FANUC 系统主轴切换和速度输出切换控制同时在卧式加工中心的应用
2015-04-06 12:27:20李惠贤关百军
制造技术与机床 2015年11期
李惠贤 关百军
(沈阳机床集团,辽宁 沈阳 110142)
本文研究的是日本生产的卧式数控坐标镗,这是一台FANUC 16M 系统的数控机床,既可以实现大扭矩加工,又可以实现高速高精加工。在精加工时主轴最高转速可以达到6 000 r/min。国内同类机床,主轴直径在φ100 mm 以上正挂箱的卧式加工中心中,由于主轴箱机械结构的限制,主轴最高转速一般在3 000 r/min,在目前的结构上突破4 500 r/min 是非常困难的,即便如此,在高转速区加工也可能带来噪声、震动,精度差等影响加工质量的一系列问题。相比之下,这台卧式数控坐标镗机床的主轴转速在高速高精加工方面更具有优势,从而使这台机床的加工范围更宽。那么制造商是如何实现这一优势的呢?本文重点讨论电气方面的控制原理。
1 机床主轴传动结构
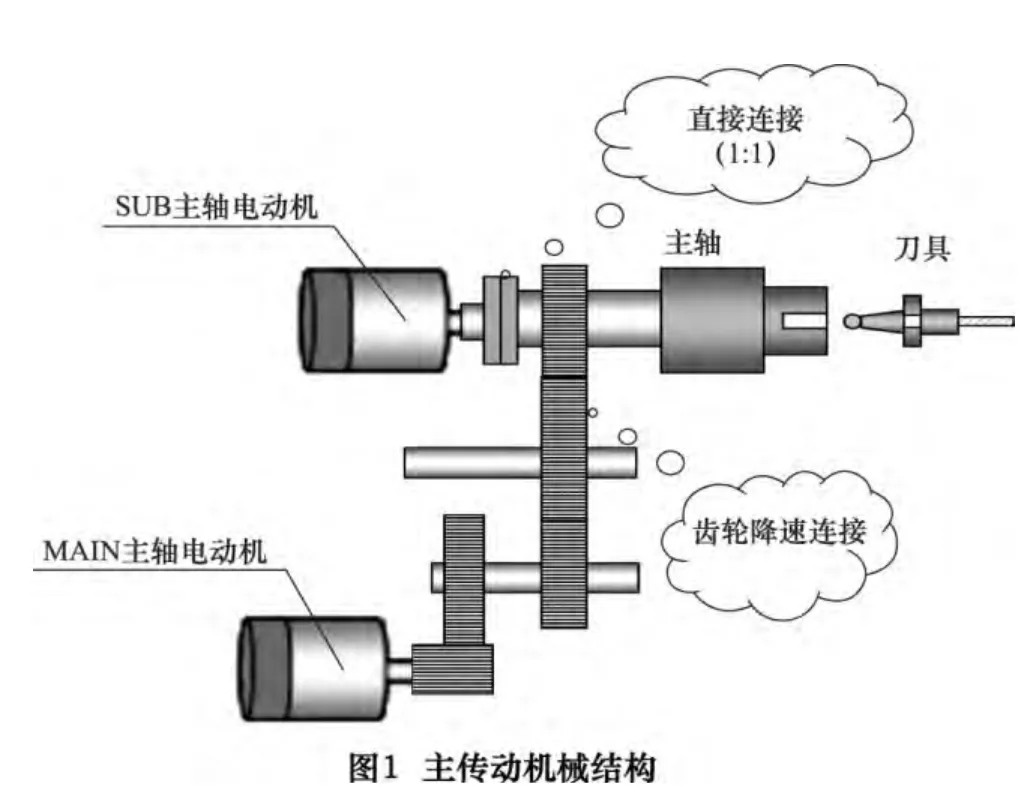
主传动采用了两套传动机构,并使用了两台交流主轴伺服电动机进行控制。在使用大扭矩加工时,MAIN 主轴电动机和主轴是通过一套齿轮传动机构连接的,通过一系列的齿轮啮合将主轴电动机的动力传到主运动,增大主运动的扭矩。
实例:MAIN 电动机选择的是以增大机床的切削能力为前提的,选择的是αL 15/6000 型主轴电动机,15 kW。在需要高精加、主轴转速达到530 r/min 以上时,切换到SUB 主轴电动机。SUB 电动机和主轴是1:1 直连的,选用的是双绕组αL 26/10000 型电动机,18.5 kW(如图1)。
