模糊-PID控制在球磨机中的应用
2015-05-05 06:00:10王庭有魏镜弢
机械与电子 2015年12期
张 江,王庭有,魏镜弢,刘 岩
(昆明理工大学机电工程学院,云南 昆明650500)
0 引言
球磨机是冶金行业常用的机械设备,具有适应性强,易于实现自动化控制[1]。主要用于矿山、水泥、化工等领域原料或成品的研磨[2]。在整个选矿过程中球磨机能耗占选矿厂的40%~60%。磨矿机工作状态平稳,性能稳定,可靠性高,处于最佳工作状态对整个磨矿作业十分关键[3]。因此,控制好磨矿过程,球磨机能高效低耗地运行[4],对矿石冶炼具有很大的意义[5]。利用先进的自动化技术达到提高精矿产品质量和产量、节能降耗、改善管理方法、从而提高企业综合效益的目的[6]。
1 球磨机磨矿特性
磨机装载量是磨矿过程的重要参数[7]。球磨机给矿量控制是通过改变变频器的输出电压频率来控制给矿设备,使其装载量围绕设定值进行磨矿。通过不断地检测装载量与原先装载量的设定值进行比较得到偏差和偏差变化率,把偏差和偏差变化率信号输入到控制器中,通过控制器处理把结果输入到变频器,从而实现变频器控制。这一过程就是根据球磨机总装量实时调节给矿量,实现球磨机装载量控制,保证球磨机的磨矿效率和产品质量[8]。
检测球磨机电流来判断球磨机的装载量,通过装载量再进而控制给矿量。在其他因数不变的情况下,球磨机的装载量与电流的关系曲线如图1所示。球磨机电流曲线分成3个区域,在A区,也就是球磨机运行初期,装载量与电流基本成正比关系,随着装载量的增多球磨机电流随之上升。当进入B区后,装载量增加,球磨机的电流基本保持不变 ,在球磨机的电流达到最大后 ,装载量继续增多进入C区后,电流随装载量的增加电流成下降趋势。B区的峰值点是球磨机最佳工作点。因此,若使球磨机的磨矿功率最大,产品质量最好,球磨机电流应稳定在B区区间内。该区也称为球磨机最佳工作区。在该区间内,可以有效地避免球磨机“空砸”或者“胀肚”现象,从而保证球磨机正常工作。控制的目标是在确保球磨机工作效率的同时,使球磨机在磨矿质量最佳。

图1 球磨机电流与装载量的关系曲线
2 球磨机控制方案
磨矿控制系统的关键是保证恒定的装载量,这将直接影响后续的浮选。采用闭环反馈控制,能够实现球磨机恒定的装载量的精确控制。利用功率转化器实现球磨机电流的检测,与设定的电流值进行比较得出偏差e和偏差变化率ec,经过控制器处理,输出控制量,输出的控制量直接传给变频器改变其输出电压的频率,起到调节给矿设备,从而控制给矿量。这样可以实现使设定装载量与实时检测的装载量偏差逐渐减少。直到在设定值允许误差范围内。控制过程如图2所示。
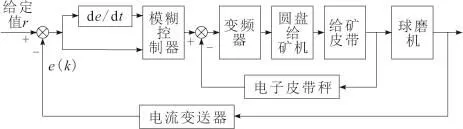
图2 给矿量控制原理
球磨机磨矿过程是动态过程。磨矿过程中具有干扰因数多、过程长、时滞性大等特点。常规PID控制方法已经在工业领域上应用非常广泛,技术非常成熟。在常规PID控制中,将设定值与检测值进行比较得到偏差,然后对偏差进行处理得到输出控制值。由于常规PID控制针对固定的数学模型可达到很好地控制效果,但对于无法建立精确数学模型,特别是非线性,滞后性大的控制系统,单纯使用常规PID控制很难能达到控制要求[9]。在实际生产过程中,磨矿现场经验丰富的操作人员凭借积累的操作经验可以对磨矿过程进行很好地控制,如果误差较大,增大输出量,反之,减小输入量。而这一过程的思维就是模糊思维。如果把这种思维运用到球磨机控制中,可以达到预期的效果。基于这种思想的控制就是模糊控制。模糊控制不需要精确的数学模型,适用于复杂,滞后或存在随机干扰的系统。模糊控制的鲁棒性强,可以克服非线性因素的影响。但模糊控制的精度没有PID控制的精度高。如果把模糊控制和常规PID控制相结合,使系统既能发挥常规PID控制精度高的特点,又具有模糊控制的灵活性和适应性强的特点。使球磨机工作稳定在最佳的工作区间内,同时对不同的磨矿条件均有良好的适应,采用模糊-PID控制方法来控制球磨机,该方法操作简单,可以使球磨机工作处于最佳工作区间。既可以保证球磨机良好地处理能力,又可以克服“空砸”和“胀肚”现象。而且具有很好的动态和静态特性[10]。
3 球磨机控制算法
3.1 模糊控制器
系统性能的好坏取决于控制器的结构,即模糊控制器的数据库、规则库、模糊推理决策及精确化处理等。模糊控制器所使用的规则是用模糊论中的条件语句进行描述的,模糊控制器如图3所示。

