
检测机械手的PLC控制*
2015-04-19 02:03:17张同怀
机械制造 2015年11期
□ 张同怀
西安航空学院陕西省泵类装备工程研究中心 西安 710077
目前,柔性制造系统 (Flexible Manufacturing System,FMS)由上位计算机和计算机管理软件完成整个生产过程的控制,即完成工件生产、搬运,实现多种产品、批量和混合流动方式的自动化控制[1-3]。由PLC程序控制来完成该柔性制造系统的自动化运行[4-10],本文的检测机械手是FMS系统中的一个重要单元,其主要承担工件加工质量的检验。
1 检测单元的结构组成
检测单元的主要功能是,运用各类检测传感装置对装配好的工件成品进行全面检测 (上盖、销钉的装配情况,销钉材质以及有无标签等),并将检测结果送至PLC进行处理,以此作为后续站控制方式选择的依据(如分拣站依据标签的有无;正、次品的判别;仓库站依据销钉的材质确定其库位),其结构组成如图1所示。
检测单元由待检工件、待检工件上盖、销钉、多种传感与检测装置(电感式传感器、电容式传感器、激光传感器、色差传感器等)、直线单元、工作指示灯等组成。为实现本单元的控制功能,配备了直流电机、电磁铁等执行机构,检测单元的检测元件及控制机构安装示意图如图2所示。
2 检测机械手控制流程图
检测机械手控制流程如图3所示。
(1)初始状态。传送电机处于静止状态,电磁吸铁竖起禁行,工作指示灯熄灭。系统启动运行后本单元红色指示灯发光,传送电机驱动,传送带开始运转,并始终保持运行状态(分单元运行时可选用与PLC运行/停止同状态的特殊继电器,保持传送电机的运行状态)。