2 主轴运动的机械特性
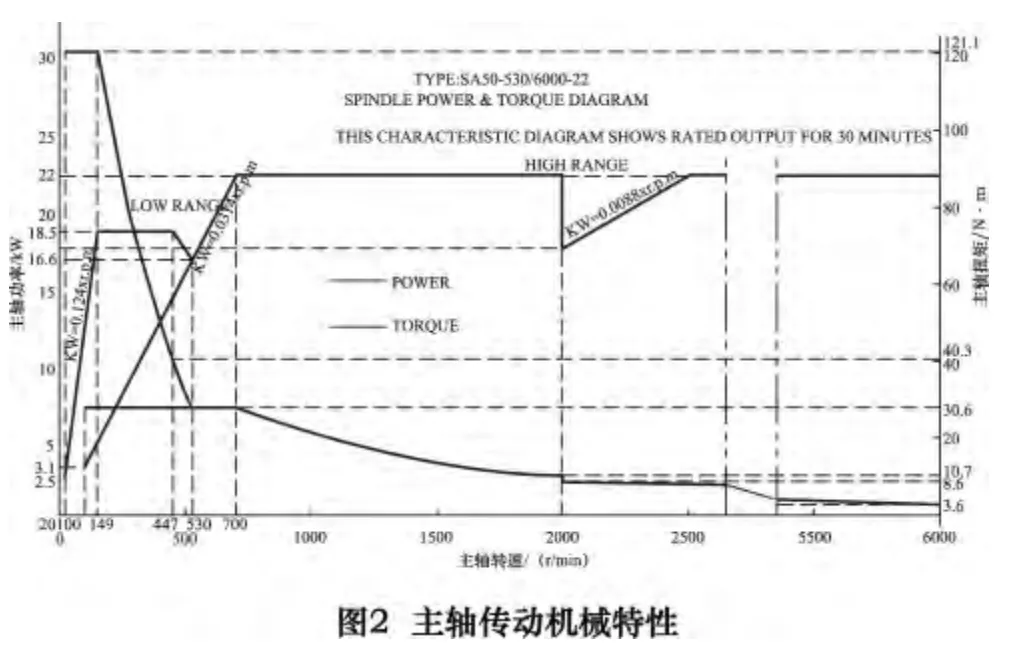
主轴转速在20~530 r/min 以下,MAIN 主轴电动机通过一系列齿轮传递将动力传递到主运动,531~6 000 r/min 切换到SUB 主轴电动机,和主轴1:1 连接。其中在530~2 000 r/min 范围,SUB 主轴电动机的低速绕组工作;2 001~6 000 r/min 范围,SUB 主轴电动机的高速绕组区工作。主运动的机械特性如图2 所示。
3 电气控制原理
(1)该机床电气控制系统采用FANUC 16M 数控系统。
(2)主传动的主轴电动机分别采用αL15/6000 和αL 26/10000 两种型号主伺服电动机,其中后者为双绕组主轴电机。
(3)采用一台主轴伺服放大器控制两台主轴电动机。硬件线路进行互锁,保证两台电动机不能同时工作。
(4)利用FANUC 系统主轴切换控制功能,控制切换αL15/6000 和αL 26/10000 两台主电动机的工作。通过两台主电动机在不同转速区的工作时段,获得不同的电动机特性,来提高机床的加工能力。进行主轴切换时,需要使电动机停下来。
(5)利用FANUC 系统主轴输出切换控制功能,控制切换双绕组αL 26/10000 电动机的转速区,实现在高转速下的扭矩切换。此功能应用时要切换离合/齿轮信号(CTH1A、CTH2A),以便在低速特性和高速特性下分别进行速度环路增益等的设定。
4 主轴控制电气系统框图
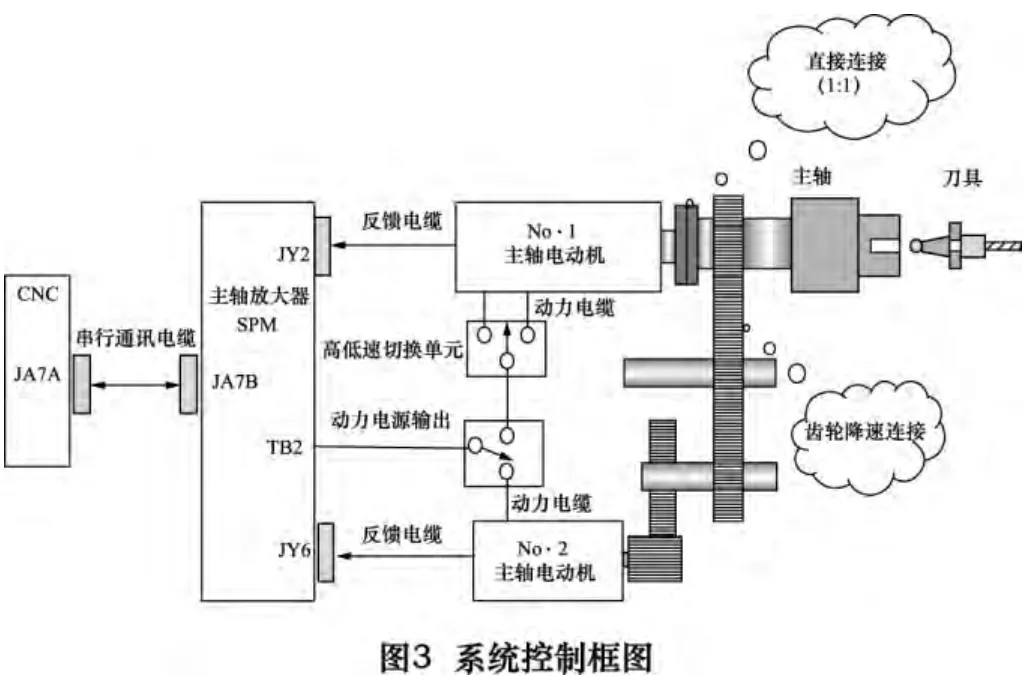
