新型粘性物料烘干机控制系统的设计
2016-01-31 06:08黄晓华陈国三陈龙高董松江
机械与电子 2015年12期
王 立,黄晓华,陈国三,陈龙高,董松江,冯 畅
(南京理工大学机械工程学院,江苏 南京 210094)
Design of Control System for New Type of Viscous Material Dryer
WANG Li,HUANG Xiaohua,CHEN Guosan,CHEN Longgao,DONG Songjiang,FENG Chang
(School of Mechanical Engineering,Nanjing University of Science and Technology, Nanjing 210094,China)
新型粘性物料烘干机控制系统的设计
王立,黄晓华,陈国三,陈龙高,董松江,冯畅
(南京理工大学机械工程学院,江苏 南京 210094)
Design of Control System for New Type of Viscous Material Dryer
WANG Li,HUANG Xiaohua,CHEN Guosan,CHEN Longgao,DONG Songjiang,FENG Chang
(School of Mechanical Engineering,Nanjing University of Science and Technology, Nanjing 210094,China)
摘要:针对新型粘性物料烘干机的自动化要求高、烘干效果好等问题。采用了西门子PLC为主控单元,SMART LINE1000ie触摸屏为上位机,对新型粘性物料烘干机进行控制系统的设计。通过PLC控制与新型机构的结合,明显提高了烘干机的自动化程度、生产率和资源利用率。
关键词:粘性物料;控制系统;PLC;SMART LINE1000ie触摸屏
0引言
随着科技的发展,高效率、高质量、自动化已经成为衡量新型烘干设备的重要指标。因此,对烘干设备的要求是越来越高。大多数物料例如:枣类和核类,表面都是光滑的,所以在烘干的过程中物料不会粘贴到烘干板上,而且物料之间也不会相互粘贴。这样的物料在烘干过程自由运动,不需要考虑粘贴。而粘性物料本身的粘附性很强,干燥过程中不易分散,且容易在粘在烘干板上,产生粘贴、结疤现象[1-2]。
