
不同阶数阶梯状双螺杆挤出机有限元分析
2015-04-25 09:51:18梁振刚任建华刘艳层
制造业自动化 2015年13期
梁振刚,任建华,刘艳层
LIANG Zhen-gang, REN Jian-hua, LIU Yan-ceng
(河北工程大学,邯郸 056038)
0 引言
阶梯状双螺杆挤出机设计是在同向平行双螺杆挤出机的基础提出的,通过减少一段螺杆外径,不改变中心距和螺距,并根据螺杆结构几何学计算出螺杆在此阶的螺槽深度和根径。由螺杆几何学可知:减少螺杆外径并且不改变中心距,螺杆深度变小,螺杆根径变大,从而使得一个螺距中螺槽的容积从前一阶的容积较大变化到此一阶中螺槽容积较小,使得物料在挤出过程中被压缩。
1 模型的建立
1.1 2阶双螺杆挤出机的模型
对于2阶阶梯状双螺杆挤出机,在图1和图2中显示了阶梯状双螺杆挤出机中的一段图形。其中第一阶外径为200mm,中心距恒定为150mm,螺槽深度为50mm,根径为100mm,螺纹头数为1。螺距为200mm。
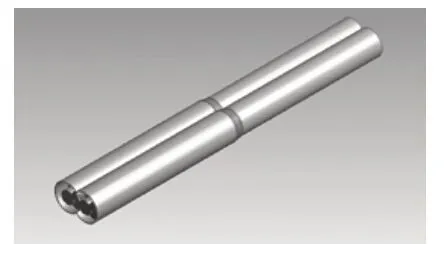
图1 2阶双螺杆挤出机模型
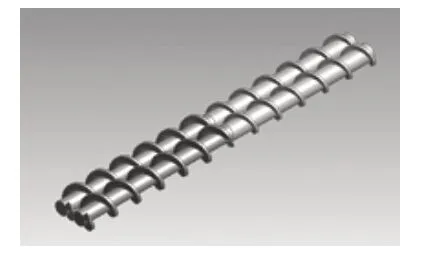
图2 2阶螺杆结构
1.2 3阶双螺杆挤出机的模型
对于3阶阶梯状双螺杆挤出,图3和图4中显示了挤出机的整体模型和螺杆模型。
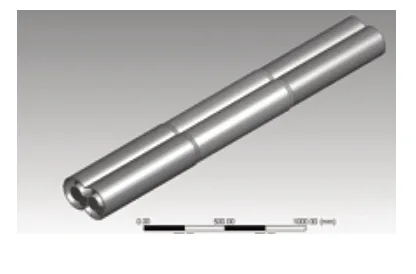
图3 3阶挤出机模型
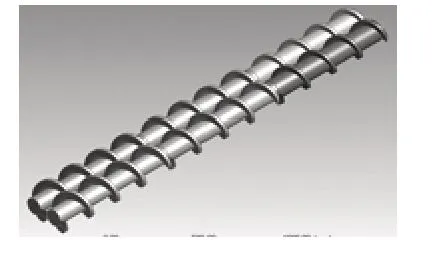
图4 3阶螺杆结构
2 网格划分
由于是对流场的进行有限元分析,利用Workbench中的填充工具和布尔运算工具把流场建立出来,采用自由划分网格的方法进行网格划分,划分好网格的图形如图5所示。并在图形中对进口面、出口面、墙壁面以及对流场与左螺杆接触面和流场与右螺杆接触面进行命名设置,其中流场与一根螺杆接触面可以分为3部分:一部分为与螺杆螺棱顶部相接触的区域;一部分为与螺杆螺槽底面相接触的流体区域;最后是与螺杆螺棱侧面相接触的区域。