主轴控制电气系统框图如图3 所示。
5 电气控制中需要解决的关键问题
(1)实现两台主电动机最优化运行,在主电动机切换控制中,应考虑避免两台主电机同时得电,在电气硬件和软件控制中要进行互锁保护。
(2)主轴高档转速控制中,在SUB 主电动机双绕组切换控制中,应考虑避免双绕组同时得电,在电气硬件和软件控制中要进行互锁保护。
(3)两台主轴电动机分别驱动主轴时,M19 的定向位置要一致。
(4)主轴3 个档位变速的控制。
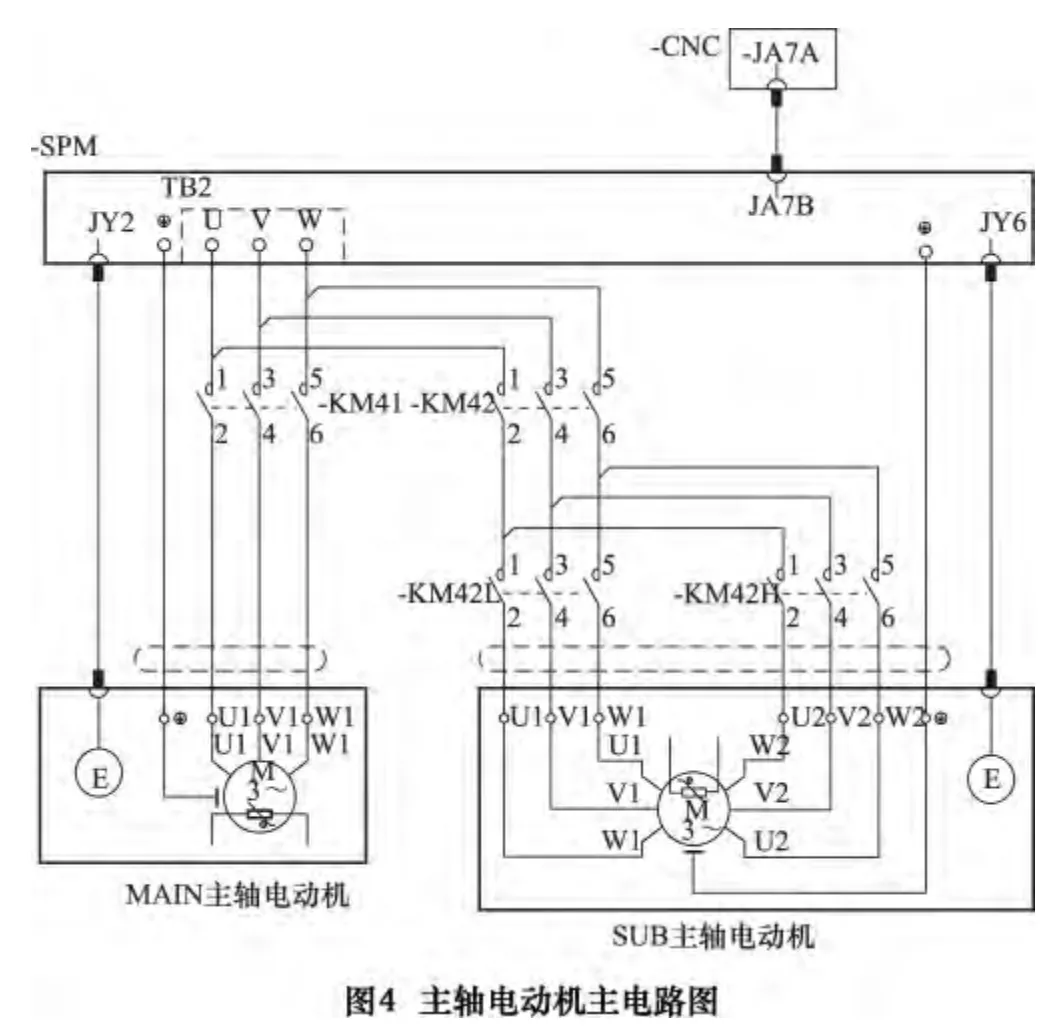
6 主电动机连接图
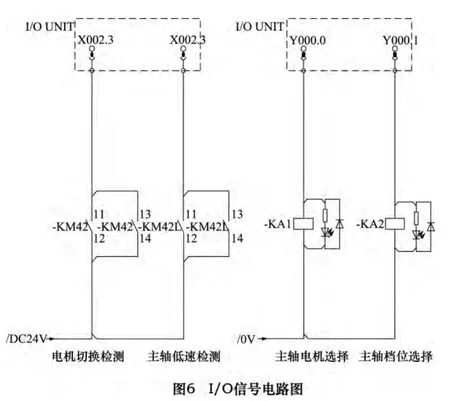
SPM 主轴放大器,使用与两台电动机对应的放大器中容量较大者。通过来自PMC 的切换指令,切换控制MAIN 主轴电动机和SUB 主轴电动机。为了更加切实地检测动力线的状态,输入MAIN 主轴电动机和SUB 主轴电动机的电磁接触器的状态,在输出动力线切换信号(CHPA)后,如果在1 s 内没有输入电磁接触器状态信号(MCFNA、MFNHGA),则会有主轴报警15发出(如图4、5、6 所示)。
7 主轴切换控制相关的PLC 接口信号
主轴切换控制是利用1 台主轴放大器来切换并驱动2 台主轴电动机的一种功能。此功能可适用于使用不同时驱动的2 台主轴电动机。

7.1 G71.2 主轴切换请求信号(SPSLA)
(1)本信号作为选择主轴电动机的指令信号使用。
0:选择MAIN 主轴电动机。
1:选择SUB 主轴电动机。
