铅阳极泥制备硫酸铅的试验研究
2015-03-22 02:00:20王文军魏文武林文军戴慧敏张记东谌可颂
湖南有色金属 2015年6期
王文军,魏文武,林文军,戴慧敏,张记东,谌可颂
(株洲冶炼集团股份有限公司,湖南株洲 412004)
铅阳极泥是在电解精炼中附着于残阳极表面或沉淀于电解槽底的泥状物[1],主要富含 Au、Ag、Te、Pb、Sb、Bi等有价金属[2],随炼铅工艺和原料的不同,铅阳极泥中富含各有价金属的品位有较大差异。近年来针对铅阳极泥贵金属冶炼的工艺研究较多[3~5],而对铅阳极泥中贱金属的研究相对较少,如铅阳极泥中铅金属,大多冶炼企业在稀贵金属回收中并不对其进行有针对性的回收,造成了铅金属在稀贵金属回收过程中的极度分散,不能形成铅金属的高效回收。湖南某公司铅阳极泥中铅金属含量较高且波动较大,最高可达30%以上,且主要存在形式为:(1)可溶于水的铅化合物,主要成分为硅氟酸铅等[1];(2)可溶于硅氟酸的铅化合物,主要成分为氧化铅等[6,7];(3)不溶于硅氟酸的铅基合金及化合物,主要成分为铅铁矾、硫酸铅等。
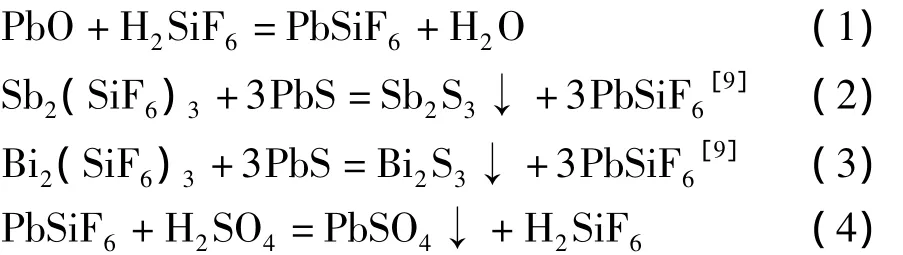
本文设想通过用硅氟酸溶液对铅阳极泥进行搅拌浸出[8],将铅阳极泥中可溶于水的硅氟酸铅稀释洗出;同时将铅阳极泥中可溶于硅氟酸溶液的氧化铅等与硅氟酸溶液反应,使其从固相进入液相。在搅拌浸出时,向溶液中加一定量的活性碳,对浸出液中残留的骨胶、β-萘酚等有机成分进行吸附沉降至铅阳极泥中,实现浸出反应与浸出液物理净化同步进行。浸出反应结束后,向溶液中添加少量硫化铅,除去溶液中少量锑、铋等杂质离子,实现浸出液化学深度净化。净化后向溶液中加定量硫酸进行硫酸铅的制备。主要化学反应方程式如下:
1 试验设计
取湖南某公司铅阳极泥按表1设计进行浸出条件试验,得出较佳浸出条件。按较佳条件进行循环浸出,具体操作为:(1)浸出反应时加少量活性炭,净化除溶液中骨胶、β-萘酚等有机成分;(2)根据溶液中Sb3+、Bi3+的含量,向溶液中加定量硫化铅,净化除溶液中Sb3+、Bi3+均小于0.1 g/L,将溶液过滤得净化液;(3)根据净化液中铅离子含量在搅拌条件下加定量硫酸快速制备出硫酸铅,将硫酸铅通过过滤、水洗、烘干处理后,所制备的硫酸铅纯度达99%以上;(4)将制备硫酸铅后滤液返回进行循环浸出。