而流场与另一根螺杆接触面也可以分为3部分,这样流场与两根螺杆接触面可以分为6部分。对这6部分分别进行命名,分别命名为“Interface 1 shang”、“Interface 2 shang”、“Interface 3 shang”、“Interface 4 xia”、“Interface 5 xia”、“Interface 6 xia”,2阶挤出机与3阶挤出机是分别进行分析的,命名可以一样。
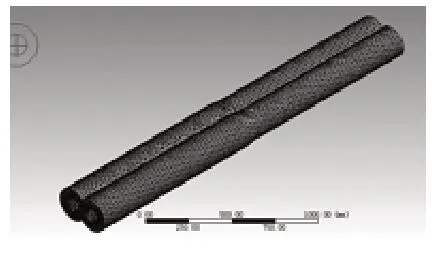
图5 2阶挤出机网格划分
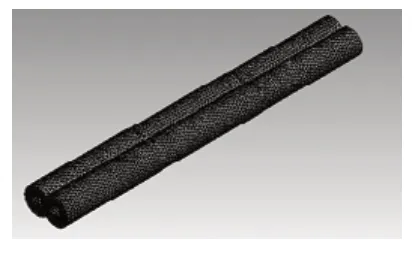
图6 3阶挤出机网格划分
3 前处理设置
3.1 材料的设置
由于阶梯状双螺杆挤出机对物料的压缩作用已经得到证明,为了分析的方便性,在此选择软件Workbench中提供的材料水作为分析材料。
3.2 速度边界条件的设置
在速度边界条件设置之前,首先要确定原定的位置。在本论文中图形的原点设置在左螺杆第一阶末端圆面的圆心处。在2阶和3阶中流场与螺杆接触面6部分中,相同部分的速度边界条件是相同的。所以2阶和3阶的有限元分析中进、出口条件、墙壁面、相同位置接触面的边界条件相同,下面仅以2阶为例,不在阐述3阶边界条件的设置。
1)机筒速度边界条件即“Wall”的速度
机筒速度:我们采用的是机筒静止的假设,所以机筒的速度为零,所以流体与机筒接触区三个方向的速度都为零:

2)流场边界条件
由于流场与左右螺杆接触面的速度边界条件不一样,对此应该分别处理。
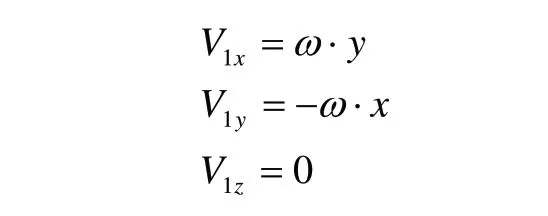
(1)左螺杆螺棱顶部的速度即“Interface 1 shang”的速度:
(2)左螺杆螺槽底面和中间过渡元件的内面速度即“Interface 2 shang”的速度:
(3)左螺杆螺棱侧面的速度即“Interface 3 shang”:
