分子筛催化乙酸异戊酯绿色合成
2015-04-14 02:04柴凤兰郭宝玉赵开楼李敬
应用化工 2015年10期
柴凤兰,郭宝玉,赵开楼,李敬
(1.浙江省低碳脂肪胺工程技术研究中心,浙江 建德 311611;2.河南化工职业学院 应用化学系,河南 郑州 450042)
乙酸异戊酯为无色透明液体,具有比较强的水果香味,似香蕉、梨、苹果的香味,具有低毒性,俗称香蕉水、香蕉油,是国标GB 6776—2006 允许使用的食用香精,也可用于合成各种洗涤剂等日化用品的配方中。乙酸异戊酯在油漆、制革、人造丝、胶片和纺织品等行业被广泛作为溶剂使用。
乙酸异戊酯用途广泛,国内外需求量很大。目前,工业生产上大多以浓硫酸为催化剂催化乙酸和异戊醇酯化反应制备,该方法投入成本比较低,工艺比较成熟。但是,用浓硫酸作酯化反应催化剂具有对设备腐蚀严重,环境污染等缺点。近年来,许多新型酯化催化剂如磺酸类、杂多酸、固体超强酸、离子液体和盐类等的研究取得了较好的理论效果[1-8],但是由于这些催化剂制备工艺复杂、成本高,因此不适宜工业化生产。分子筛是一种固体酸,具有很好的热稳定性,具有均匀的、与分子大小相当的微孔,有比较大的比表面积,被广泛用作吸附剂。分子筛的酸性可以随着硅铝比或阳离子的改变得到调整,被广泛用作各种有机合成反应的催化剂,具有优良的选择性[9]。目前,分子筛原粉如3A、4A、5A 等已经大规模工业化生产。有大量的文献报道了修饰后的分子筛用于催化酯化反应且催化性能良好[10-15],而利用分子筛原粉作为催化剂催化酯化反应的文献目前还未见报道。
本文从经济、绿色角度、以乙酸异戊酯为目标产物研究了醋酸酯的合成。选择分子筛原粉为催化剂,通过改变醇酸的摩尔比,以反应中形成水-醇-酯三元共沸物为带水剂,研究了不同分子筛原粉对乙酸异戊酯的影响。实验表明,在优化实验条件下,硅铝比相同,分子筛孔径与反应底物相近的5A 分子筛最好,酯收率可达到93%;分子筛孔径相同,HZSM-5 催化效果最好,酯的收率可达到96%,分子筛可以回收重复利用多次。与浓硫酸相比较,利用分子筛原粉作为酯化反应的催化剂,不仅催化剂成本低、催化效果较好、可以回收,是各种醋酸酯绿色工业化合成的较佳选择。
1 实验部分
1.1 试剂与仪器
冰乙酸、异戊醇均为分析纯;3A,4A,5A 分子筛原粉(20 ~40 目);HZSM-5 按文献[9]方法合成。
Thermo Nicolet FTIR 380 型傅里叶红外光谱仪,涂膜,4 000 ~400 cm-1;Bruker DPX-400 MHZ 超导核磁共振仪;KRSS AR4 型阿贝折光仪。
1.2 乙酸异戊酯的合成
乙酸异戊酯合成的一般程序:在装有温度计、回流冷凝器、分水器的100 mL 的三口圆底烧瓶中,分别加入一定量的异戊醇、冰醋酸和活化后的催化剂,磁力搅拌下,加热回流至酯化反应结束。反应液冷却至室温,过滤后,合并滤液和分水器中的油层并转移至烧杯中,用饱和的碳酸钠溶液中和至中性,然后分别用饱和食盐水和饱和氯化钙溶液洗涤2 ~3 次,有机层用无水硫酸镁干燥过夜,蒸馏收集138 ~140 ℃馏分,计算酯收率。过滤得到的分子筛催化剂回收重复使用。
1.3 产品分析及鉴定
合成的乙酸异戊酸为无色透明液体,沸点138~140 ℃,折光率(n20d)1. 400 1。FTIR (涂膜,cm-1):2 952(C—H),1 751(CO ),1 251(C—O—C)。