图3 模糊控制器
3.2 模糊-PID控制器的设计
球磨机的给矿设备是运输皮带,距离较长,实际检测得球磨机系统具有很大的时滞性。建立数学模型时必须考虑球磨机系统的时滞性。模糊-PID控制器的基本结构如4图所示。球磨机的装载量设定为R,现测定值为Q,计算偏差e=R-Q,计算偏差变化率ec=de/dt。对e和ec进行量化,再进行模糊化,把它们转化为模糊论域E和Ec。E和Ec作为模糊控制器的2个输入量。利用建立的模糊控制规则进行推理,可以得到输出量U,经过精确化就可以得到精确的输出控制量。

图4 模糊控制器基本结构
3.2.1 输入量的确定与模糊化
对输入量E和Ec的基本论域范围进行设置,给矿量E(a,b)和误差Ec的变化范围(c,d)。论域设为{-6,-5,…0,…,5,6},误差对应于模糊领域的值为:

误差变化率对应的模糊领域的值为:

这样,对于每一个输入值就可以确定其模糊论域。将误差E和误差变化率Ec划分为7个模糊子集。分别是正大(PB)、正中(PM)、正小(PS)、零(ZO)、负小(NS)、负中(NM)、负大(NB)。由于偏差变化符合正态分布,用正态模糊来描述人进行的控制活动是合适的。误差和误差变化率对应的隶属函数分别如图5和6所示。
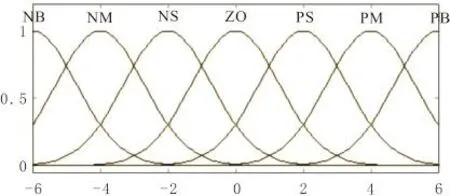
图5 误差隶属函数

图6 误差变化率隶属函数
3.2.2 输出量的精确化
经过推理得到结果必须经过精确化处理才能作为输出量,输出量u的变化范围(m,n),论域也设为{-6,-5,…0,…,5,6}输出量的精确值为:

ui为推理模糊论域上的值。
同理,将输出量▽KP、▽KI、▽KD分为7个模糊子集正大(PB)、正中 (PM)、正小(PS)、零(ZO)、负小(NS)、负中(NM)、负大(NB)。输出隶属函数同样采用正态模糊曲线来描述。▽KP、▽KI、▽KD输出隶属函数如图7所示。
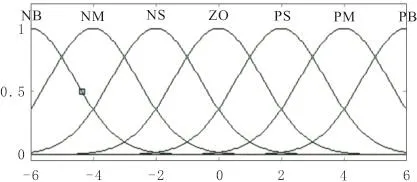
图7 输出隶属函数
3.2.3 模糊控制规则
①当偏差较大时,为了加快系统的响应速度,并防止开始时偏差的瞬间变大可能引起的微分过饱和而使控制作用超出许可范围,应取较大的KP和较小的KD。另外为防止积分饱和,避免系统响应较大的超调,KI值要小,一般取KI=0;②当偏差和变化率为中等大小时,为了使系统响应的超调量减小和保证一定的响应速度,KP应取小些。KI的取值要适当;③当偏差变化较小时,为了使系统具有较好的稳态性能,应增大KP、KI值,同时为避免输出响应在设定值附近振荡,以及考虑系统的抗干扰能力,应适当选取KD。原则是,当偏差变化率较小时,KD取大一些;当偏差变化率较大时,KD取较小的值,通常为中等大小。通过总结技术人员实际操作经验和专家的经验。建立合适的控制规则。▽KP、▽KI、▽KD的控制规则分别如表1~3所示。
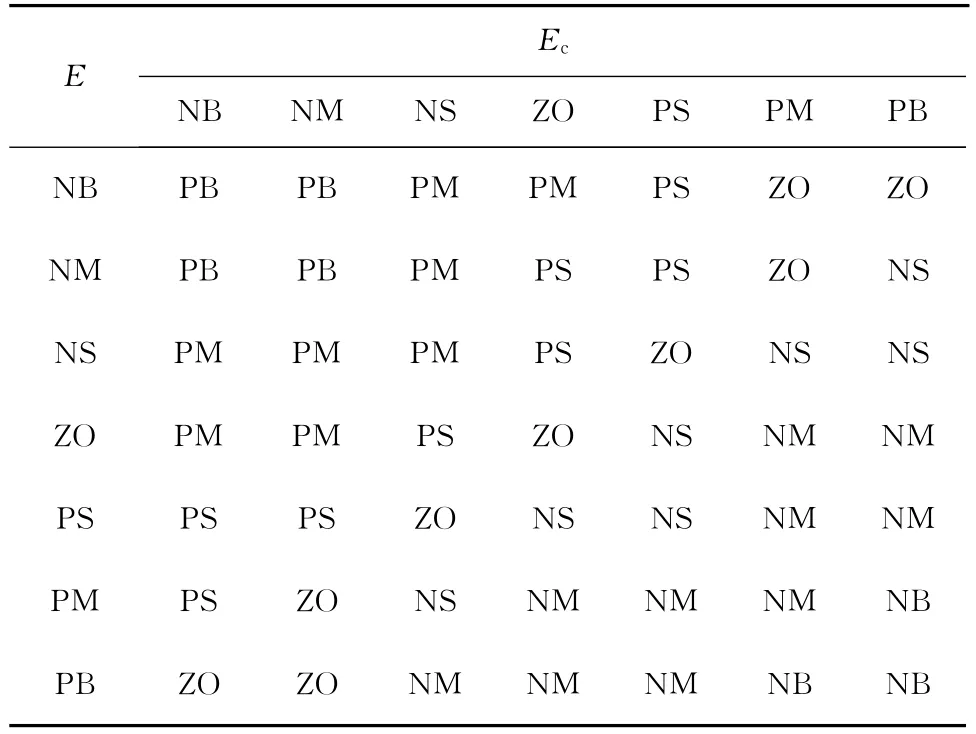
表1 ▽KP控制规则表
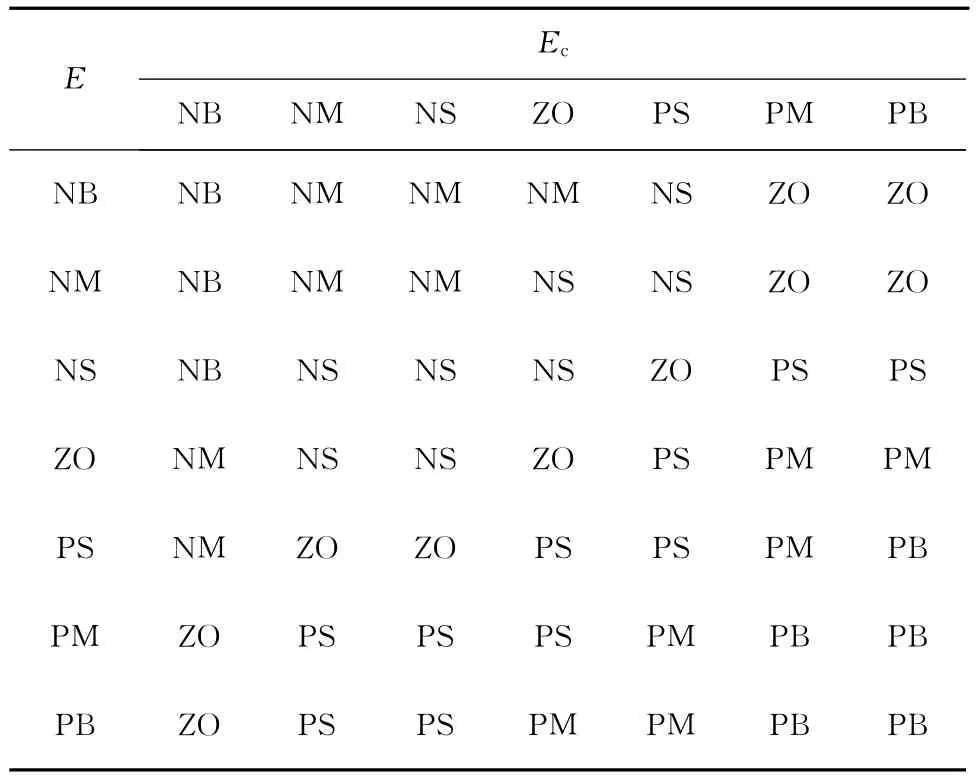
表2 ▽KI控制规则表