(2)在停止主轴电动机后,改变本信号。作为用来确认主轴电动机停止的输出信号,备有速度零信号(SSTA)。
(3)在进行切换操作时,需要断开电动机的动力,因此,请将旋转指令(SFRA、SRVA)和定向指令(ORMCA)设为0。
7.2 G71.3 SUB 主轴电动机用电磁接触器状态信号(MCFNA)
(1)输入SUB 主轴电机用电磁接触器(MCC)的开闭状态信号。
0:SUB 主轴电动机用的电磁接触器处在断开(OFF)状态
1:SUB 主轴电动机用的电磁接触器处在接通(ON)状态
(2)通常,原封不动地输入SUB 主轴电动机用电磁接触器的辅助接点(A 接点)状态。
(3)参数No.4014#2=0 时,本信号作为动力线状态确认信号使用,输入用来切换主轴电动机的动力线切换的电磁接触器选择状态。
0:选择MAIN 主轴电动机
1:选择SUB 主轴电动机
7.3 F46.0 动力线切换信号(CHPA)
(1)此系用来选择主轴电动机的动力线切换的电磁接触器的指令信号。
0:选择MAIN 主轴电动机用的电磁接触器
1:选择SUB 主轴电动机用的电磁接触器
(2)在确认输入主轴切换请求信号(SPSLA)时,电动机停止,动力被切断之后,本信号即被输出。请根据本信号进行电磁接触器的切换。
(3)在从SUB 电动机切换至MAIN 电动机时,当SUB 电动机停止,动力被断开时,本信号在接到主轴切换请求信号(SPSLA)后,由1 变为0。由此,首先关闭SUB 电动机用的电磁接触器。接着,在确认SUB 电机用的电磁接触器已经关闭后,打开MAIN 电动机用电磁接触器。
