
基于UG 的冲压模具设计与数控线切割加工研究①
2015-04-14 08:05单明柱李兆龙李方娟
佳木斯大学学报(自然科学版) 2015年4期
单明柱,李兆龙,李方娟
(1.牡丹江师范学院,黑龙江 牡丹江157011;2.哈尔滨理工大学,黑龙江 哈尔滨150080;3.牡丹江医学院,黑龙江 牡丹江157011)
0 引 言
电火花线切割加工,适用于难切削材料及特殊形状和复杂形状的零件加工,由于电火花线切割加工容易实现加工过程的自动化,并且可改进结构设计等特点,已经被广泛应用于模具制造业中.
Unigraphics NX 是一种功能强大的三维CAD/CAM/CAE 一体化、集成化软件,主要应用于数字化产品设计、数字化仿真和数字化产品制造等三大领域.它覆盖了产品从概念设计到制造的全过程,它具有基于特征,全参数、全数据相关的特点.实现了知识驱动型自动化和利用知识库进行建模,同时能自上而下进行设计,实现完整的系统库建模.Unigraphics NX 的加工基础模块的通用点位加工编程功能可用于数控车削、钻孔、攻丝和线切割等加工编程,被广泛应用于机械设计加工和模具设计制造等领域中.
1 模具的工艺分析
1.1 冲压力的计算
图1 所示定子片零件成形的主要工序是冲孔和落料,要使零件一次完成落料、冲孔两道工序,首先要考虑零件内部复杂形孔的冲孔力以及卸料力.
1.1.1 冲孔力的计算
F冲=1.3ltτ,其中l 是工件内轮廓周长为543mm,t 是工件的厚度为0.35mm,τ 是材料的抗拉强度为190MPa.

图1 定子片零件图

图2 复合模简图
所以工件内轮廓的冲裁力F冲=1.3×543×0.35×190=46943N
F卸=K卸F冲=0.03×46943=1408N,其中K卸为0.03.

图3 UG 数控加工操作流程
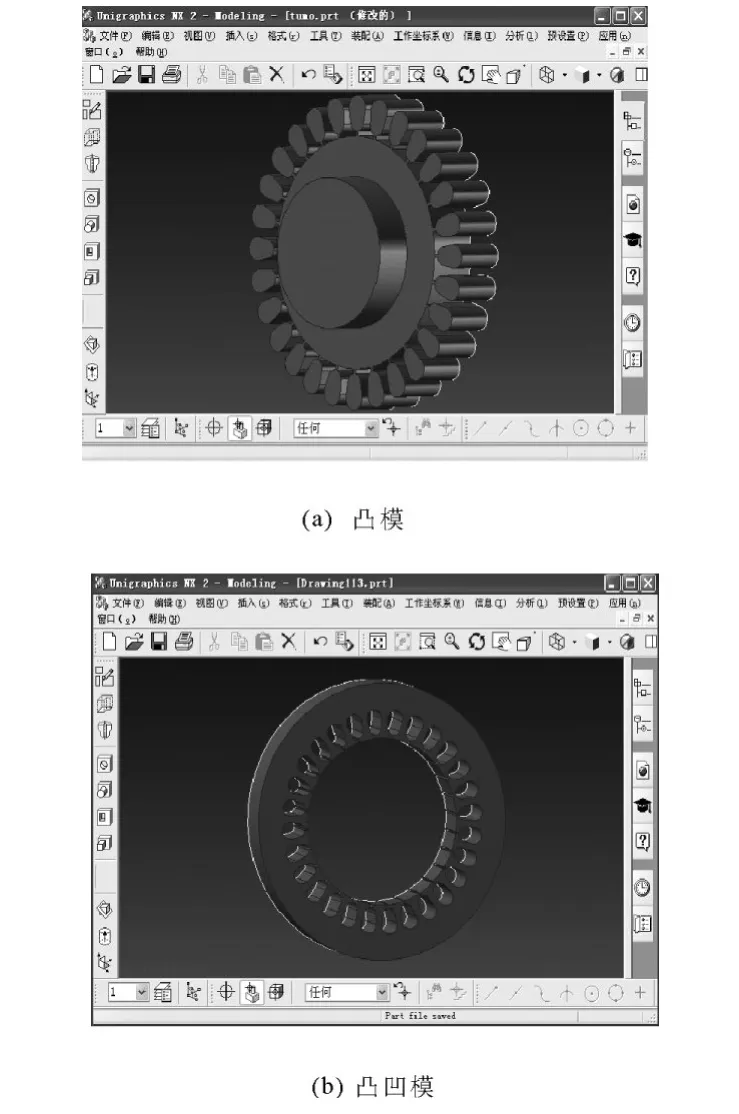
图4 冲压模具设计实例
1.1.2 外部工件的落料力及卸料力
F落=1.3ltτ,其中l 为工件外圆的周长64π,其他参数同上.

