能充分膨胀,而形成僵化状物。棉短绒中半纤维素含量较低,仅为3%左右,蒸煮过程中溶出的半纤维素转化为糖类的量也相对较低,可能软化后黏性较差,热解放出的气体马上逸出,没能形成膨胀;当然,其膨胀体积与黑液中木素含量低以及其他物质的含量和具体成分等均有一定的关系,还有待深入研究。
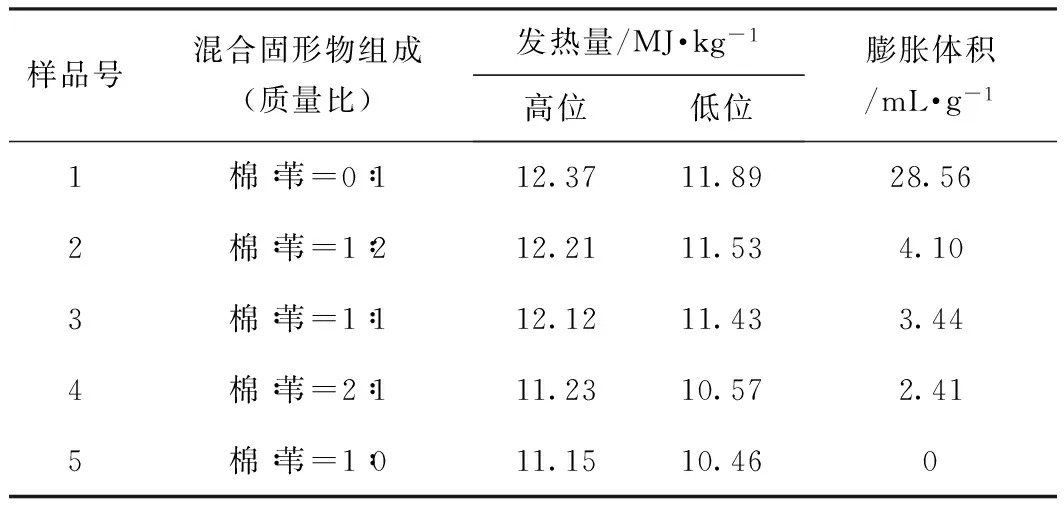
表2 混合固形物样品组成、发热量及膨胀体积
注 “棉∶苇”为棉浆粕黑液固形物∶苇浆黑液固形物;图1同。
2.3 棉浆粕黑液固形物与苇浆黑液固形物混合热解

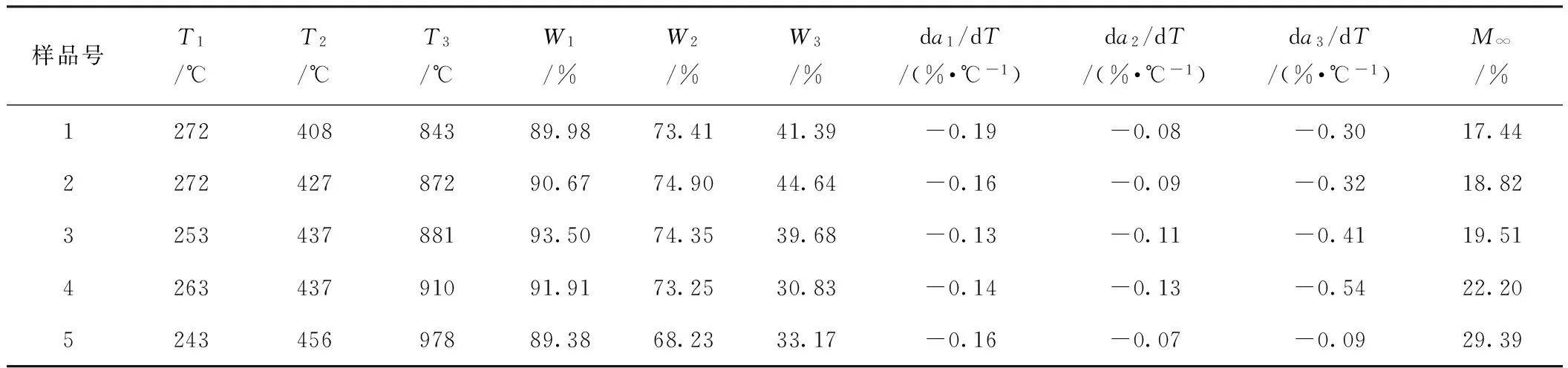
表3 不同样品各热解区失重特征参数
注T1、T2及T3分别是不同峰值温度;W1、W2、W3是不同峰值温度对应残余固体比例;da1/dt、 da2/dt、da3/dt分别不同峰值温度对应最大热解速率;M∞为最终残渣率。升温速率10℃/min。

表4 不同样品热解动力学参数
注 升温速率10℃/min。
2.4 动力学分析
为进一步考察燃烧性能,利用Coats-Redfern法处理对不同比例棉浆粕黑液与苇浆黑液混合固形物的有机物热解区域的质量损失数据,并进行拟合,求其燃烧过程中的活化能E、频率因子A[9], 结果列于表4中。
从表4可以看出,拟合后的方程线性关系良好,说明选取的反应动力学方程基本适用于混合固形物中有机物热解反应的主要区域。计算出来的活化能E随着样品中棉浆粕黑液混合固形物比例的增加而逐渐升高,活化能由纯苇浆黑液固形物的18.37 kJ/mol逐渐升高到纯棉浆粕黑液固形物的28.54 kJ/mol,增幅高达55.36%,活化能是物质的一种固有特性,是使反应物分子达到有效碰撞所需要的最小能量,活化能越大,反应活性越小,越稳定,因此也比较容易着火,热解反应比较容易进行;计算所得频率因子A则是随着样品中棉浆粕黑液固形物比例的增加而逐渐降低,由纯苇浆黑液固形物的6.68 ×108min-1逐渐升高到纯棉浆粕黑液固形物的1.49×108min-1,降幅高达77.69%,频率因子越大说明活化分子间的有效碰撞次数越多,反应越容易进行,反应程度越剧烈,反应速度也越快[10],从频率因子反映出的燃烧性能与活化能反映出的样品燃烧性能基本相同。因此,随着棉浆粕黑液固形物比例的增加,样品在碱回收炉中燃烧性能会有所下降,这与2.2中对两种固形物膨胀体积测定结果所预测的燃烧性能基本一致,但当棉浆粕黑液固形物与苇浆黑液固形物比例相对较低时,维持正常的碱回收运行问题不大。