(4)在MAIN 电动机切换到SUB 电动机时,当MAIN 电动机停止,动力被切断时,本信号在接到主轴切换请求信号(SPSLA)后,由0 变为1。由此,首先关闭MAIN 电动机用的电磁接触器。接着,在确认已经关闭MAIN 电动机用的电磁接触器后,打开SUB 电机用电磁接触器。
7.4 F46.1 主轴切换结束信号(CFINA)
(1)主轴切换操作结束,输出控制哪个主轴电机的信息。
0:控制MAIN 主轴电机
1:控制SUB 主轴电机
(2)主轴切换请求信号(SPSLA)发生变化,在确认本信号与主轴切换请求信号一致之后,转入下一步操作。
(3)在切换操作中,需要断开电机的动力,因此,请事先切断旋转指令(SFRA、SRVA)以及定向指令(ORCMA)。
7.5 F45.1 速度零信号(SSTA)
(1)输出主轴电机速度是否大于等于或者小于等于速度零检测。
0:电动机在≥速度检测水平下旋转
1:电动机在≤速度检测水平下停止
(2)进行主轴切换时,需要使电动机停下来。请在确认电动机是否已经停止时使用本信号。
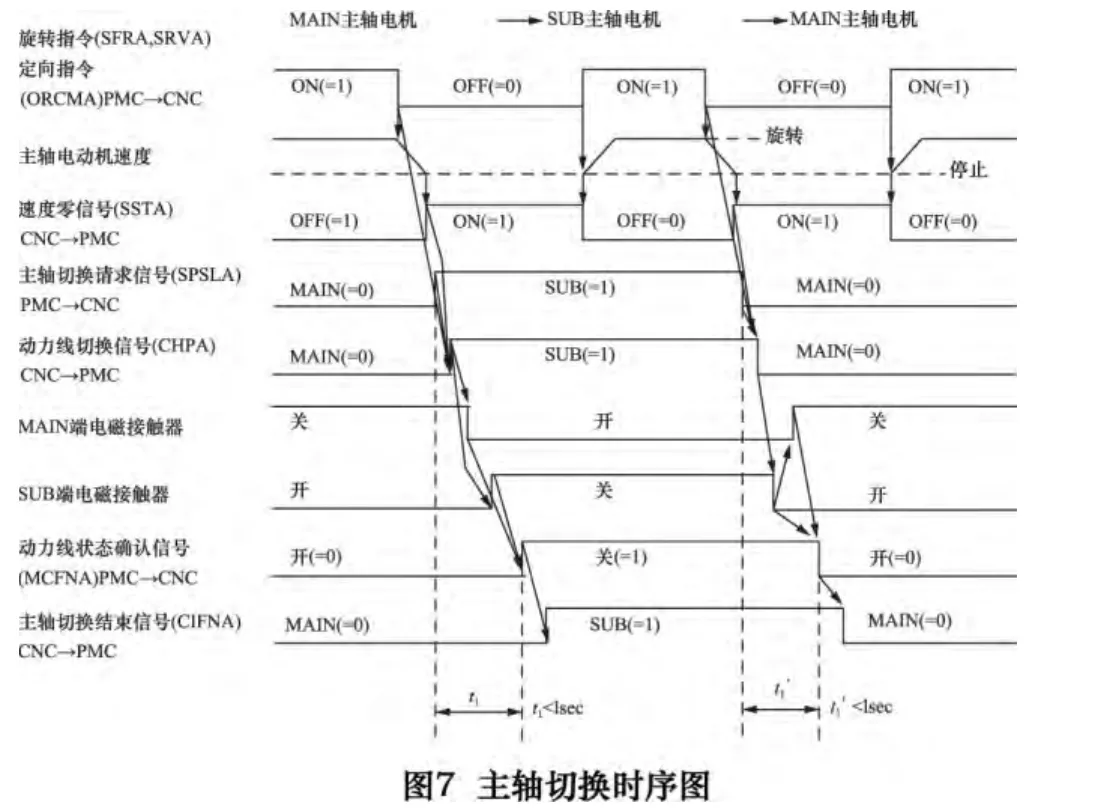
7.6 控制时序
实例中仅通过与动力线状态确认信号(MCFNA)之间的确认来进行主轴切换操作(参数No.4014#2=0),如图7 所示。
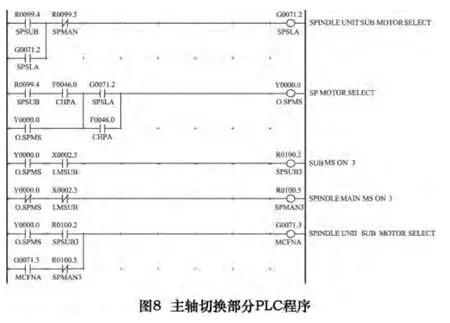
7.7 PLC 程序
主轴切换部分PLC 程序如图8 所示。
7.8 主轴切换相关参数设置(表1)
8 速度切换控制的PLC 接口信号
速度切换控制的使用方法有根据速度指令切换和根据实际电动机速度切换的两种方法。实例中采用根据速度指令切换绕组的方法。
