
高透明热收缩薄膜专用LDPE 2320D的性能改进
2015-03-28 08:37:14孙建敏赵东波
合成树脂及塑料 2015年2期
孙建敏,赵东波
(中国石油天然气股份有限公司兰州石化分公司乙烯厂,甘肃省兰州市 730060)
由于低密度聚乙烯(LDPE)薄膜具有柔韧性好,抗冲击、耐撕裂性能强,不易破损、不怕潮等优点,因此普遍用于啤酒、饮料、布匹等的整件集合包装。2012年,中国石油天然气股份有限公司兰州石化分公司(简称兰州石化公司)依据市场需求开发生产了高透明热收缩薄膜专用LDPE 2320D,市场反馈其透明性满足需求,但薄膜横向热收缩率偏低。为此,兰州石化公司于2013年对2320D进行性能改进,在保证薄膜雾度的基础上,提高薄膜横向热收缩率,以满足市场需求。
1 影响LDPE薄膜热收缩率的因素
虽然在吹塑LDPE薄膜的过程中,拉伸、吹胀影响薄膜的横向、纵向热收缩率,但是LDPE的密度、熔体流动速率(MFR)、长链支化度对薄膜的热收缩率影响很大。
LDPE是在高温、高压条件下乙烯通过自由基聚合而成,极易发生链转移反应,其分子链上存在长短不一的支链,破坏了链结构的规整性,使其结晶度和密度较线型低密度聚乙烯低;但密度较高的LDPE分子支链较少、支化度低,结晶速率快,薄膜的热收缩率低,因此,略微降低LDPE密度对提高薄膜的热收缩率较有益。
LDPE的MFR为0.20~0.40 g/10 min时,用其吹塑的薄膜雾度最佳[1]。MFR越低,LDPE相对分子质量越大,分子间缠结点越多,收缩应力越大,用其吹塑的薄膜抗冲击、耐撕裂性能越强,热收缩率越高。因此,降低LDPE的MFR对提高薄膜热收缩率也较有益。
LDPE分子链主要由反式亚甲基直链组成[2],其中有长度不等的支化侧链等结构单元,相对分子质量接近的LDPE,长链支化度是影响薄膜横向热收缩率的最大因素。长链支化度越高,高分子链间缠结点越多,熔体强度越高,薄膜的横向热收缩率越高。因此,提高LDPE长链支化度对提高薄膜热收缩率较为有益。
2 工艺参数优化
2.1 反应压力
乙烯聚合是自由基聚合,在其他条件变化不大时,提高反应压力,则乙烯单体浓度增加,有利于链增长,使链转移速率、支化度降低,LDPE密度上升。LDPE密度偏高,薄膜的热收缩率降低,根据以往生产薄膜用高透明LDPE的经验,确定反应压力为265~270 MPa,比优化前降低5 MPa。
2.2 反应温度
根据阿伦尼乌斯方程,反应温度升高对活化能较高的链转移更有利,而降低温度则对活化能较低的链增长有利[3]。提高反应温度,则链转移速率增加,LDPE支化度增加,尤其在反应后期,由于LDPE含量增加,更易于发生分子间链转移,使LDPE的长链支化度提高。因此,确定4个反应区的温峰依次为285~290,290~295,290~295,285~290 ℃,较优化前均提高5 ℃。
2.3 相对分子质量调节剂种类及用量
兰州石化公司生产LDPE时使用的相对分子质量调节剂为丙醛和丙烯,其中丙醛的链转移速率常数较高,丙烯次之。使用丙烯作相对分子质量调节剂,丙烯与乙烯发生微量共聚合可提高LDPE的支化度,从而提高薄膜的耐撕裂性能和热收缩率;但完全使用丙烯作相对分子质量调节剂,导致相对分子质量分布变宽,低相对分子质量和高相对分子质量LDPE含量增加,对薄膜雾度影响较大[4],所以将丙烯与丙醛复配作相对分子质量调节剂,并提高丙烯用量,丙醛用量为5~10 kg/h,丙烯用量为200~250 kg/h。
2.4 过氧化物配方
为提高LDPE的长链支化度,增加了复配过氧化物中高温引发剂二叔丁基过氧化物(DTBP)的含量,以延长引发剂在反应体系中的停留时间,提高在反应后期发生分子间链转移的几率,根据以前经验,最终确定了本次生产2320D时过氧化物的配方(见表1)。

表1 生产2320D的过氧化物配方Tab.1 Peroxide formulations for producing 2320D L
经对反应压力、反应温度、相对分子质量调节剂种类及用量、过氧化物配方的优化,生产2320D的关键工艺参数已基本确定,优化前后2320D的生产工艺参数见表2。

表2 优化前后生产LDPE 2320D时的工艺参数Tab.2 Processes parameters for producing LDPE 2320D before and after optimization
3 LDPE 2320D性能
采用优化后的工艺生产了2.0 kt的2320D,与2012年生产的2320D以及国内同类LDPE(简称GW1)进行了性能对比。从表3可以看出:2013年生产的2320D的支化度为14.5~15.0个/1 000 C,长链支化度为1.189~1.218个/1 000 C;2013年生产的2320D的密度为0.920 4 g/cm3,较2012年生产的2320D和GW1低。这是因为2013年生产的2320D的支化度高造成的。用2013年生产的2320D吹塑的薄膜,落镖冲击破损质量、直角撕裂强度、拉伸断裂应力均较用2012年生产的2320D和GW1吹塑的薄膜高。这可能是因为2013年生产2320D的支化度、长链支化度有所上升,分子间缠结点较多所致。