1H NMR(δ,CD3Cl):0. 92(d,6H),1. 5(m,3H),2.0(s,3H),4.1(t,2H)。
2 结果与讨论
2.1 不同分子筛对酯化反应的催化活性
分子筛是一种固体酸,热稳定性好,具有均匀的微孔,其孔径与一般分子的大小相近,具有良好的催化活性和选择性。分子筛不同,孔径和酸性不同,其催化活性不同。实验过程中,采用工业级3A,4A,5A 分子筛原粉作为催化剂催化异戊酯的合成,异戊醇和乙酸的摩尔比为1.5 ∶1,反应温度为135 ℃,催化剂质量2 g,反应时间3.5 h。为了对比不同催化剂催化酯化反应的活性,同时进行了硫酸和制备较复杂的氢型分子筛HZSM-5 分别作为催化剂合成乙酸异戊酯,结果见表1。

表1 不同催化剂对酯化反应的催化活性Table 1 Catalytic activity of different catalystsfor esterification
由表1 可知,同为A 型分子筛,硅铝比相同,分子筛的孔径不同,催化活性不同。分子筛的孔径与两个反应底物分子直径(乙酸分子直径约为0.05 nm、异戊醇分子直径约为0.055 nm)越接近,反应活性越大。5A 分子筛的活性比较大的另一个主要原因是其阳离子为二价钙离子,钙离子使得分子筛表面羟基上的氢表现出更强的酸性。而3A 分子筛的孔径与底物分子不匹配,同时只有晶体缺陷引起的少许的酸性起催化作用,因此催化活性较低。同时,从表1 可以看出,在孔径相同时,硅铝比越大(表中3,4),催化活性越大;氢型分子筛的酸性最大,催化活性最好。实验中,比较了硫酸催化异戊酯的合成的催化活性,如表1 所示,所有的分子筛的催化活性均没有硫酸的催化活性高。但是在生产过程中,硫酸作为催化剂带来严重污染问题,而分子筛则可以回收、重复使用,基本达到异戊酯的绿色生产。综合考虑,以下实验选择5A 分子筛原粉为乙酸异戊酯合成的催化剂。
2.2 醇酸摩尔比对反应的影响
酯化反应是可逆反应,文献一般采用以下方法促进酯化反应的进行:①某一个反应物过量;②加入带水剂如苯、环己烷等,与反应物形成共沸物;③及时将生产的酯蒸出。这3 种方法一般同时使用。醋酸酯的合成中一般是醋酸作为过量组分,因为醋酸价格低,但是在实际生产中由醋酸引起的腐蚀很严重,这是研究中必须重视的问题。经过物理化学计算发现,醋酸异戊酯与水形成的二元共沸物的共沸点为93.6 ℃,共沸物含水约36.3%;异戊醇与水形成的共沸物共沸点为95.2 ℃,共沸物含水约50%。因此,可以考虑异戊醇过量,利用异戊醇与酯、水形成三元共沸物,通过分水器分出生成水,同时,过量的分子筛可以吸附一定量的水,反应中不需另外添加带水剂。实验中反应温度为135 ℃,催化剂5A分子筛2 g,反应时间3.5 h,考察了醇酸摩尔比对酯化反应的影响,结果见表2。

表2 异戊醇和乙酸摩尔比对酯化反应的影响Table 2 Effect of the molar ratio of isomayl alcohol toacetic acid on esterification
由表2 可知,酸过量确实可以提高酯的产率,但是过量的乙酸对设备腐蚀较严重;异戊醇过量也可以提高酯的收率,同时可以减轻乙酸对设备的腐蚀,异戊醇的带水效果比较好,生成中可以将异戊醇回收再利用。综合考虑异戊醇和乙酸的消耗定额(生产单位质量的酯消耗的醇或酸的量),乙酸异戊酯合成中的适宜的醇酸摩尔比为1.5∶1。