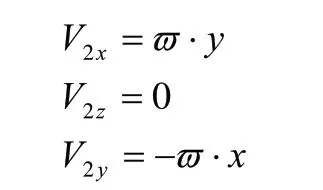
(4)右螺杆螺棱顶面的速度即“Interface 4 xia”的速度:

(5)右螺杆螺槽底面和中间过渡部分内面的速度即“Interface 5 xia”的速度:
(6)右螺杆螺棱侧面的速度即“Interface 6 xia”的速度:
其中CL为中心距,ω为转速100(rev min-1)。
3.3 速度边界条件的施加
在Workbench中施加边界条件,要需要先定义“Expressions”,并且在“Definition”中定义。V1x为例,在“Details”中输入100[rev min^-1]*x,尤其值得注意的是,在输入时,一定要带上单位。最后输入的边界速度如图6所示。由于z轴的速度为零,在此并没有定义z轴上的变量。
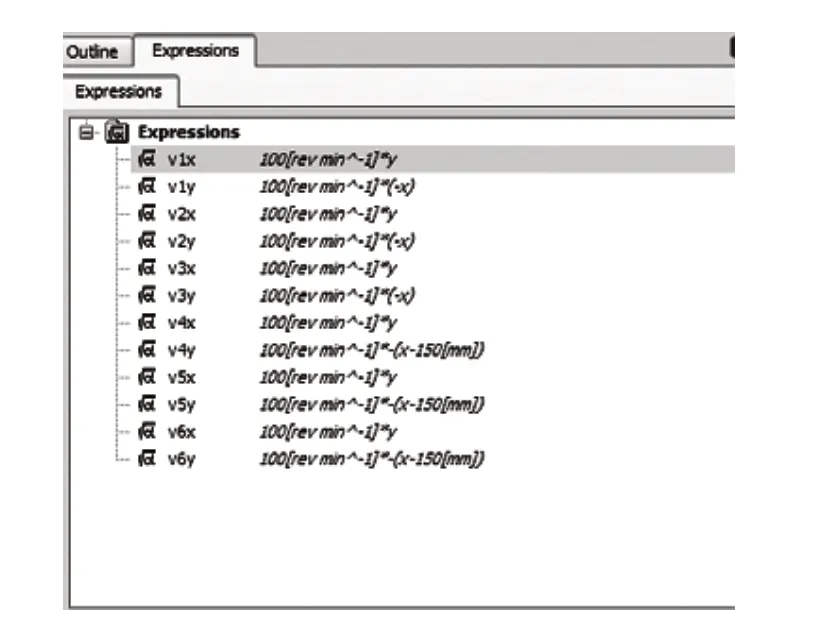
图7 速度条件的定义
在施加边界条件时,以“Interface 1 shang”为例,点击“Boundary”,在其中输入“Interface 1 shang”,在“Boundary Type”中选择“Opening”,在“Boundary Details”中的“Mass and Momentum”中选择“Cart Vel Components”,在“U”、“V”、“W”中输入定义的函数“V1x”、“V2y”、“0”。依次施加几个接触面的速度边界条件,墙壁面的速度边界条件比较简单,在此不再提及。
3.4 压力边界条件
压力的边界条件设置为进口面压力为0,出口面的压力为0.5Pa。
4 结果后处理
进行CFX运算后,开始进行后处理。
4.1 整体速度分布
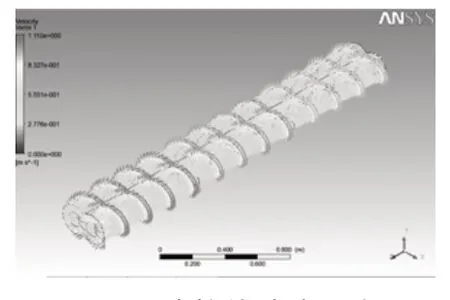
图8 2阶整体速度分布
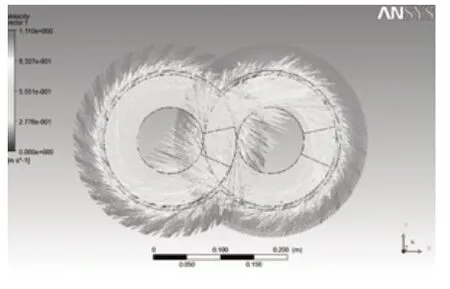
图9 2阶界面整体速度
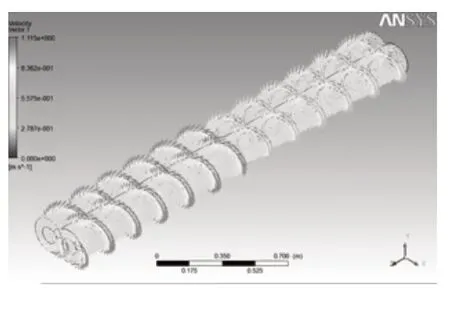
图10 3阶整体速度分布

