
优化网状铝合金阻隔抑爆材料制造工艺参数的实验研究*
2015-04-19 02:03:17陈银清邱镇来
机械制造 2015年11期
□ 陈银清 □ 李 凯 □ 邱镇来
1.广东石油化工学院机电工程学院广东省石化装备故障诊断重点实验室 广东茂名 525000
2.茂名市亚泰铝合金抑爆材料有限公司 广东茂名 525000
网状铝合金阻隔抑爆材料是一种具有阻燃抑爆作用的网状铝合金箔材,其抑爆原理主要是依赖于材料叠层中网眼组成的蜂窝状结构。可燃流体装置中安放这些材料后,网状形成立体骨架,把内腔分割成众多小隔室,这些小隔室遏制火焰的传播;同时,这种蜂窝结构在单位体积内具有极好的导热性,可以迅速地将燃烧释放出来的绝大部分热量吸收掉,使燃烧反应后的最终温度大大降低,反应气体的膨胀程度缩小,容器的压力增高不大,达到防爆的效果,其防爆机理在于多孔、导热、导焰[1-5],从而降低局部气压。
由于铝合金阻隔抑爆材料是安放在贮存流体的容器内,为了减少其占用体积,箔材要尽可能薄,网眼要尽可能多,且具有足够的韧性,即材料的延伸率指标要求高,否则会存在使用过程中容易掉渣、折断等现象,同时在油箱加油时会发生跳枪、堵塞油路,油表不能准确读数,影响正常工作[3,5]。
然而要提高铝合金箔材的延伸率指标,在选用合适原材料的基础上,对其制作工艺特别是能改变材料力学性能的热处理工艺参数的设置必须合理。
对提高铝合金箔材的延伸率指标的工艺研究上,在国内外已 有不少研 究的 实例[6-10],如 李学伟等[6]对3003铝合金铸锭均匀化退火工艺及力学性能作了研究,分析了退火温度和时间的改变对力学性能的影响。吴文祥等[7]对3003铝合金箔制备过程中的组织演变进行了深入研究,分析了铝合金退火析出合金元素与温度及冷轧变形量的关系。岳有成等[8]研究了均匀化退火对超薄双零铝箔坯料组织与性能的影响,分析了退火温度及保温时间对伸长率的影响。潘秋红等[9]对容器箔用3003铝合金板带材退火工艺进行了研究,得出的结论是:3003容器箔的均匀化退火制度为560~580 ℃ /(24 h)、成品退火制度为 300 ℃ /(3 h)时,其组织结构和力学性能最佳,0.07 mm厚度的箔材抗拉强度达150 MPa,延伸率为7%。杨钢等[10]对轧制0.005 mm铝箔用铸轧坯料的工艺进行了研究,分析了轧制坯料的工艺对铝箔质量的影响。
以上研究分析都是单步工序的参数对3003铝合金箔的性能影响,没有对其总体工艺作研究分析。笔者以3003铝合金阻隔抑爆材料为研究对象,在已成熟的工艺基础上,对每道工序的工艺参数进行定性、定量分析,重点研究其制作工艺过程中的坯料的表面粗糙度、均匀化退火保温时间、成品退火的保温时间及箔材厚度对箔材延伸率的影响,采用回归正交旋转组合试验法,建立数学模型,找出最佳的工艺参数范围,最后通过试验,验证已建立的均匀化退火保温时间及成品退火保温时间对箔材延伸率影响规律的数学模型。
根据建立的数学模型,找出增强箔材延伸率的工艺参数最佳范围,进而对优化铝合金阻隔抑爆材料箔材制造工艺起到指导性作用。
1 试验材料及制造工艺流程
1.1 试验材料
研究的网状铝合金规格为3003的铝锭,化学成分(质量百分数%)为:硅 Si:0.60;铁 Fe:0.70;铜 Cu:0.05~0.20;锰 Mn:1.0~1.5;锌 Zn:0.01;其余为铝。
1.2 制造工艺流程