1.2 冲压模具结构设计
1.2.1 落料时凹模刃口尺寸计算
根据图1 中落料、冲孔件的尺寸分类,该工件落料加工时的外圆尺寸是属于凹模磨损后增大的尺寸,因此,属于A 类尺寸.

图5 创建几何体

图6 [EXTERNAL TRIM]对话框

图7 线切割动态仿真
其尺寸计算公式为:
其中,X=0.75,计算得

落料加工时工件外圆上的小缺口尺寸,属于在凹模磨损后小缺口的尺寸随之减小的情况.因此,为B 类尺寸.
其尺寸计算公式为:
则:

1.2.2 冲孔时凸模刃口尺寸计算
采用凸、凹模配合加工,冲孔时多以凸模为基准件对相应的凹模进行设计加工.凸模刃口尺寸的计算公式为:

2 模具结构及运动分析
模具整体结构形式采用倒装式复合模,落料凹模装在上模的复合模,模具的整体结构如图2 所示.
上、下模采用导柱导套导向模架.该模具要一次完成两道工序,可以完成两次冲孔与落料,其中9 为凸凹模,即为内孔的凹模又为外圆的凸模.当冲床滑块下滑时,内孔凸模17,18 下行,首先与凸凹模9 进行冲孔,滑块继续下行,此时上部的凹模6 与凸凹模9 相接触进行落料.这样,完成了冲孔,落料两道工序.
3 Unigraphics NX 的数控加工编程
3.1 Unigraphics NX 编程流程
Unigraphics 数控加工操作流程如图3 所示:首先建立UG 零件加工模型,将零件的相关信息和技术要求等存放在UG 的数据库中,确定加工路线和工艺参数等信息,然后进行数控加工.
3.2 冲压模具设计及数控加工
根据模具设计图纸,通过UG 进行模具实体造型,这里我们仅以17 凸模和9 凸凹模为例进行说明,冲压模具的凸凹模是根据加工产品的工艺特点,通过数控线切割机床加工而成的.冲压模具设计主要包括凸凹模设计,凸模刃口设计,基本尺寸的确定等.利用Unigraphics NX 建模模块进行模具设计实例如图4 所示,(a),(b)分别为17 凸模和9凸凹模.
利用Unigraphics NX 对该模具进行数控编程与仿真加工.利用凸模创建程序创建几何体如图5所示;通过[EXTERNAL TRIM]对话框,选择不同的加工类型,如图6 所示;线切割运动仿真过程,如图7 所示,通过观察可以了解线切割的运动情况,然后自动生成数控程序代码.
4 结 语
本文以冲压模具的设计和数控编程为例,介绍了冲压模具的设计过程,即在Unigraphics NX 软件平台上,利用参数化驱动造型制造设计和数控加工编程等技术,来进行模具的设计与数控线切割加工.利用CAD/CAM 技术,基于Unigraphics NX 软件的模具设计制造方法与传统制造方法比较,具有设计可靠性高,加工成本低和设计周期短等诸多优点,大大提高了模具设计制造的效率.
[1] 王彤,张新服.进给速度对高速走丝气中线切割加工的影响[J].机械工程师,2004,(5):3-5.
[2] 高勇,苑桂萍.UG NX 中文版 数控加工基础教程[M].北京:人民邮电出版社,2006,4.
[3] 冲模设计手册编写组编.冲模设计手册[M].北京:机械工业出版社,1988:125-127.
[4] 王镭健.往复走丝线切割机床自动穿丝研究及快速上丝装置设计[D].青岛:青岛理工大学,2014.
猜你喜欢
散文诗(2022年12期)2022-11-11
散文诗(青年版)(2022年6期)2022-07-05
模具制造(2022年2期)2022-03-25
模具制造(2021年7期)2021-09-14
锻压装备与制造技术(2021年2期)2021-07-19
中国设备工程(2021年1期)2021-02-01
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年11期)2018-11-23
山东工业技术(2016年15期)2016-12-01