8.1 G71.6 输出切换请求信号(RSLA)
(1)本信号作为选择输出特性的指令信号使用。
0:选择高速特性。
1:选择低速特性。
(2)根据速度指令(S 指令)设定的方法,输入本指令信号,以便在速度指令小于等于切换速度时切换至低速特性,速度指令大于等于切换速度时切换至高速特性。在大于等于切换速度的旋转区域,当本信号由0 变为1 时,会马上切换至低速特性。
8.2 G71.7 低速特性用电磁接触器状态信号(RCHA)
(1)输入主轴电动机的低速特性用电磁接触器(MCC)的开闭状态信号。
0:低速特性用的电磁接触器在断开(OFF)状态
1:低速特性用的电磁接触器在接通(ON)状态
(2)通常,原封不动地输入低速特性用电磁接触器的辅助接点(A 接点)状态。
(3)参数No.4014#3=0 时,本信号作为动力线状态确认信号使用,输入用来切换主轴电动机的输出特性的电磁接触器的选择状态。
0:选择高速特性
1:选择低速特性
8.3 F46.2 动力线切换信号(RCHPA)
(1)此系用来选择主轴电动机的输出特性切换用的电磁接触器的指令信号。
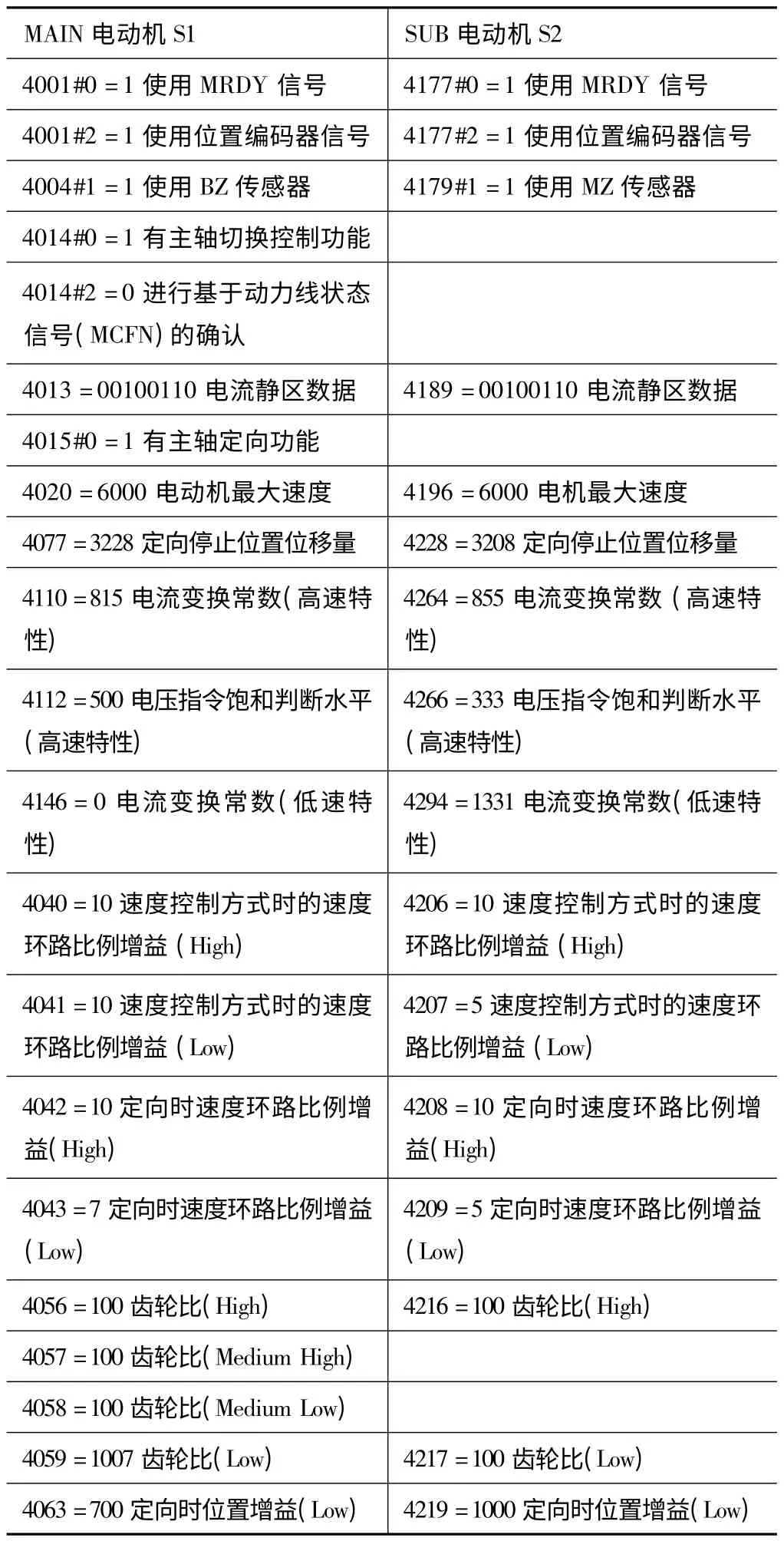
表1 实例中的相关系数设置
0:选择高速特性用的电磁接触器
1:选择低速特性用的电磁接触器
(2)本信号在接到输出切换请求信号(RSLA)的输入被输出。请根据本信号进行电磁接触器的切换。
(3)在从低速特性切换至高速特性时,本信号在接到输出切换请求信号(RSLA)后,由1 变为0。此时,电动机的动力会自动断开,因此,首先断开低速特性用的电磁接触器。接着,在确认低速特性用的电磁接触器已经断开之后,接通高速特性用电磁接触器。