粘性物料烘干是烘干技术的一个难点。根据粘性物料的特性,开发一种新型粘性物料烘干机,来提高烘干机的性能和补充原有烘干机的不足。粘性物料的烘干后的口味和质量一直是决定烘干设备好坏的一个重要指标,新型粘性物料烘干机以其新型的结构特点结合PLC控制系统,不仅提高了自动化程度,粘性物料烘干的口味和质量也有相应的改善。
1新型粘性物料烘干设备的烘干原理
新型粘性物料烘干机是以带式连续烘干机的基础上设计的,结构简图如图1所示。新型粘性物料烘干机主要包括:热风炉、房体、风机、排湿阀组件、传动带、平稳落料装置、垂直提升机、横向皮带出料机、横向皮带进料机、温湿度传感器、变频器、PLC控制系统等。待烘干物料放在载物托盘中,载物托盘随着垂直提升机到上料输送带上,再由上料输送带将其送至第1层传送带上。当载物托盘移动至传送带的端部时,平稳落料装置将载物托盘平稳的由上一层移送到下一层。传送带上下层运动方向相反,载物托盘在烘房中往复运动直到一个烘干流程结束。
粘性物料烘干主要分为4个阶段:升温段、高温恒速干燥段、低温降速干燥阶段和冷却段,能最大程度地保护物料最初的风味口味。上料完成后进热风,物料进入升温段,物料吸收周围环境热量,温度上升至40~45℃。此段温度过高常温物料易出现烫伤、表面硬化、阻止内部水分向外部迁移;此段温度过低则不能很好地进入高温恒速干燥段。然后进入高温恒速烘干段,此段物料体内水分以近似不变的速率从表面气化,保持在55~65℃。高温短时结束此段,从而缩短烘干时间、提高效率。再进入低温降速失水段,当物料表面不再有充足的水分供表面蒸发时,多余热量会通过热传导进入物料内部,使内部水分向外迁移,此时温度要降到45~55℃之间。过高会出现表面硬化、出现褶皱甚至焦糊现象;过低热量不能传到物料内部,使内部水分无法向外迁移。最后进入冷却段,高温物料需要一个缓慢降温过程。温度骤变易引起表面褶皱、产品风味改变。干物料冷却完成后即可出料。干物料通过出料缓坡平缓的移送到横向皮带出料机上,再由横向皮带出料机送出烘房实现出料。
使用这样的烘干系统最大的优势就是通过自动化手段实现对温度、湿度、水分、时间以及喂料和出料的全面调节。能最大程度地提高粘性物料的风味和口味,实现新型粘性物料烘干机的优势。从而能充分地使粘性物料产品实现市场的竞争优势和产品价值得到最大化提升。同传统的烘干机相比,该产品高效节能、产品性能稳定。
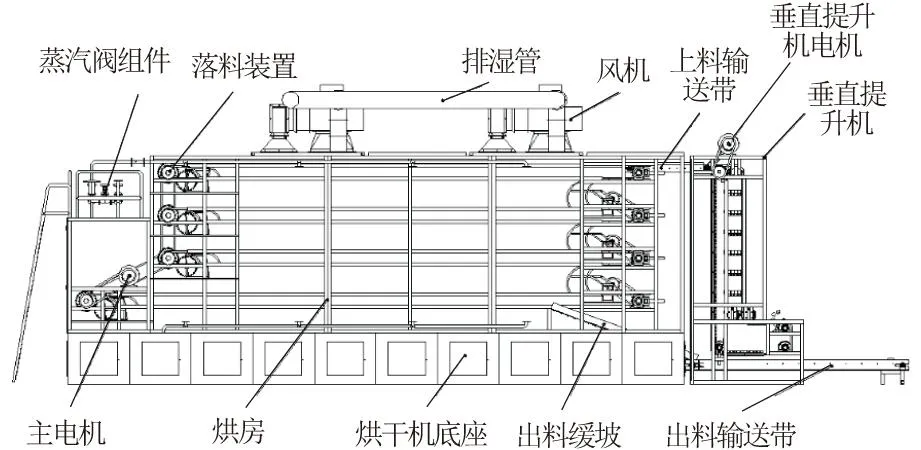
图1 新型粘性物料烘干机结构
2新型粘性物料烘干机的控制系统
新型粘性物料烘干机的控制包括手动控制和自动控制,手动控制包括一键上料、上料停止、一键下料、下料停止、主电机启停、风机启停、蒸汽阀启停等工况;自动控制模式通过温度传感器、压力传感器和湿度传感器检测到的温度信号、压力信号和湿度信号自动控制系统的烘干装置的运行和蒸汽阀的启停时间。