棉浆粕黑液的固形物发生量约为500 kg/t浆,CODCr的发生量约为280 kg/t浆,而苇浆黑液的固形物发生量约为1850 kg/t浆,因此,如果碱回收系统能力足够,混合固形物按棉浆粕黑液固形物∶苇浆黑液固形物为1∶2进行碱回收,一条10万t/a产能的烧碱法芦苇浆生产线碱回收系统可消纳18.5万t/a的棉浆粕生产线对应的黑液,消减CODCr的量高达5.18万t/a;混合固形物按棉浆粕黑液固形物∶苇浆黑液固形物为1∶1进行碱回收,则10万t/a产能的烧碱法芦苇浆生产线碱回收系统可消纳37万t/a的棉浆粕生产线对应的黑液,消减CODCr的量高达10.36万t/a;对棉浆粕制浆过程中废液实现浓稀分离,浓黑液通过混合碱回收消除其中的有机物,而中段废水送水处理系统进行处理,可大幅降低现有棉浆粕企业废水处理系统的负荷,可显著降低废水达标排放的治污难度,有望稳定达到GB8978—1996污水综合排放标准中二级排放标准的CODCr浓度300 mg/L。
3 结 论
3.1 棉浆粕黑液和苇浆黑液元素含量相差不是太大,由于棉浆粕蒸煮用碱量较大,导致其黑液固形物中K、Na及无机物含量相对较高;另外,由于棉短绒综纤维素含量较高,相应的浆料得率较高,黑液浓度较低;棉浆粕黑液固形物膨胀性能较差,在燃烧炉中脱水、炭化时膨胀程度有限,燃烧炉垫层疏松程度较差,进而影响燃烧状态,与苇浆黑液混合后膨胀性能有所改善。
3.2 棉浆粕黑液固形物、苇浆黑液固形物及二者混合物的热解是一个比较复杂过程,大体可以分为4个阶段:①样品水分蒸发阶段;②有机物发生裂解产生大量挥发性物质;③高分子化合物进一步分解和发生炭化反应;④碱金属盐发生熔融、挥发、分解及剩余固定碳的燃烧。
3.3 随着苇浆黑液固形物在混合固形物中比例的增加,样品的活化能会降低、频率因子和膨胀体积会增加,均反映出样品在碱回收炉中燃烧性能会有改善,控制合适的混合比例,可保证黑液碱回收的正常运行,使其不再进入水处理系统,显著降低棉浆粕企业水污染物的治理难度。
[1] YAO Wen.Modification of Waste Water Treatment Process of Viscose Grade Cotton Pulp Production[J].China Pulp & Paper, 2006, 25(2): 29.姚 文.粘胶棉浆粕废水处理工艺的改进[J].中国造纸, 2006, 25(2): 29.