(4)在从高速特性切换至低速特性时,本信号在接到输出切换请求信号(RSLA)之后,由0 变为1。此时,电动机的动力会自动断开,因此,首先断开高速特性用的电磁接触器。接着,在确认高速特性用的电磁接触器已经断开之后,接通低速特性用电磁接触器。
8.4 F46.3 动力线切换结束信号(RCFNA)
(1)主轴电动机的输出切换操作结束,输出受哪个输出特性控制的信息。
0:受高速特性控制
1:受低速特性控制
(2)输出切换请求信号(RSLA)发生变化,在确认本信号与输出切换请求信号一致之后,转入下一步操作。
8.5 控制时序
实例中仅确认动力线状态确认信号(RCHA)后进行输出切换操作(参数No.4014#3=0)。
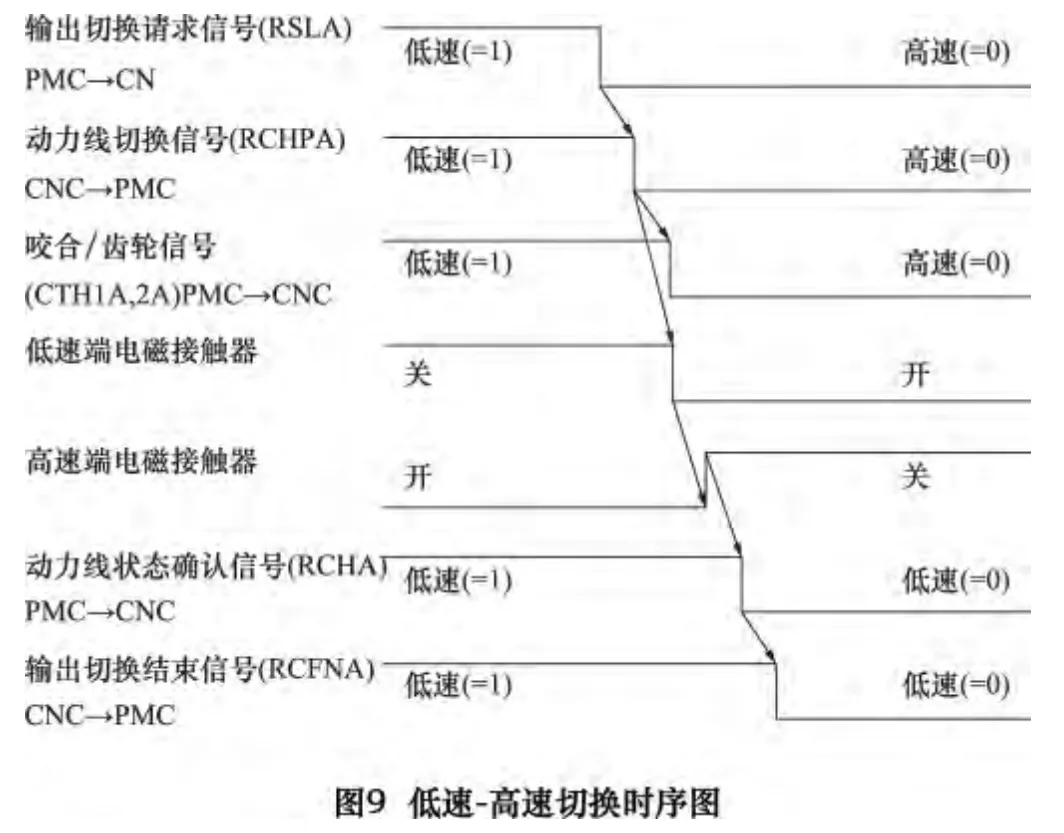
(1)低速特性→高速特性的切换操作,如图9所示。
(2)高速特性→低速特性的切换操作,如图10所示。

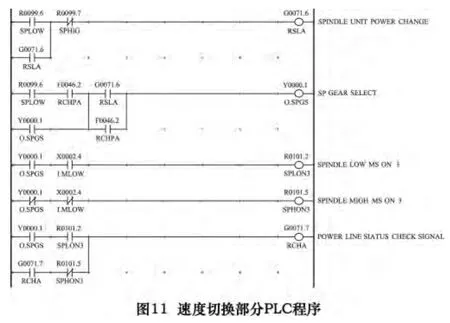
8.6 实例中的PLC 程序
速度切换部分PLC 程序如图11 所示。
8.7 实例中相关参数设置
实例中相关参数设置见表2。
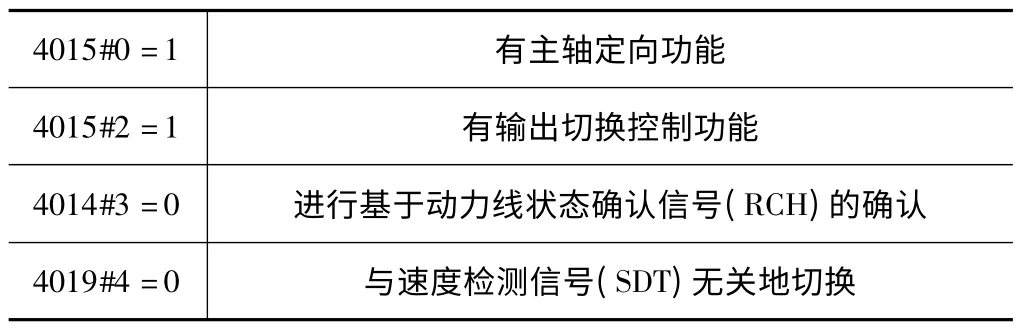
表2 实例中相关参数设置
9 结语
FANUC 数控系统中有很多特殊的功能,其中主轴切换控制功能和速度切换控制功能是不太常用的两个功能,但也是应用比较复杂的功能。在国内的机床中这两个功能同时应用的比较少,甚至没有。
