
酯硬化水玻璃砂型塌箱问题研究
2015-04-23 04:23赵文博王猛
金属加工(热加工) 2015年19期
■ 赵文博,王猛
酯硬化水玻璃砂具有价格低廉,环保无污染,水玻璃加入量低,以及再生砂回用率高等优点,因此在铸造产业得到了大量应用。对于手工造型的铸造厂家,特别是大型铸件的生产厂家,对酯硬化水玻璃砂的可使用时间要求较高。用酯硬化水玻璃砂所制造的砂型塌箱直接原因往往是由于造型未能在可使用时间之内完成。
一个砂型的废弃并不是只有其本身产生的损失,还关联着整个前序的劳动成本,以及整个生产工期的准时完成。因此,降低砂型的废弃率具有重要的意义。
1. 情况调查
2013年我公司的砂型不合格率统计记录图1所示。
从图1可以看出,全年中6~9月份的砂型不合格率远高于其他月份,说明这段时间里在某一方面型砂出现了异常。
2. 24h抗拉强度试验
在出现以上情况后,我们对原材料进行了检测。
在检测某种夏季专用的特慢固化剂时,我们得到了附表所示的结果。
由此我们发现,第4批固化剂的24h抗拉强度特别低。
我们用第3批次的固化剂进行现场试验。砂芯尺寸为φ1200mm ×800mm。
工艺一配比:水玻璃3%,固化剂20%。
如图2所示,造型24h后起模时没起出来,直接在芯盒中开裂,因此没有继续起模。
工艺二配比:水玻璃3%,固化剂23%。
造型24h后起模完好,但起模10min后砂芯出现2mm宽裂纹,1h后砂芯严重变形(见图3),裂纹30mm,4h后砂型完全坍塌。
3. 原因分析及改正措施
对以上试验结果,我们认为此种固化剂所混制的酯硬化水玻璃硅砂强度不够。
但为什么我们需要用到这种特慢固化剂呢?根本原因是高温天气、再生硅砂残余Na2O含量过高,导致型砂可使用时间过短,因此需要使用特慢固化剂来调节可使用时间。
对再生砂线进行检查,发现焙烧炉温度分布不均匀,虽然炉的下部能够达到工艺规定的温度(300℃以上),但炉的中上部温度却不能达到。对此,一方面调整测温热电偶的位置,将测温热电偶的位置调高,使整个炉膛的温度更高;另一方面加大搓擦机处的除尘力度,保证搓擦效果。

图1 型砂不合格率
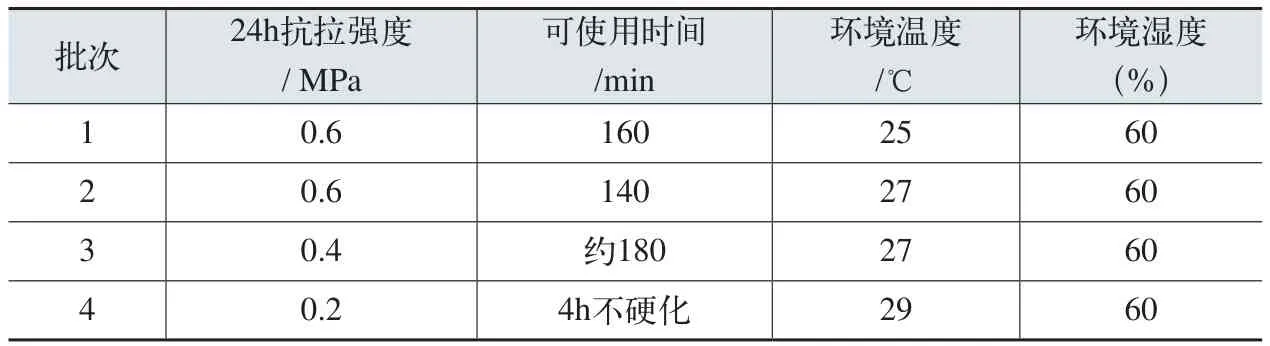
特慢型固化剂检测结果
工艺上我们调整型砂工艺配比,降低水玻璃的加入量,由占砂3.0%降低到占砂2.6%,从源头上减小旧砂残余Na2O的含量。此项措施既降低了成本,又减小了砂再生线的处理压力。最终我们使再生硅砂残余Na2O含量达到了标准(≤0.5%),并保持在稳定状态。
经过以上措施,2014年砂型的不合格率从5.12%降低到1.94%。由此可见,我们找到的原因正确,措施有效。

图2

图3 起模后1h
4. 结语
对于酯硬化水玻璃砂,如果再生砂的残余Na2O含量太高,那么在高温季节,其可使用时间将会减小,而市售的特慢型固化剂所混制的水玻璃砂强度普遍低于常用固化剂,这会给生产带来非常大的风险。根据我公司的生产经验,保证再生砂残余Na2O含量合格是非常重要的指标。
综上所述,使用酯硬化水玻璃砂的厂家在生产过程中应根据实际情况,尽可能地降低水玻璃的加入量,同时保证砂再生线各个部位正常发挥作用,使再生砂的残余Na2O降低到可正常使用的水平。
猜你喜欢
中国铸造装备与技术(2021年6期)2021-12-02
科学与财富(2021年33期)2021-05-10
中国铸造装备与技术(2021年1期)2021-02-02
铸造设备与工艺(2020年4期)2020-10-15
中国质量监管(2017年7期)2017-09-30
中国铸造装备与技术(2017年3期)2017-06-21
中国设备工程(2017年2期)2017-03-06
中国质量监管(2016年10期)2016-07-10
中国铸造装备与技术(2015年5期)2015-12-10
中国卫生质量管理(2015年1期)2015-12-01