表3 ▽KD控制规则表

3.2.4 模糊推理与解模糊
解模糊过程是把模糊值转化为实际工程中准确的精确值达到控制的目的。一般采用加权系数法转化为精确输出量[11]。输出公式为:
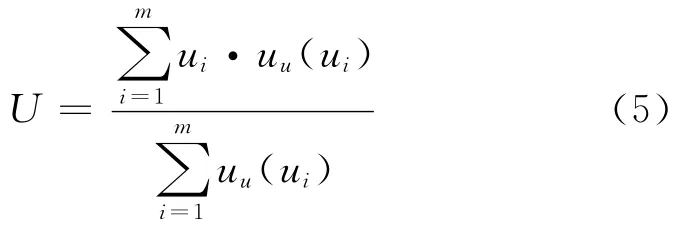
模糊规则建立后,对其进行模糊推理,常用的推理是“推理合成法”。模糊关系如下:if E=A and EC=B then U=C。这个存在的关系为:
ui可以由隶属函数得到;uu(ui)是经过推理得到的隶属函数值。
4 Matlab进行控制器仿真
通过上述过程建立了模糊控制算法。现对球磨机模型进行仿真分析。由于球磨机系统属于时滞系统,可以建立二阶时滞模型对其进行仿真。
给系统输入单位阶跃信号,仿真时间为50s,仿真结果如图8所示。

图8 仿真曲线
采用模糊-PID控制和常规PID控制对控制算法进行仿真,从图8可知,①它们的稳定精度都很高,但模糊-PID控制具有更好的控制性能;②模糊-PID控制超调量小,稳定性更好;③模糊-PID控制的震荡次数少。
5 结束语
磨矿控制系统属于一种高能耗、低效率,大的耦合性和时滞性的系统。将模糊-PID控制算法运用到球磨机控制系统中,在充分发挥常规PID控制精度高的优点的同时,实现了参数的在线调整,能有效减小球磨机负荷的波动,提高了系统动态和静态性能,较好地满足生产要求,经济效益显著。
[1] 李文亮,杨涛,于向军,等.国外大型球磨机发展现状[J].矿山机械,2007,35(1):13-15.
[2] 宋代广,包其仕,庞科旺,等.球磨机自动加球模糊控制系统设计[J].金属矿山,2014,43(4):143-146.
[3] 鲁培兴.浅谈球磨机在金川选矿厂的应用现状和发展趋势[J].矿山机械,2012,40(4):1-4.
[4] 戴琨,向波.球磨机闭路磨矿回路的智能多变量控制[J].矿山机械,2011,39(10):60-63.
[5] 赫荣安.调军台选矿厂大型球磨机锻(轧)钢球使用效果分析[J].金属矿山,2000(3):34-36.
[6] 王志生.梅山选矿综合自动化智能控制及优化[J].金属矿山,2005(Z2):499-503.
[7] 贺晓巧,王建民,赵晔,等.河北某选矿厂磨机负荷的优化控制策略研究及实现[J].矿山机械,2014(9):75-79.
[8] 白伟.磨矿分级控制系统的开发与应用[J].自动化应用,2010(12):8-9.
[9] 李士勇.模糊控制[M].哈尔滨:哈尔滨工业大学出版社,2011.
[10] 周克良,张建荣.模糊-PID串级控制在磨机给矿量控制系 统 中 的 应 用 [J].煤 矿 机 械,2008,29(2):162-164.
[11] 罗兵,甘俊英,张建民.智能控制技术[M].北京:清华大学出版社,2011.
猜你喜欢
人民黄河(2023年9期)2023-09-12 04:24:26
防爆电机(2022年2期)2022-04-26 13:57:08
当代水产(2020年2期)2020-03-17 06:57:06
石油化工建设(2019年6期)2020-01-16 08:03:42
经济技术协作信息(2018年8期)2019-01-14 03:06:36
电子测试(2018年15期)2018-09-26 06:02:00
企业科技与发展(2018年9期)2018-09-10 21:59:04
农业科技与装备(2018年5期)2018-02-19 12:15:02
新疆钢铁(2015年1期)2015-11-07 03:11:03
海军医学杂志(2013年1期)2013-03-18 06:38:32