(2)系统运行期间。①当托盘带工件进入本站后,进行 3 s延时,绿色指示灯发光、红色指示灯熄灭,产品检测工作开始;②产品检测工作开始 3 s后,电磁吸铁吸合下落,放行托盘;③放行托盘 3 s后,电磁铁释放伸出,恢复禁行状态。此时系统恢复初始状态,红色指示灯发光,绿色指示灯熄灭。
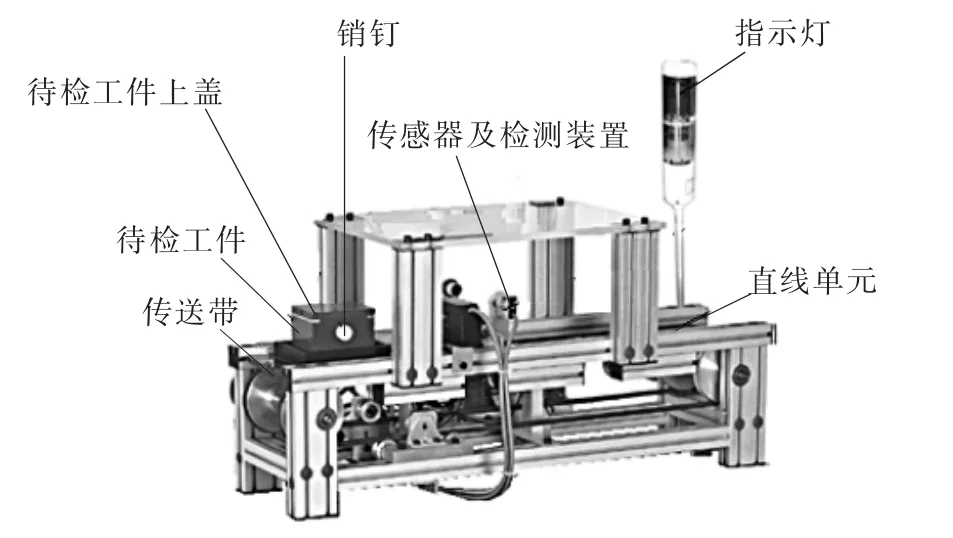
▲图1 检测单元的结构组成
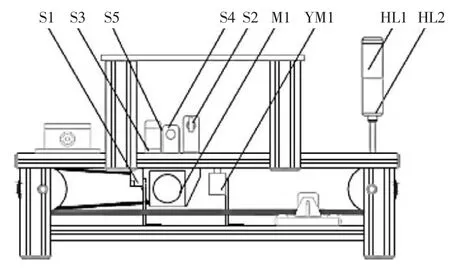
▲图2 检测单元检测元件及控制机构安装示意
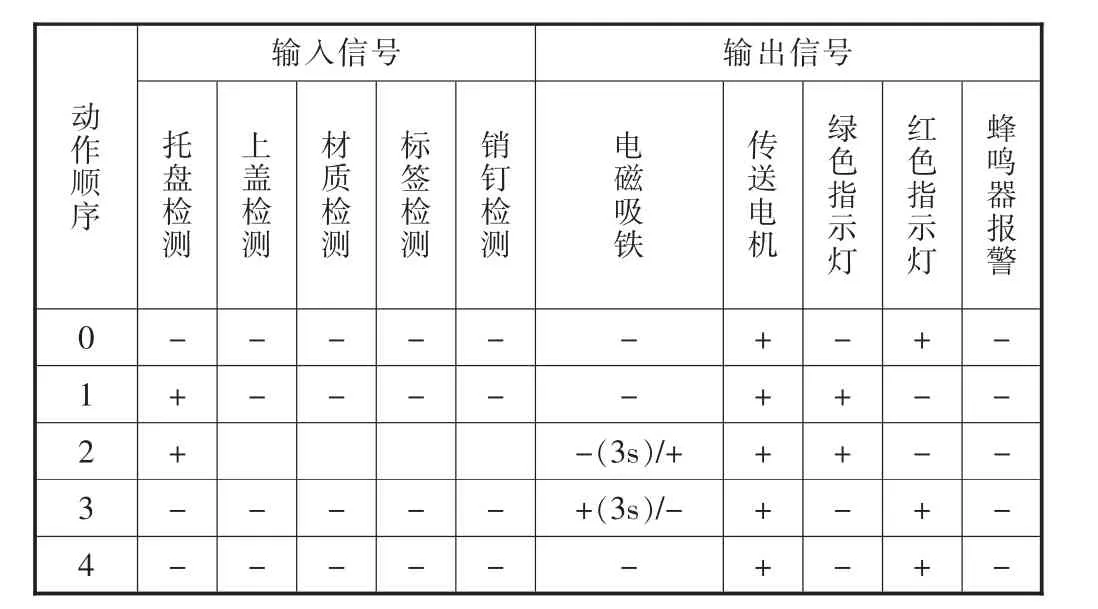
表1 检测机械手工作状态表
(3)系统规定。上盖检测:有上盖为1,无上盖为0;销钉材质检测:金属为1,非金属为 0;色差检测:贴签为1,未贴签为0;销钉检测:穿销为1,未穿销为0。
上述过程中,对应的工作状态见表1。
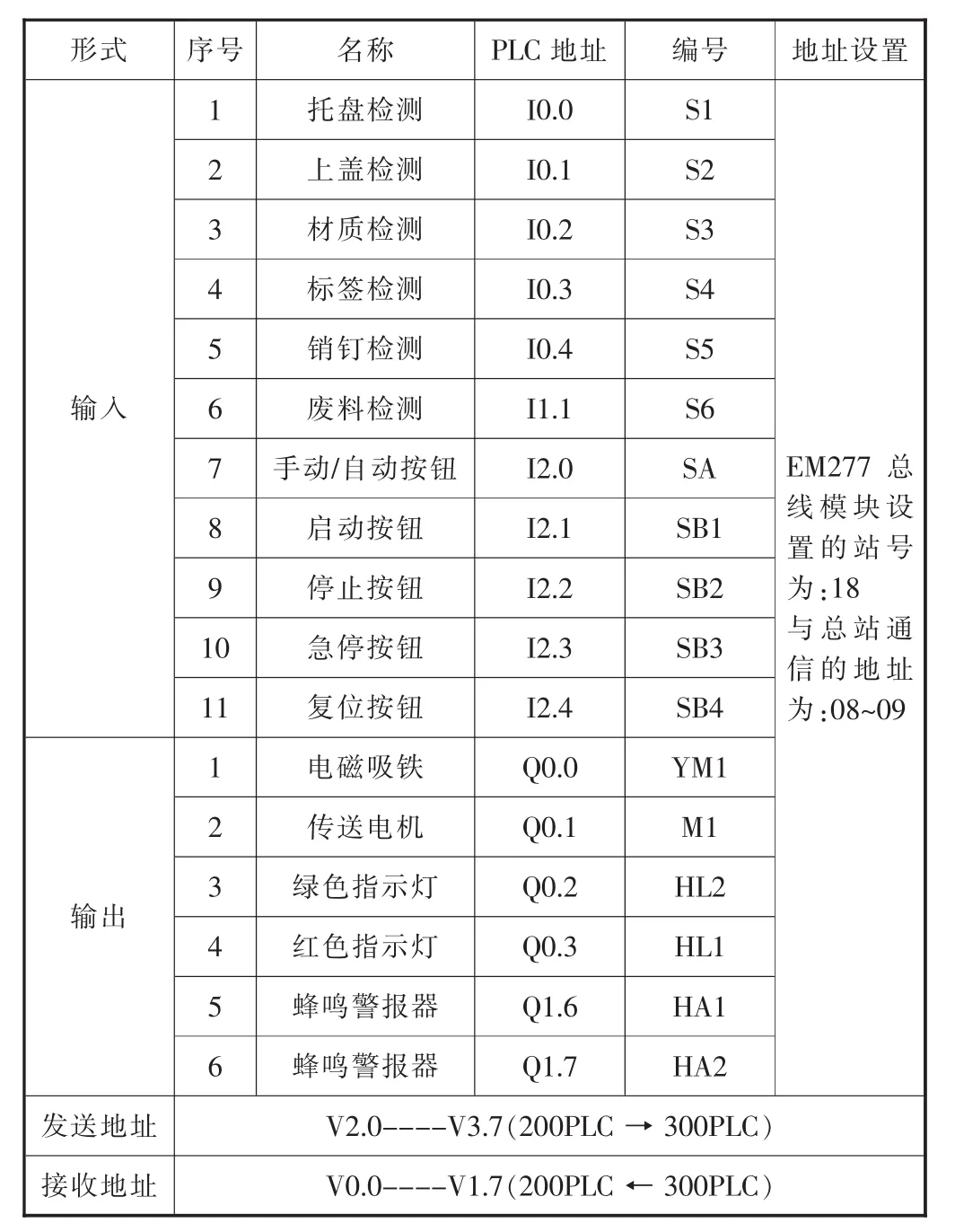
表2 检测机械手单元对应PLC的I/O编号分配表

▲图3 检测机械手控制流程图
检测机械手单元对应PLC的I/O编号分配表见表2。
检测机械手单元PLC控制接线图如图4所示。

▲图4 穿销机械手单元PLC控制接线图
3 结束语
设计的检测机械手PLC程序控制线路,可靠性高,抗干扰能力强。经实验验证,完全达到了实际控制的要求,其控制方式值得广泛推广应用。
[1]王啸东.PLC控制系统设计方法解析[J].自动化与仪器仪表, 2011(1):43-48.
[2]鲁炳文,赵亮.PLC控制系统的干扰因素分析与抗干扰措施[J].工业仪表与自动化装置,2011(3):97-99.
[3]李建军.PLC控制系统干扰因素分析及抗干扰措施[J].甘肃科技,2011(18):32-33.
