
异形落料凹模结构及其线切割加工工艺的改进
2015-04-12 05:27刘良瑞
黄冈职业技术学院学报 2015年3期
刘良瑞,郭 胜
(黄冈职业技术学院机电学院,湖北黄冈438002)
落料模是运用冲压设备将材料或工序件冲压成所需外轮廓坯料的模具,材料沿封闭轮廓被分离冲下成为产品(称为落料件),废料留在模板上。落料模在冲压工业中应用广泛,约占冲压模具的15%左右。落料凹模是落料模的主要工作零件之一,落料件的尺寸是由落料凹模型孔尺寸决定,根据型孔形状特点可分为圆形型孔凹模和异形型孔凹模两类,加工异形型孔比加工圆形型孔在制造技术上要复杂得多,其加工质量的好坏直接影响落料件的质量和模具的使用寿命。
1 异形落料凹模结构及其加工工艺的改进
1.1 异形落料凹模原结构和加工工艺
某公司生产连接片的落料凹模,属异形型孔凹模,如图1所示,材料:CrWMn,硬度60~64HRC。
加工落料凹模的工艺路线为:(1)下料:锯床下料φ56mm×105mm;(2)锻造:锻六方125mm×85mm×23mm;(3)热处理:退火HBS≤240;(4)立铣:铣六面 120.6mm × 80.6mm ×18.6mm;(5)平磨:磨六面,留磨削余量0.3 ~0.4mm,对角尺;(6)钳:倒角去毛刺,划线,钻4×φ8.5螺钉过孔,预钻4×φ7.8销孔,钻2×φ3.9挡料销孔和R10圆心处的穿丝孔;(7)铰孔:用φ8和φ4铰刀铰销孔和挡料销孔;(8)工具铣:铣漏料孔;(9)热处理:淬火,回火,60~64HRC;(10)平磨:磨上、下面及基准面,对角尺;(11)线切割:切割型孔,留研磨量0.01~0.02mm;(12)钳:研磨型孔、销孔、挡料销孔。
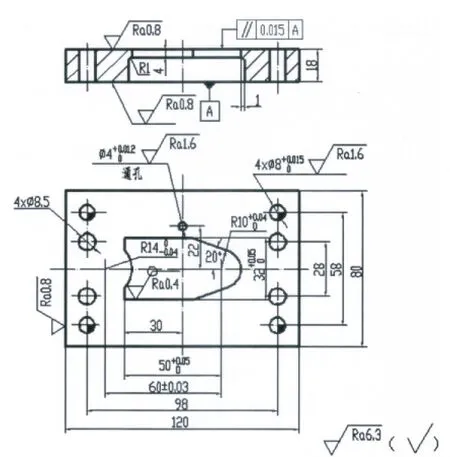
图1 落料凹模
该凹模在使用过程中,冲裁几万件就出现崩刃和开裂的现象,没达到模具的合理寿命。为此,对其结构和加工工艺进行了改进。
1.2 异形落料凹模改进后的结构和加工工艺
改进后的落料凹模,如图 2所示,材料:Cr12MoV,硬度:56~58HRC。

图2 改进后的落料凹模