新型粘性物料烘干机和以往烘干方式不同,采用新型变温干燥工艺。在此方案中使用SMART LINE1000ie触摸屏进行监控。触摸屏系统包括主界面、手动控制界面、自动控制界面、参数设计界面和报警界面。客户可以根据自己的需求进行手自动控制和参数的设计。
基于粘性物料的烘干需求,对新型粘性物料烘干机的控制系统进行了设计,其工作原理如图2所示。
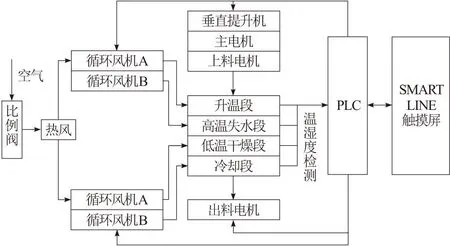
图2 新型粘性物料烘干机控制工作原理
2.1 温度和水分控制
烘房内的热风是由热风炉提供的,风机将热风炉中的热风吹入烘房内部。由于物料的烘干过程每一个阶段的烘干温度都不一样,因此在风机的前端安装比例阀实现不同烘干阶段温度的调节。每个烘干段的温度和湿度都是有温湿度传感器在线测量,并通过变送器把信号调理转化成标准量程的直流信号,然后PLC的模拟量输入模块用A/D转换器将其转换成数字量信号会对这一数字量与设定值的差值进行PID运算,并依据运算结果,形成对物料水分值的自动控制作用。
2.2 PLC硬件选择
西门子S7-200系列PLC性价比高,在各个行业中的运用非常普遍 ,根据新型粘性物料烘干机的控制要求,需要16个数字量输入点、18个数字量输出点和3个模拟量输入点。控制系统选用西门子公司的SIMATIC S7-200 SMART系列PLC(CPU SR60)和扩展模块EM231。CPU SR60集成有36个数字量输入点和24个数字量输出点,并标配以太网接口,集成了强大的以太网通信功能。一根普通的网线即可将程序下载到PLC中,方便快捷,省去了专用编程电缆。通过以太网接口还可与其他CPU模块、触摸屏、计算机进行通讯,轻松组网。EM231提供4通道模拟量采集,其中2通道用于连接热敏电阻NTC温度传感器或热电阻PT100温度传感器,另外2个通道用于采集电压/电流信号输入。
研究采用PLC来开发该设备,具有成本低、适应性广、可移植和升级的优点。
2.3 控制系统I/O地址分配表
新型粘性物料烘干机控制系统中,需要16个数字量输入信号、18个数字量输出信号和3个模拟量输入信号。控制系统对应的I/O输入输出触点及地址号如表1所示。
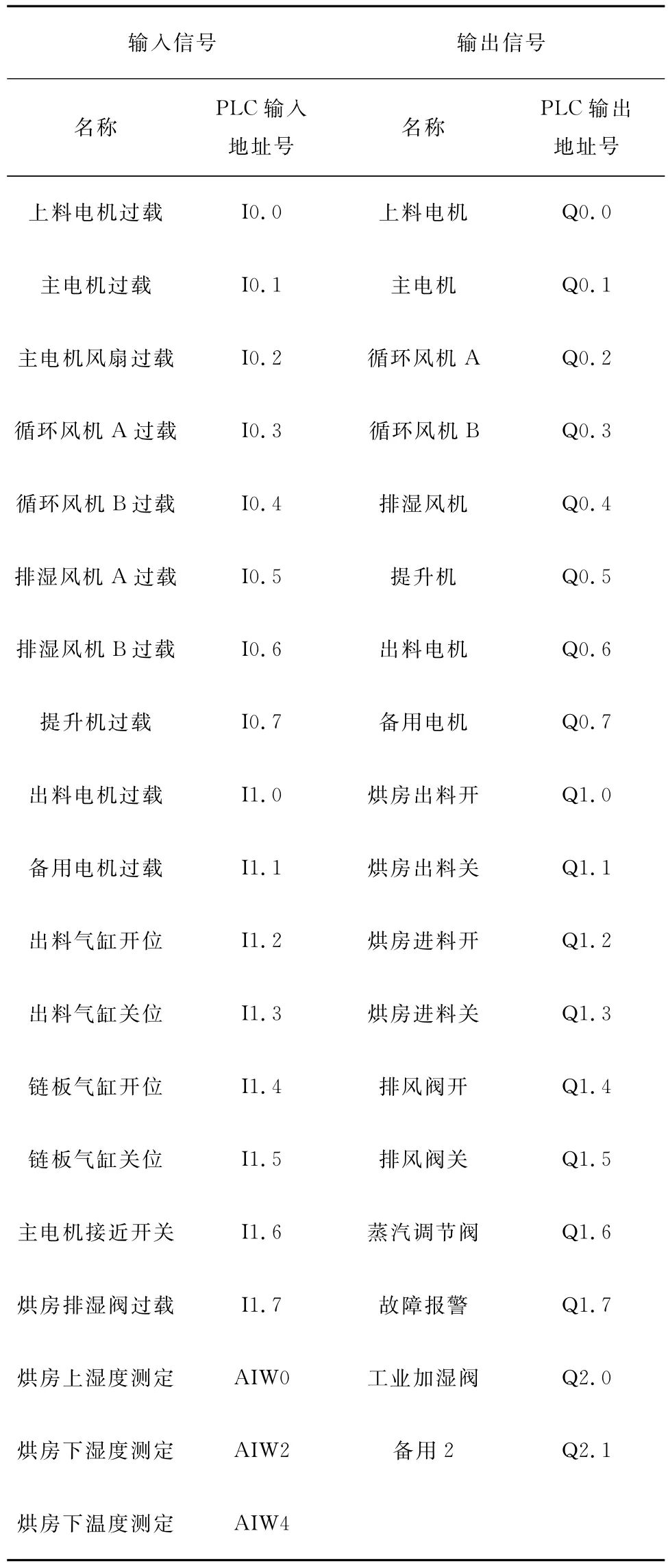
表1 控制系统I/O触点及地址号
3系统软件设计
3.1 下位机软件系统的设计