表3 LDPE 2320D和GW1及其薄膜的性能Tab.3 Properties of LDPE 2320D,GW1 and their films
结果表明:与2012年生产的2320D和GW1相比,2013年生产的2320D的支化度较高,结晶度较低,表明其密度较低;2013年生产的2320D的长链支化度较高,说明聚合过程中发生分子间链转移的几率较高,其熔体强度和薄膜热收缩率较高。
吹制厚30 µm的薄膜,沿薄膜纵向裁取3个100 mm×100 mm的试样,并于120 ℃分别加热20,40,60 s后测其热收缩率。从表4看出:加热60 s时,用2013年生产的2320D吹塑的薄膜横向热收缩率为35.7%,较用2012年生产的2320D吹塑的薄膜提高6.0%,达到改善2320D横向热收缩率的目的。经中国石油天然气股份有限公司华北销售公司联系相关厂家试用表明,用2013年生产的2320D吹塑的薄膜横向热收缩率可满足市场需求。
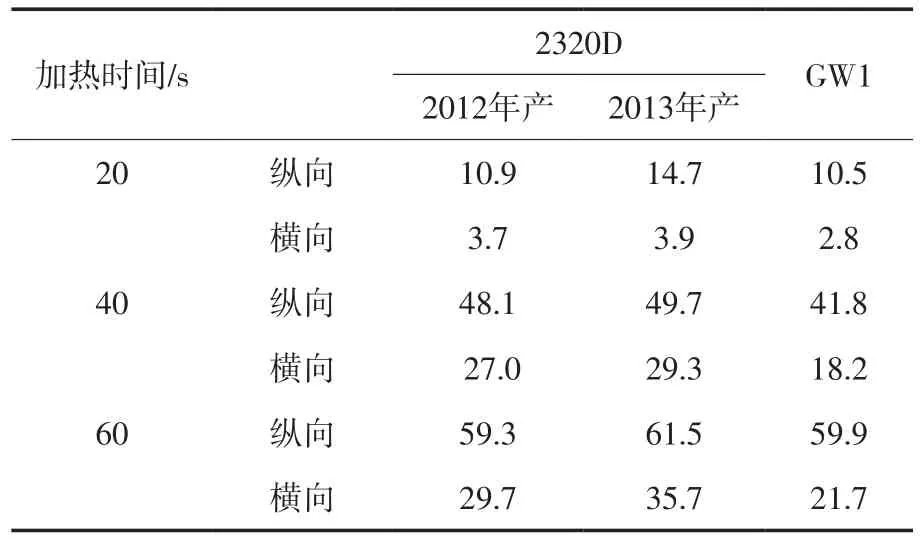
表4 LDPE薄膜的热收缩率Tab.4 Heat shrinkage rate of the LDPE films %
4 结论
a)根据影响LDPE薄膜热收缩率的因素,确定了生产LDPE 2320D的工艺参数,反应压力为265~270 MPa,4个反应区的峰温依次为285~290,290~295,290~295,285~290 ℃,采取丙醛和丙烯复配作相对分子质量调节剂,丙醛用量为5~10 kg/h,丙烯用量为200~250 kg/h。
b)2013年生产的LDPE 2320D的支化度为14.5~15.0个/1 000 C,长链支化度为1.189~1.218个/1 000 C,用其所制薄膜的横向热收缩率较用2012年生产的2320D吹塑的薄膜提高6.0%,薄膜横向热收缩率可满足市场需求。
c)增加了高温引发剂DTBP的用量,为以后LDPE新产品开发提供参考。
[1] 何京昌,樊亚绒. 塑料制品表面光泽的控制[J]. 塑料,1997,26(2):38-43.
[2] 王艳芳,苏一凡.LDPE收缩膜专用树脂性能的研究[J]. 合成树脂及塑料,2007,24(5):21-24.
[3] 潘祖仁. 高分子化学[M]. 北京:化学工业出版社,1986:146-157.
[4] 陈晓勇. 塑料薄膜雾度及其控制的研究进展[J]. 化学推进剂与高分子材料,2010,8(2):27-32.
猜你喜欢
煤炭与化工(2021年6期)2021-08-06 10:04:10
昆明医科大学学报(2021年4期)2021-07-23 01:21:44
塑料包装(2019年1期)2019-03-22 12:04:18
安徽大学学报(自然科学版)(2016年2期)2016-09-20 12:09:27
中国塑料(2015年10期)2015-10-14 01:13:16
塑料包装(2015年1期)2015-09-26 12:23:43
医学研究杂志(2015年4期)2015-06-10 06:42:43
塑料包装(2014年2期)2014-11-29 01:19:52
中国塑料(2014年7期)2014-10-17 03:04:14
有机氟工业(2014年4期)2014-06-01 12:30:37