图11 3阶界面整体速度
由图8~图11可以看到:沿挤出方向速度变化趋势一样,速度变化不大;在截面速度分布上,都是从螺槽底部的速度最小值增大到螺棱顶部的最大值。但是在2阶中螺棱顶部的速度是存在2个速度下降阶段,并且还不在前后阶过渡段;而3阶螺棱顶部速度只经过一个速度速度下降阶段,并且此阶段不在过渡部分。2阶螺棱顶部速度经过2个速度下降阶段后的速度与3阶螺棱顶部速度经过1个速度下降阶段后的速度值是相同的。
4.2 Z轴方向速度
因为Z轴方向的速度显示的是物料挤出过程中的回流的现象。所以对Z轴方向的速度进行分析。
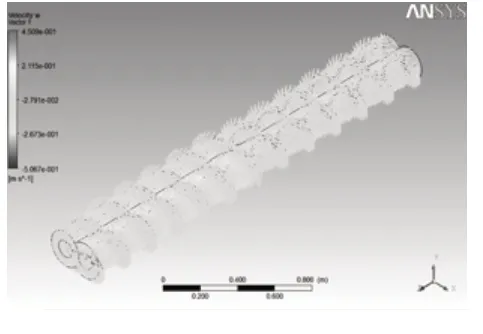
图12 2阶Z轴速度
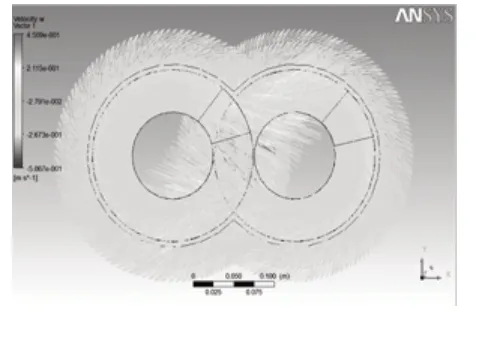
图13 2阶截面Z轴速度
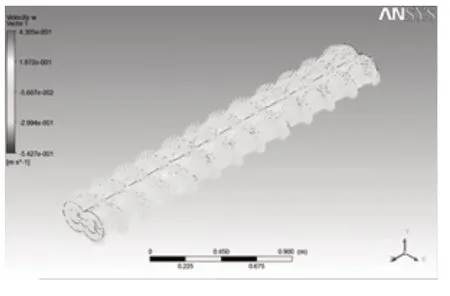
图14 3阶Z轴速度
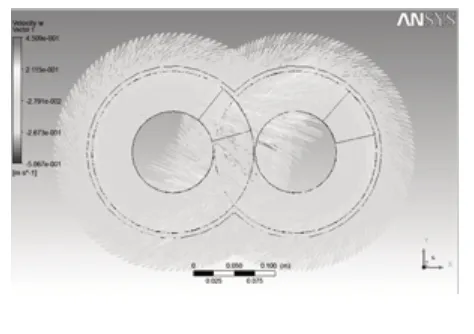
图15 3阶Z轴截面速度
由图12~图15可以看到:2阶和3阶的整体趋势是沿挤出方向流动的,但是在啮合区内存在回流现象,图12和图14中黄色的部分即为回流证明。但是在2阶中回流现象只存在前办部分,后面部分的回流现象不明显,在3阶中回流现象存在贯穿整个螺杆结构。由此可知3阶中回流现象较2阶明显,而回流现象的存在有利于物料的混合,所以3阶挤出机的混合性能会更好一些。
4.3 压力的分布
由于压力截面分布基本一致,在此不再列出。
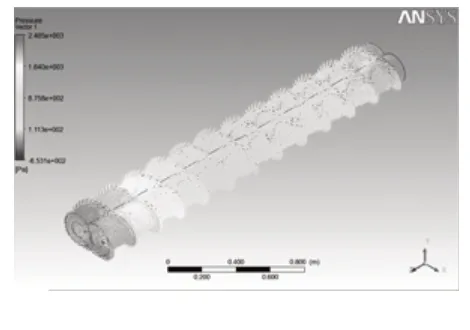
图16 2阶压力分布
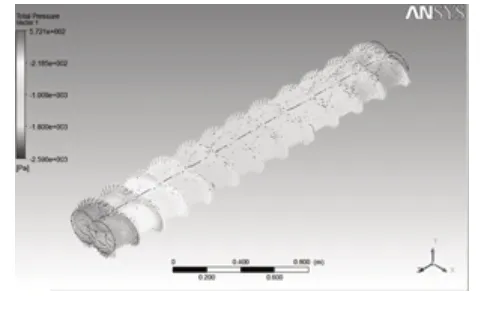
图17 3阶压力分布
由图16和图17可以看到:在沿挤出方向,2阶和3阶的压力分布都存在2个显著的压力变化阶段,2阶的压力变化阶段集中在第一阶上,而3阶的压力变化阶段分布在整根螺杆上,相比较而言3阶的压力变化更加平滑,更有利于螺杆的设计。