通过“主轴切换控制功能和速度切换控制功能”在卧式加工中心上同时应用的实际案例,说明了充分合理应用数控系统的功能可以大大提高机床的加工精度和加工范围,有效地改善机床的加工切削性能。在数控机床设计中,如果能够充分将数控系统功能与机械结构完美组合,将会大大提高数控机床的应用性能。
[1]FANUC a series AC servo amplifer descriptions manual 65162E/03[Z].
[2]FANUC 16/160/18/180 -Modelb parameter manual 62450E/02[Z].
[3]FANUC AC spindle motor a series parameter manual 65160EN/02[Z].
[4]YBM900N 卧式坐标镗床使用说明书[Z].
猜你喜欢
科普童话·神秘大侦探(2023年1期)2023-05-30 12:48:10
电子制作(2019年7期)2019-04-25 13:17:20
测控技术(2018年5期)2018-12-09 09:04:26
电子测试(2018年18期)2018-11-14 02:30:34
制造技术与机床(2017年9期)2017-11-27 02:13:56
电工技术学报(2017年15期)2017-08-31 19:02:23
制造技术与机床(2017年3期)2017-06-23 08:11:33
电子工业专用设备(2015年4期)2015-05-26 09:10:40
电机与控制应用(2015年3期)2015-03-01 03:49:46
电测与仪表(2014年15期)2014-04-04 12:05:18