根据新型粘性物料烘干机的功能需求和系统的操作要求,可确定各执行机构动作的顺序和相互之间的关系,研究在STEP 7-Micro/WIN软件平台下进行PLC程序的编写。
物料经过提升机到上料输送带,再由上料输送带送至烘房内。物料进入烘房后经过升温段、高温失水段、低温干燥段和冷却段,物料烘干好后经过出料输送带出料。整个烘干过程通过PLC来控制物料的温度、湿度和烘干时间,控制系统的主程序流程如图3所示。
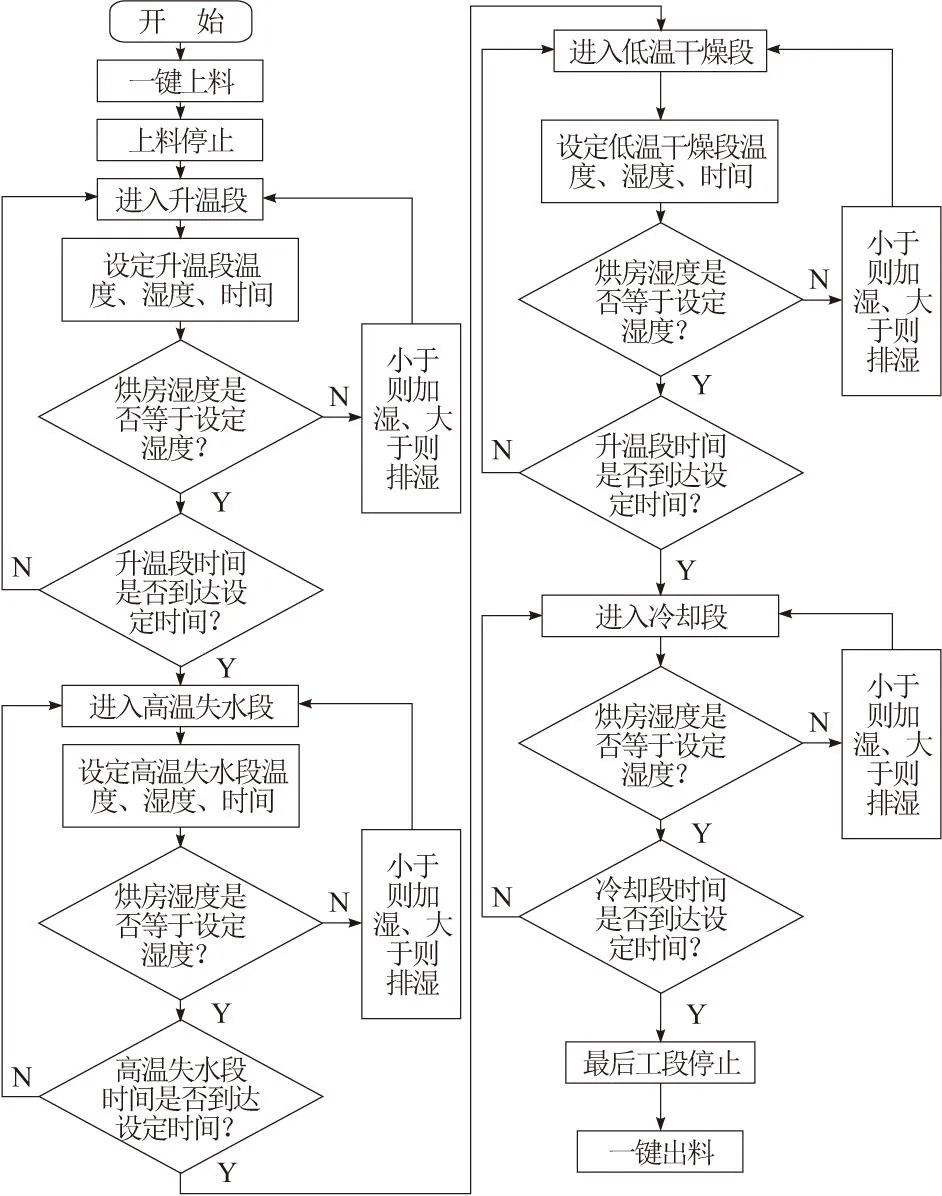
图3 新型粘性物料烘干机主程序流程
3.2 上位机软件设计
本控制系统人机界面采用西门子的SMART LINE1000ie触摸屏,SMART LINE1000ie触摸屏集成的工业以太网接口,可以和S7-200 SMART建立高速无缝的连接。SMART LINE1000ie使用WINCC flexible工程组态软件设计人机界面,并通过以太网转到SMART LINE1000ie中。在本控制系统中,它的主要功能为控制系统建立的手自动控制界面、参数设置界面以及报警界面,由此来控制新型粘性物料烘干机的运行和设定温湿度参数等等。
新型粘性物料烘干机的主要包括5个控制界面,主界面、手动控制界面、自动控制界面、参数设置界面和报警界面。其中主界面可选择控制方式是手动控制还是自动控制。手动控制界面可根据需求手动控制烘干机的运行。自动控制界面可设定好参数自动控制烘干机。参数设置界面可选择不同的物料类型,设定相应烘干阶段的烘干时间和温度。报警界面只有当故障发生时才会调用报警界面,报警界面中会显示何处发生故障,危险警示灯会闪烁。
4结束语
粘性物料烘干机将烘干过程分为升温段、高温失水的、低温干燥段、冷却段4个阶段,通过可编程控制器来分段控制粘性物料的烘干温度、湿度以及烘干时间,能最大程度地提高粘性物料的烘干质量。系统采用了西门子PLC进行了控制,通过SMART LINE1000ie触摸屏,为使用人员提供直观快捷的操作界面,使用人员可以操作界面控制粘性物料烘干机的运行。
实际应用表明,与传统的粘性物料烘干机相比,本控制系统与新型设备的结合不仅提高了自动化程度节约大量的劳动力,而且极大地改善了粘性物料的风味和口味,对于粘性物料烘干的研究具有重要的意义。
参考文献:
[1]张锦发. 蜜饯加工中的烘干设备.轻工机械, 1986(02): 17-18.
[2]栾素青. 粘湿性物料回转干燥机.矿山机械, 1997(10):46-46.
[3]谭体升, 李普选, 马杰. 新型带式烘干机的设计与开发.中国油脂, 2006(31):24-25.