[2] Milanova E.Variables Affecting the Swelling of Kraft Black Liquor Solids.JPPS, 1988, 14(4): 95.
[3] Hupa M, Solin P, Hyoty P.Combustion Behavior of Black Liquor Droplets[C].Intl.Chem.Recovery Conference, New Orleans, U.S.A., 1985.
[4] ZHANG Ke, YU Zhenqian.Guideline of Wheat straw pulp alkali recovery technology[M].Beijing: Light Industry Press, 1999.张 珂, 俞正千.麦草浆碱回收技术指南[M].北京: 轻工业出版社, 1999.
[5] Hu S, Jess A, Xu M.Kinetic study of Chinese biomass slow phyrolysis Comparison of different kinetic model[J].Fuel, 2007, 86(17/18): 2778.
[6] Raveendran K, Ganesh A, Khilar K C.Pyrolysis characteristics of biomass and biomass components[J].Fuel, 1996, 75(8): 987.
[7] Carrier M, Loppinet-Serani A, Denux D, et al.Thermogravimetric analysis as a new method to determine the lignocellulosic composition of biomass[J].Biomass and Bioenergy, 2011, 35(1): 298.
[8] Wu Shu-bin, Tan Yang, Guo Yi-li, et al.Thermogravimetric Properties of Black Liquor and Corresponding Kinetic Analysis[J].Journal of South China University of Technology, 2007, 35(6): 59.武书彬, 谭 扬, 郭伊丽, 等.黑液的失重特性及其动力学分析[J].华南理工大学学报, 2007, 35(6): 59.
[9] SU Zhen-hua, FENG Wen-ying, WANG Cheng-liang, et al.Thermogravimetric Analysis of Aspen APMP Effluent Solid and Corresponding Kinetic Study[J].China Pulp & Paper, 2013, 32(11): 1.苏振华, 冯文英, 王承亮, 等.杨木APMP废液固形物热失重特性及其动力学的研究[J].中国造纸, 2013, 32(11): 1.

(责任编辑:马 忻)
Combustion Properties of Mixed Solids of Linters Pulping Black Liquor and Reed Pulping Black Liquor
SU Zhen-hua*FENG Wen-ying ZHANG Yu
(1.ChinaNationalPulpandPaperResearchInstitute,Beijing, 100102;2.NationalEngineeringLabforPulpandpaper,Beijing, 100102)
The physicochemical properties of the linters pulping black liquor solid and reed pulping black liquor solid were analyzed.Volume expansion, calorific values and pyrolysis characteristics of the solid samples containing different ratios of the two solids were studied, and activation energy and frequency factor of the samples in combustion process were further calculated using coats-Redfern method.The results showed that: there were some difference between the components of the two solids.The combustion of the mixed solid was a complex process, and it could be divided into four stages: ① drying, ② devolatilization or pyrolysis, ③ char burning, and ④ smelt coalescence.With the increase of reed pulping black liquor ratio in the mixed solid, solid’s activation energies would decrease, frequency factor and volume expansion would increase, solid combustion performance was significantly improved.
blank liquor;combustion;alkali recovery
苏振华先生,工程师;主要从事制浆造纸及污染防治控制方面的研究工作。
2015-06-24(修改稿)
X793
A
10.11980/j.issn.0254-508X.2015.11.001
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
现代装饰(2022年5期)2022-10-13
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
中学生数理化·高一版(2020年11期)2020-12-14
数学小灵通(1-2年级)(2020年4期)2020-06-24
造纸信息(2019年7期)2019-09-10
造纸信息(2019年7期)2019-09-10
家庭影院技术(2018年4期)2018-05-09
幼儿智力世界(2016年11期)2017-02-21