将铝锭铸成质量为1 t的坯料,然后在专用机床上铣削,使其表面粗糙度分别为 Ra0.1 μm、Ra0.15 μm、Ra0.2 μm三种;放入均匀化退火炉上退火;接着在热轧机上轧制成6.0~6.5 mm厚度的坯料;再在冷轧机上轧制厚度至0.03~0.08 mm的铝箔片;进行分条分卷,装入成品退火炉退火;最后在扩网机上扩网,得到网状铝合金箔片;再根据装置流体的形状,做成球状、条形状或卷状等不同形状的防爆产品。
设备:专用机床选用C6020-700大型车床,热轧机选用φ650型三辊热轧机;冷轧是在MINO1 400 mm四重不可逆轧机上进行,该设备拥有技术较先进的AGC系统、AFC系统和DC4050X-Ray测厚仪反馈系统;均匀化退火在20 t箱式退火炉中进行;成品退火在马弗炉中进行。
1.3 定性分析
将铝锭铸成坯料后,表层分布杂质较多,为了尽可能地清除杂质,对其表面进行铣削加工,在实际生产过程中,表面加工得越光滑,越有利于均匀化退火和成品退火。均匀化退火且保温时间较长的目的是为了消除材料的晶内偏析,实践证明,保温时间选择适当与否,直接影响成品退火的效果。成品退火的目的是为了消除内应力,直接影响材料的力学性能。而铝箔的厚薄直接影响成品退火保温时间的选择,即影响网状铝合金阻隔抑爆材料性能的主要环节是铣削坯料的表面效果、均匀化退火效果、成品退火效果及箔片的厚度。下面通过试验研究,定量分析这些因素对该材料性能的影响。
2 试验研究
2.1 试验方法[11-15]
试验选用二次回归正交旋转组合试验法,分两步进行,先采用正交试验法进行,然后再进行回归分析。
正交试验是试验设计中一种优良的方法,是指用正交表合理地安排试验,利用数理统计的原理科学地分析试验结果,能利用较少的试验次数获得较好的试验结果,处理多因素试验的科学方法。但是通过正交设计所得到的优化方案只能限制在已定的水平上,而不是一定试验范围内的最优方案。
回归分析是一种有效的数据处理方法,通过所确立的回归方程,可以对试验结果进行预测和优化,但回归分析往往只能对试验数据进行被动的处理和分析,不涉及对试验设计的要求。如果能将两者的优势统一起来,不仅有合理的试验设计和较少的试验次数,还能建立有效的数学模型,这正是笔者采用正交试验法的原因。
回归正交设计可以在各因素的试验范围内选择适当的试验点,用较少的试验建立一个精度高、统计性质好的回归方程,并能解决试验优化问题。
2.2 试验步骤
1)确定目标函数、影响因素及水平。根据网状铝合金阻隔抑爆材料生产过程的经验,影响其延伸率(目标函数)的主要因素有坯料表面的粗糙度Ra、均匀化退火保温时间h1、成品退火保温时间h2及铝箔的厚度s。本试验的指标是延伸率δ,试验因子4个,试验水平选3。
2)回归正交旋转组合试验设计过程。现用回归正交旋转组合设计分析,坯料表面粗糙度(x1)、均匀化退火保温时间(x2)、成品退火保温时间(x3)及铝箔的厚度(x4)与试验指标箔片的延伸率(y)之间的关系。
(1)确定因素水平编码及编码表[12-15]。因素的变化范围分别是:x1:(0.10~0.20) μm;x2:(24~26) h;x3:(1~3) h;x4:(0.03-0.08) mm。根据因素数 4及按 1/2实施,二水平试验次数为8,星号试验次数为8,零水平次数为7,所以总试验次数为n=23,则正交旋转组合设计因素水平编码表及回归正交设计表见表1及表2。
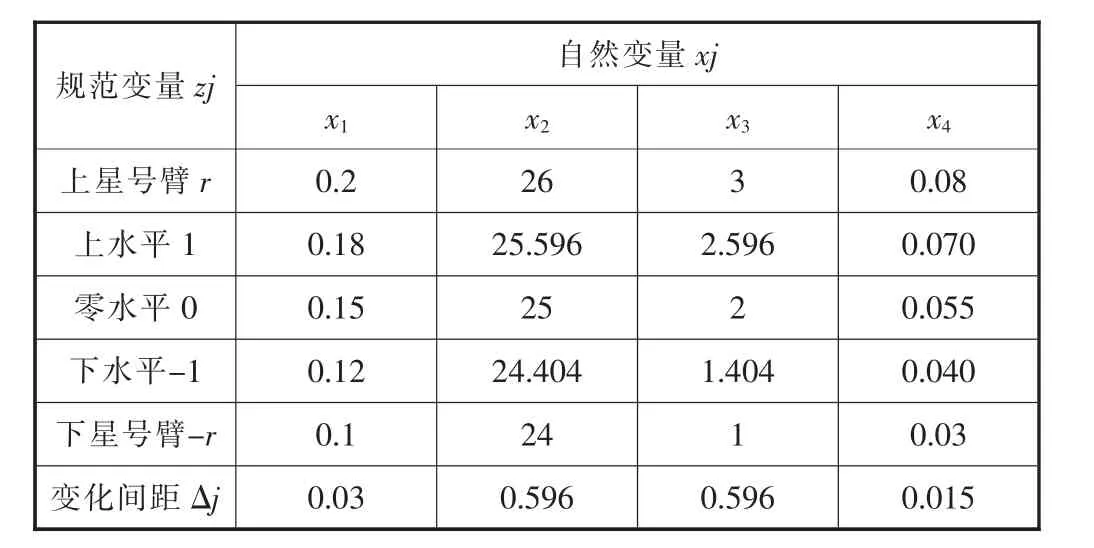
表1 正交组合设计因素水平编码表
对各因素水平进行线性变换,得编码公式:

(2)利用Excel建立回归正交表,见表2(按1/2实施)。
(3)实施试验。按表2所示的试验方案进行试验(23次),试验顺序随机进行,试验结果记入表2。
2.3 回归方程的建立
(1)回归方程及偏回归系数的显著性检验。试验的目的就是要获得一组最优的加工参数以便获得最佳的延伸率,通过响应曲面法分析回归模型中各因素对响应值的影响,最终确定合理的水平组合,使响应预测值达到最优。通过回归分析,由表2可得回归方程为:

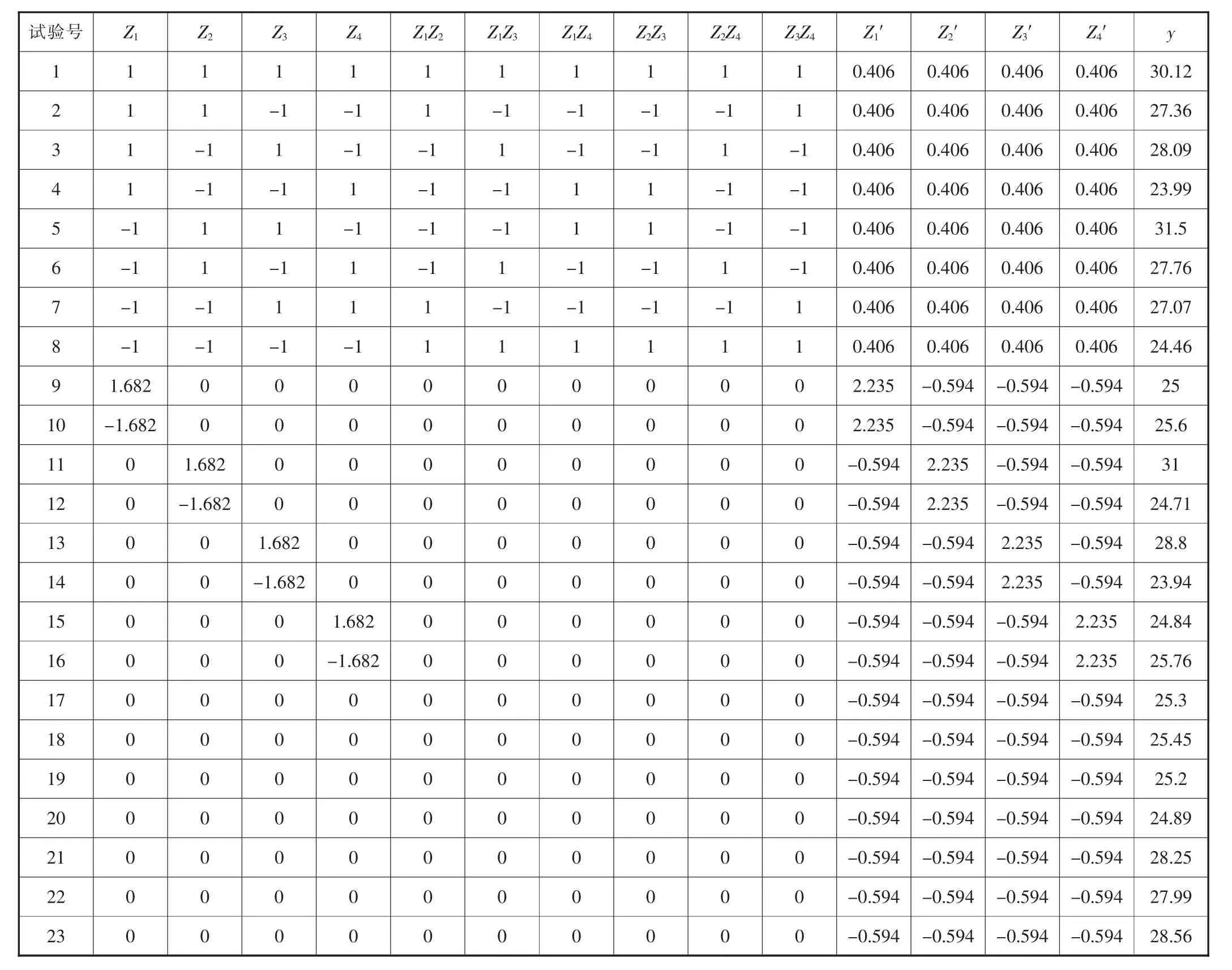
表2 回归正交设计表

方差分析表,见表3。
从表3的残差分析可以看到,残差为负值,说明回归方程精确度很好,但方程很复杂,不利于以后的优化,为了使回归方程尽量简单,可将回归值较小的项目纳入残差项,做第二次残差分析,见表4。
第二次残差分析表明,还可以把回归方程进一步简化,从表4可发现,为了得到更精准的回归方程,将z3项也纳入残差项,可得到方差分析,见表5。
故此可得到回归方程:

(2)失拟性检验。失拟性分析见表6。根据表6数据,失拟不显著,回归模型与实际情况拟合得很好。可见因素均匀化退火的保温时间及成品退火的保温时间对试验指标延伸率有非常显著的影响,所建立的回归方程也非常显著。
(3)回归方程的回代。通过试验参数转换,把各试验因素的自由变量和延伸率都转换为矩阵形式,将式(1)代入式(3),这时拟合方程为:

3 响应面法在二次回归正交旋转组合设计中的应用
由以上的试验可知,通过回归正交旋转组合设计不仅可以减少试验次数,还能得到与试验数据拟合得较好的回归方程,但是最终目的是要通过回归方程预测较优的试验范围或试验点,这就关系到回归方程的极值问题。这里用响应面法 (response surface methodology)形象、直观地解决这个问题。
(1)绘制三维响应面以及等高线图。现将以上回归方程,利用Origin8.0绘制该曲面图和对应的等高线图[15],如图1和图2所示。

表3 方差分析表

表4 方差分析表

表5 方差分析表
(2)分析最佳区域。由图1和图2可见,通过回归方程可以预测最优范围,如要得到延伸率为30%的箔材,可以作一组平行于横坐标的平行线和延伸率曲线相交,找出交点对应的两个保温时间,在退火处理时采用此时间作保温时间,可得到所要求的结果。