2.3 反应温度对酯化反应的影响
反应温度是酯化反应的重要影响因素之一,反应温度低,会导致醇脱水生成醚和烯等副产物,温度过高,会导致碳化,粗产物颜色加重,后处理麻烦。以5A 分子筛(2 g)为催化剂,异戊醇和乙酸的摩尔比为1.5∶1,反应时间3.5 h 时,温度对异戊酯合成的影响见图1。

图1 反应温度对酯化反应的影响Fig.1 Influence of the temperature on esterification
由图1 可知,反应温度393 K(120 ℃),酯收率较低。这是因为温度低于393 K,分子筛的催化活性较低,而且异戊醇容易发生分子内脱水形成醚等副产物,得到的粗酯为淡黄色;温度高于423 K(150 ℃),酯的收率提高不显著,但副反应明显增加,粗酯的颜色明显加深,显示为棕色。因此,分子筛催化合成异戊酯的最佳的温度范围为403 ~413 K(130 ~140 ℃)。
2.4 催化剂用量和反应时间对酯化反应的影响
以5A 分子筛原粉为催化剂,反应温度135 ℃,醇酸摩尔比为1.5∶1,分别研究了催化剂用量和反应时间对酯化反应的影响,结果见图2、图3。
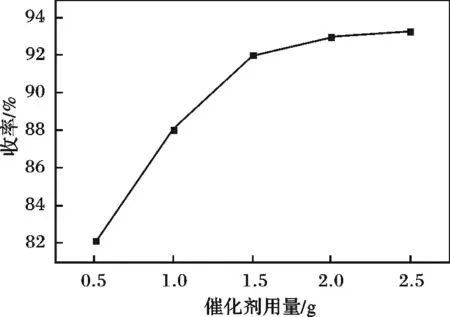
图2 催化剂用量对酯化反应的影响Fig.2 Influence of catalyst dosage on esterificaton
由图2 可知,随着催化剂用量的增加,酯的收率明显增加。这是因为随着催化剂量的增大,不仅增加了总的催化活性位点,同时分子筛发挥其吸水功能,使反应向着酯化方向移动,从而提高酯的收率。但是催化剂超过2.5 g 以后,酯的收率增加不明显,因此,适宜的催化剂量为2 ~2.5 g,即催化剂量占反应混合物的质量分数为1% ~1.3%。
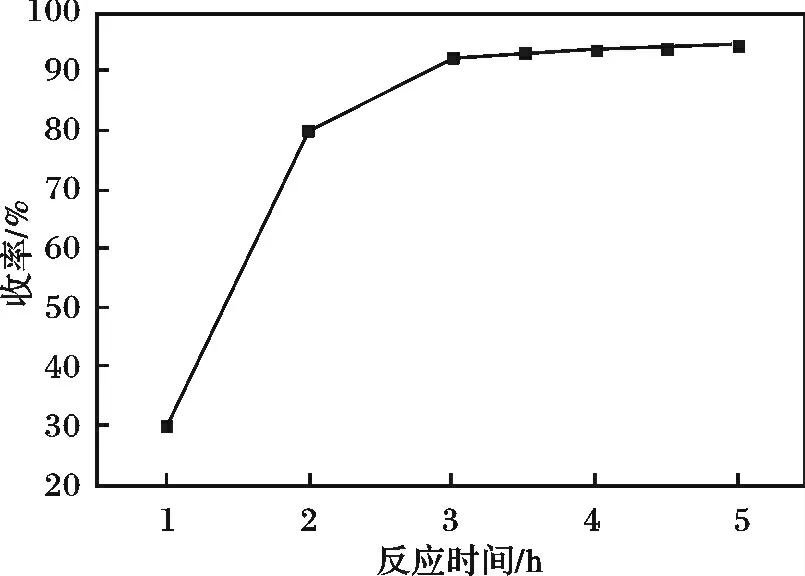
图3 反应时间对酯化反应的影响Fig.3 Effect of the reaction time on esterification
由图3 可知,2 h 前酯化反应速率最快,3 h 以后反应基本达到平衡,反应时间再延长,酯的收率增加不显著,副反应较多,导致粗酯颜色明显加深。因此,最佳的酯化反应时间为3 ~3.5 h。
2.5 催化剂的重复利用
过滤得到的分子筛原粉经过水洗,烘干后称重,催化剂回收率稳定在98% ~99%,重新用于异戊酯的合成,反应条件为:异戊醇和乙酸的摩尔比为1.5∶1,反应温度为135 ℃,催化剂5A 分子筛2 g,反应时间3.5 h,实验结果见表3。
由表3 可知,回收催化剂经过5 次重复利用,基本保持催化活性不变。说明分子筛中的二价钙离子没有流失,分子筛基本结构没有发生明显的改变。

表3 催化剂的回收和再利用Table 3 Recycling and reuse of catalyst in esterification
3 结论
(1)实验表明,分子筛硅铝比、阳离子和孔径对分子筛作为固体酸催化酯化反应有决定性影响。对于选用的4 种分子筛催化乙酸异戊酯反应,活性顺序是HZMS-5 >5A >4A >3A。
(2)5A 分子筛原粉不仅具有与反应底物分子大小相互匹配的孔道,合适的硅铝比和酸度,而且具有工业化生成优势,选择5A 分子筛原粉为催化剂催化乙酸和异戊醇反应合成乙酸异戊酯,反应的最佳条件是:异戊醇与乙酸的摩尔比为1.5∶1,反应温度为403 ~413 K (130 ~140 ℃),反应时间为3~3. 5 h,催化剂用量为底物质量分数的1% ~1.3%。