4.4 粘度的分布
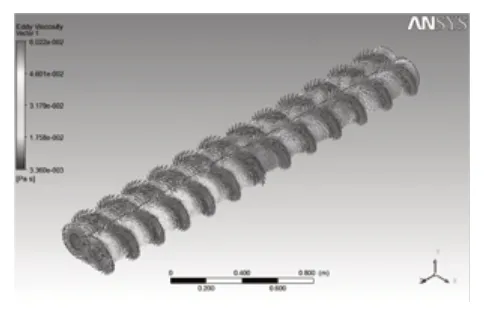
图18 2阶粘度分布
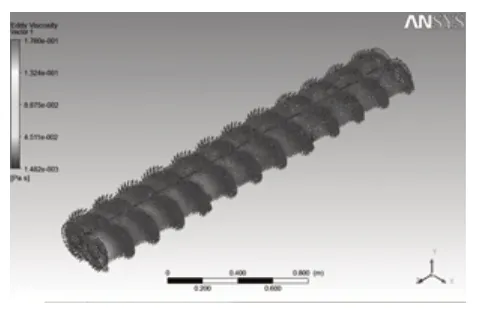
图19 3阶粘度分布
由图18和图19可以看到:在2阶中截面内粘度的变化较大,从螺槽区域的粘度最大到螺棱区域处的最小,而3阶中截面内粘度的变化较小。2阶螺槽处粘度较大,则剪切速率较小,不利于混合,而3阶螺槽粘度较小,则剪切速率较大,对混合有利。
5 结论
对2阶和3阶挤出机进行分析后可以知道:
1)在3阶中啮合区的回流现象更加明显,有利于混合。
2)在3阶中压力分布的更加平滑,有利于螺杆的设计。
3)3阶中螺槽区域的剪切速率更大,有利于物料的混合。
[1] 何家波.泥料在双螺杆挤出机中的运动机理研究[D].景德镇陶瓷学院,2012.
[2] 张澎湃.啮合同向双螺杆挤出机螺纹元件流场分析[D].燕山大学,2004.
[3] 黄国权,等.有限元法基础及ANSYS应用[M].机械工业出版社,2004.
[4] 陈志强,耿孝正.从w&P公司挤出机的两个设计指标看啮合同向双螺杆挤出机的发展趋势[J].中国塑料,1996(11):l-6.
猜你喜欢
应用数学(2020年4期)2020-12-28 00:36:38
数学物理学报(2020年5期)2020-11-26 06:06:30
中国粮油学报(2019年4期)2019-07-12 09:06:44
中国塑料(2016年7期)2016-04-16 05:25:54
中国塑料(2015年2期)2015-10-14 05:34:32
中国塑料(2015年11期)2015-10-14 01:14:22
四川师范大学学报(自然科学版)(2015年1期)2015-02-28 14:07:21
中国塑料(2014年8期)2014-10-17 03:05:10
火炸药学报(2014年5期)2014-03-20 13:17:54
机电产品开发与创新(2014年4期)2014-03-11 16:42:25