表6 失拟性分析表
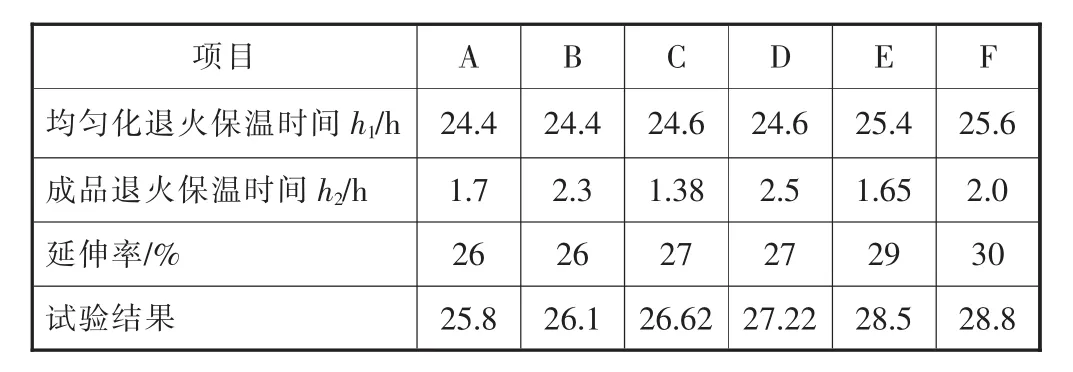
表7 实验结果验证表

▲图1 三维表面图
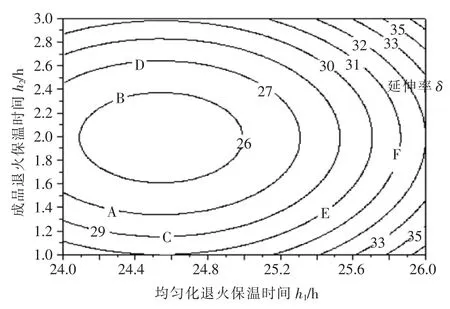
▲图2 等高线图
(3)实验结果验证。根据以上试验结果,选图2中A、B、C、D、E、F 六个点对应的参数再做试验,得到结果对照,见表7。
由表可见,试验结果与拟合模型所获得数据基本一致,说明利用二次回归正交旋转组合试验设计、回归分析所建立的材料延伸率经验公式具有较高的可信度,表明该数学模型合理可用。
4 结论
由于3003铝箔片阻隔抑爆材料延伸率的大小直接影响其使用功能,笔者对0.03-0.08 mm的3003铝箔片的制作工艺进行了分析,在结合实际生产经验的情况下,选用二次回归正交旋转组合试验设计,重点分析了坯料的表面粗糙度、均匀化退火、保温时间、成品退火、保温时间及铝箔的厚度这些参数对延伸率的影响程度,并建立了回归方程数学模型,揭示了各参数对延伸率的影响规律。
(1)通过对材料延伸率的建模及各因素的效应分析,表明了均匀化退火的保温时间和成品退火的保温时间影响最大,其它参数次之。
(2)利用响应曲面做出材料延伸率的三维表面图和等高线图,可以快速确定加工参数的分布区域。
(3)笔者进行的实验研究及参数优化方法,为铝箔片阻隔抑爆材料的制作工艺提供了可靠的理论依据。
[1]邢志祥,张贻国,马国良.网状铝合金抑爆材料抑爆性能研究[J].中国安全科学学报,2012,22(2):75~79.
[2]侯向东,王祝堂.易燃易爆流体运储抑爆铝箔[J].轻合金加工技术,2011,39(6):1-10.
[3]韩德盛,李荻.成形加工和飞行振动对防爆铝箔网力学性能的影响[J].材料导报,2005,19(5):115-116.
[4]易庄云.阻隔防爆技术介绍 [J].湖南安全与防灾,2012(11):38-44.
[5]解立峰,王静虹,饶丽芳,等.网状铝合金材料对爆炸火焰抑制性能研究 [J]. 石油化工安全环保技术,2010,26(1):34-37.
[6]李学伟,王国军,周长海,等.3003铝合金铸锭均匀化退火工艺及力学性能[J].黑龙江科技学院学报,2012, 22(5):479-484.
[7]吴文祥,张新明,唐建国,等.3003铝合金箔制备过程中的组织演变 [J].金属热处理,2006,31(3):36-39.
[8]岳有成,杨钢,何惠刚,等.均匀化退火对超薄双零铝箔坯料组织与性能的影响[J].金属热处理, 2013, 38( 9 ):49-52.
[9]潘秋红,郭得海,罗远根,等.容器箔用3003铝合金板带材退火工艺研究[J].矿冶工程,2010,30 (5):111-113.
[10]杨钢,马宁,何慧刚,等.轧制0.005 mm铝箔用铸轧坯料的工艺研究[J].轻合金加工技术,2007,35 (3):16-18.
[11]姜宏.正交实验在改善手机涂装色差上的应用研究[D].上海:上海交通大学,2007.
[12]李云雁,胡传荣.试验设计与数据处理(第2版)[M].北京:化学工业出版社,2008.
[13]刘振学,黄仁和.田爱民.实验设计与数据处理[M].北京:化学工业出版社,2005.
[14]张成军.实验设计与数据处理[M].北京:化学工业出版社,2009.
[15]肖信.Origin8.0实用教程-科技作图与数据分析 [M].北京:中国电力出版社,2009.
猜你喜欢
轻合金加工技术(2023年7期)2023-10-30 07:26:30
铝加工(2023年3期)2023-08-31 08:06:46
轴承(2022年5期)2022-06-08 05:05:42
中国金属通报(2021年18期)2021-12-27 07:09:56
湖北农机化(2021年7期)2021-12-07 17:18:46
河南工学院学报(2021年3期)2021-09-27 12:08:44
阅读(科学探秘)(2021年9期)2021-05-30 10:48:04
山西冶金(2019年3期)2019-09-21 03:11:12
文化交流(2019年3期)2019-03-18 02:00:12
金属加工(热加工)(2015年21期)2015-11-30 03:27:15