其加工工艺路线为:(1)下料:锯床下料φ56mm×105mm;(2)锻造:锻六方125mm×85mm×23mm;(3)热处理:退火HBS≤240;(4)立铣:铣六面120.6mm ×80.6mm ×18.6mm;(5)平磨:磨六面,留磨削余量0.3 ~0.4mm,对角尺;(6)钳:倒角去毛刺,划线,钻4×φ8.5螺钉过孔,钻6×φ3销孔、挡料销孔和R10圆心处的穿丝孔;(7)热处理:淬火,回火,60~64HRC;(8)平磨:磨上、下面及基准面,对角尺;(9)线切割:切割销孔、挡料销孔、漏料孔、型孔,型孔留单面研磨余量0.02mm;(10)钳:研磨型孔。
从上可知,对落料凹模进行了如下的改进:(1)材料改为 Cr12MoV,热处理硬度改为56~58HRC;(2)漏料孔的结构形式从直筒形改为锥形;(3)销孔、挡料销孔、漏料孔、型孔的加工均采用线切割加工。
销孔、挡料销孔、漏料孔、型孔的线切割加工是在汉川机床有限责任公司生产的HCKX250数控电火花线切割机床上进行的。销孔、挡料销孔、型孔是直壁,线切割加工较容易;漏料孔是锥形的,其加工相对难些,下面作一介绍。
2 漏料孔的线切割加工程序编制
漏料孔的锥度加工是通过驱动U、V工作台实现的,下导轮中心轴线固定不动,上导轮通过步进电机驱动U、V工作台,使其相对X、Y工作台平移,带动电极丝在所要求的锥角位置上移动,即四轴联动。加工凹模时,将刃口朝下安装,如图3所示,漏料孔锥度加工时,为简化程序的编制,可利用型孔的加工程序,将程序面设在漏料孔和型孔交界处,然后输入工件及工作台参数(H001--程序面到上导轮中心距离,H002--工件加工高度,H003--下导轮中心到程序面距离),添加锥度加工指令,略加修改即可。漏料孔的锥度加工程序编制方法如下:
(1)求偏移量 已知钼丝直径 φ0.18mm,单边放电间隙为 0.01mm,则偏移量 D=0.18/2+0.01=0.1mm。
(2)计算交点及圆心坐标建立图3所示编程坐标系,根据平均尺寸且预留单面研磨余量0.02 mm,计算出凹模刃口轮廊交点及圆心坐标,如表1。
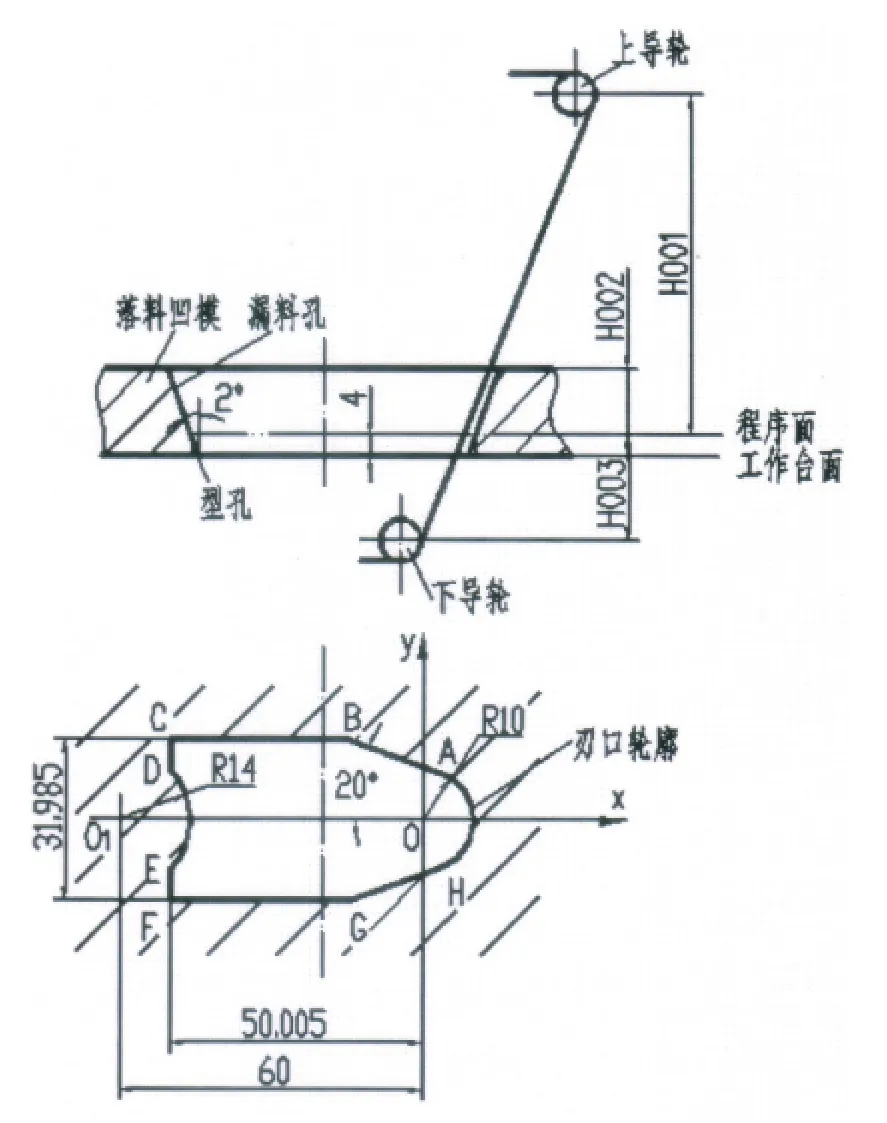
图3 凹模漏料孔锥度加工
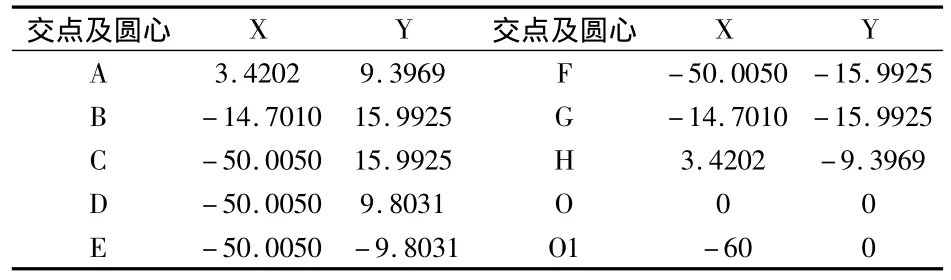