[4]张丽梅.排除PLC现场干扰问题的实践 [J].山西焦煤科技, 2012(4):39-41.
[5]赵汉雨,刘存祥,霍治军.全自动称重式液体灌装机设计[J].机电信息,2008(23):26-27.
[6]付又香.我国食品包装机械的现状与发展趋势分析[J].湖南人文科技学院学报, 2009(2):72-73.
[7]胡晓宇. 用 PLC 控制步进电机 [J].电子制作,2008(11):31-32.
[8]何敏锋,王兆安,郑明,等.PLC顺序功能图SFC编程系统的设计与实现[J].工业控制计算机, 2008(3):78-79.
[9]李安琪.PLC在印刷机械设备上的应用 [J].电气技术,2011(3):63-64.
[10]曾荣,江征风,李玉琳,等.一种药液灌装机进瓶机构控制系统的研究与设计[J].化工自动化及仪表,2010(6):90-92.
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
中国铁路(2022年8期)2022-09-22 02:41:24
轻兵器(2022年3期)2022-03-21 08:37:28
机械制造文摘(焊接分册)(2018年3期)2018-08-08 02:11:02
通信电源技术(2016年1期)2016-04-16 04:57:29
汽车维护与修理(2015年3期)2015-02-28 12:16:00
机电信息(2015年3期)2015-02-27 15:54:53
汽车维修与保养(2014年12期)2014-04-18 14:14:15
汽车维护与修理(2014年10期)2014-02-28 12:15:00
河南科技(2014年11期)2014-02-27 14:17:10