(3)采用异戊醇过量,既作为底物,又作为带水剂,在提高酯化反应效率的同时降低醋酸在生产中对设备的腐蚀,过量的异戊醇可以回收再利用。
(4)分子筛原粉回收率基本稳定98% ~99%,经过5 次重复利用,基本保持原粉的催化活性,说明分子筛原粉中阳离子没有流失,其基本结构没有改变。
(5)分子筛作为酯化反应的催化剂,不仅安全、经济,不腐蚀设备,没有环境污染,酯化效率比较高,单位产品的原料总消耗比较小,符合绿色合成化学原则,适宜于乙酸异戊酯的大规模工业化生产。
[1] 苏婷婷,姜恒,宫红,等.甲烷磺酸锌的合成、表征及其催化酯化反应性能的研究[J]. 当代化工,2004,33(3):163-166.
[2] 李毅群,肖小云. 十二水合硫酸铁铵催化合成乙酸异戊酯[J].现代化工,1998,18(1):29-30.
[3] 蒋广平,罗峰. 用阳离子交换树脂催化酯化合成乙酸异丙酯动力学研究[J]. 化学世界,2012,53(8):471-474.
[5] 毛立新,钟明,何节玉.六种非酸催化剂合成乙酸异戊酯的活性比较[J].云南化工,2002,29(1):1-3.
[6] 庄子翀,黄宝华,刘军,等. 酸性离子液体在单月桂酸甘油酯制备中的应用[J].化学试剂,2014,36(6):546-548.
[7] 杜欲杰,高文艺,余济伟,等.Nb2O5负载磷钨酸催化酯化反应研究[J].应用化工,2012,41(12):2121-2125.
[8] 饶兰,杨琴,蒋文伟.炭基固体磺酸催化剂的制备及其催化活性研究[J]. 应用化工,2014,43(2):277-280,283.
[9] 陈诵英,王琴. 固体催化剂制备原理与技术[M]. 北京:化学工业出版社,2012.
[10]邓清莲. FeCl3/HZSM 催化剂催化合成乙酸异戊酯的工艺研究[J].福建化工,2002(1):10-14.
[11] 彭荣,李淑琴. 分子筛催化合成正丁酸乙酯的研究[J].天津化工,2007,21(1):26-28.
[12]赵瑞兰,赵振华,李龙.用β 沸石分子筛作催化剂液-固相合成丁酸戊酯的研究[J]. 合成化学,2003,11(6):540-543.
[13]姜玉琦,李会鹏,沈健,等.HY 分子筛催化合成油酸乙酯[J].工业催化,2009,17(2):52-54.
[14]赵振华.丁酸戊酯在用H2SO4改性的H-β 沸石上的催化合成[J].合成化学,2002,10(6):539-541.
[15]田志茗,邓启刚,尹燕磊,等. La-改性SBA-15 分子筛的制备、表征及催化合成乙酸正丁酯[J].石油化工,2008,37(7):667-671.
猜你喜欢
能源化工(2022年2期)2023-01-15
高分子材料科学与工程(2022年10期)2022-12-13
食品与发酵工业(2022年15期)2022-08-18
酿酒科技(2021年5期)2021-06-06
装备维修技术(2020年5期)2020-11-20
矿产综合利用(2020年1期)2020-07-24
分析化学(2018年1期)2018-01-18
汽车文摘(2017年7期)2017-12-08
中国酿造(2017年10期)2017-11-17
分析化学(2017年9期)2017-10-16