表1 凹模刃口轮廊交点及圆心坐标
(3)编制程序 穿丝孔在O点,按O→ A→ B→C→ D→ E→ F→ G→ H→ A→O的顺序切割,程序如下:
ZHUD.ISO
G92 X0 Y0
H001=96000
H002=14000
H003=64000
G52 A2.
G41 D100
G01 X3420 Y9397
G01 X-14701 Y15993
G01 X-50005 Y15993
G01 X-50005 Y9803
G02 X-50005 Y-9803 I-9995 J-9803
G01 X-50005 Y-15993
G01 X-14701 Y-15993
G01 X3420 Y-9397
G03 X3420 Y9397 I-3420 J9397
G50
G40
G01 X0 Y0
M02
3 结束语
通过对异形落料凹模结构及其加工工艺的改进,经生产实践证明,延长了模具的使用寿命。在模具加工行业,类似这样的零件很多,异形落料凹模改进后的结构和加工工艺值得同类模具零件的设计和制造借鉴,也为提高普通冲裁模具的寿命提供了一条行之有效的途径。
[1]周松兵.冲压工艺及模具结构[M].北京:机械工业出版社,2012.
[2]郭铁良.模具制造工艺学[M].北京:高等教育出版社,2014.
[3]李云程.模具制造工艺学[M].北京:机械工业出版社,2011.
[4]张宁菊.冲片落料凸凹模的数控电火花线切割加工方法[J].机械工程师,2012(11).
[5]胡彦辉.典型落料凹模零件加工工艺分析[J].湖南工业职业技术学院学报,2005(1).
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
中国农业科技导报(2022年4期)2022-06-14
农业机械学报(2022年3期)2022-04-07
设备管理与维修(2022年1期)2022-03-10
时代汽车(2021年23期)2021-12-23
锻压装备与制造技术(2021年2期)2021-07-19
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
山东工业技术(2016年15期)2016-12-01