[4]孙康岭, 杨兆伟, 张哗. 基于PLC的自动门控制系统设计. 机电工程, 2010, 27(11):123-126.
[5]王映龙, 徐辉辉, 刘道金, 等. 球形水果实时分级PLC控制系统. 农业机械学报, 2007, 38(12):229-231.
Abstract:Aiming at the requirements of high automation level and good drying performance of the new viscous material dryer, this article uses Siemens PLC as the main control unit, SMART LINE 1000ie touch screen as the upper computer to design a new type of viscous material dryer control system. Through the combination of PLC control and new mechanisms, the automation level, productivity and resource utilization of the dryer are improved obviously.
Key words:viscous material;control system;PLC;SMART LINE 1000ie touch screen
作者简介:王立(1992-),男,安徽阜阳人,硕士研究生,研究方向为机械制造;黄晓华(1969-),男,江苏南通人,副教授,工学博士,研究方向为现代制造技术。
收稿日期:2015-08-31
文章编号:1001-2257(2015)12-0010-04
文献标识码:A
中图分类号:TP272;S24
猜你喜欢
数学年刊A辑(中文版)(2022年3期)2023-01-05
装备制造技术(2021年4期)2021-08-05
数学物理学报(2019年6期)2020-01-13
电子制作(2018年16期)2018-09-26
电子测试(2018年6期)2018-05-09
数学物理学报(2016年2期)2016-12-01
西藏科技(2016年9期)2016-09-26
铁道通信信号(2016年12期)2016-06-01
海峡科技与产业(2016年3期)2016-05-17
现代农业装备(2015年4期)2015-12-15