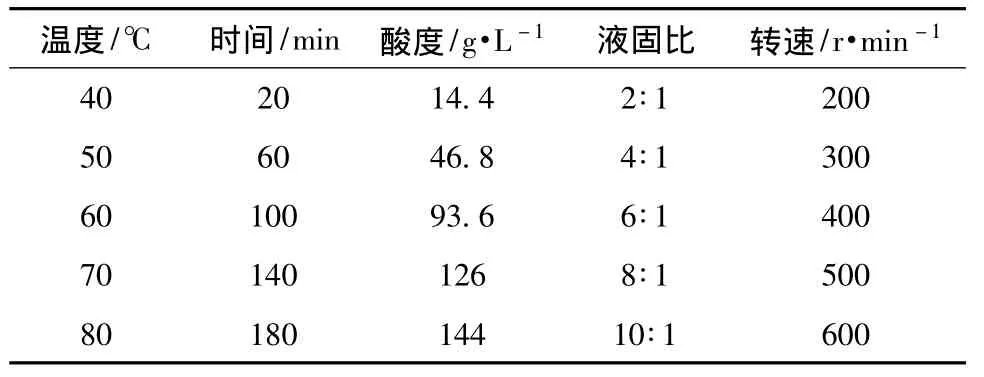
表1 条件试验设计表
2 试验结果与讨论
2.1 温度
图1为液固比10∶1、硅氟酸浓度73.4 g/L、搅拌转速500 r/min、反应时间60 min条件下,考察不同温度对铅浸出率的影响。从图1中可看出,温度对铅浸出率影响较大,随着温度上升铅浸出率呈先上升后下降趋势。主要原理:温度过低,浸出时有效化学反应速率较慢,铅浸出率较小;硅氟酸是一种易分解的酸,在温度过高条件下易分解成SiF4和HF[10],而HF易与溶液中铅离子发生反应生产PbF2沉淀留在铅阳极泥中,影响铅浸出率的大小。试验得出较佳温度为60℃。
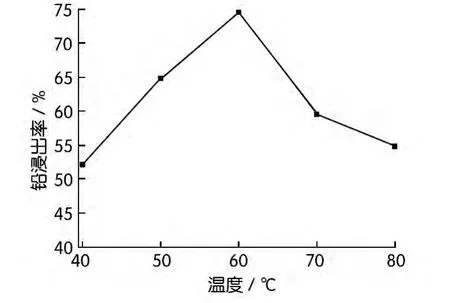
图1 温度对铅浸出率的影响
2.2 时间
图2为液固比10∶1、硅氟酸浓度73.4 g/L、搅拌转速500 r/min、反应温度60℃条件下,考察反应时间对铅浸出率的影响。从图2中可看出,随着时间的延长,铅浸出率呈先大幅上升后趋于平稳趋势,且随着时间的延长,增幅逐渐减小。主要原理:在反应前期,铅阳极泥中铅含量较高、溶液酸度较高,有效化学反应速率较快,铅浸出率增幅较为明显;随着反应时间的延长,铅阳极泥中铅含量逐渐升高、溶液酸度逐渐降低,致有效化学反应速率逐渐降低,使铅浸出率逐渐趋于平缓。试验得出较佳反应时间为60 min。

图2 反应时间对铅浸出率的影响
2.3 硅氟酸浓度
图3为液固比10∶1、搅拌转速500 r/min、反应温度60℃、反应时间60 min条件下,考察硅氟酸浓度对铅浸出率的影响。从图3中可看出,随着硅氟酸浓度的升高,铅浸出率先呈直线上升后趋于平稳趋势,且硅氟酸浓度超过93.6 g/L时对铅阳极泥含铅影响较小。主要原理:硅氟酸浓度过低,有效化学反应速率较慢,铅浸出率较小;在一定酸度范围内,随着酸浓度的逐渐升高,有效化学反应速率逐渐加快,铅浸出率增幅较大。酸洗时,硅氟酸浓度不是越高越好,硅氟酸浓度过高,溶液相对饱和时会抑制铅阳极泥中化合态铅进入液相,制约铅阳极泥含铅的降低。试验得出较佳硅氟酸浓度为93.6 g/L。
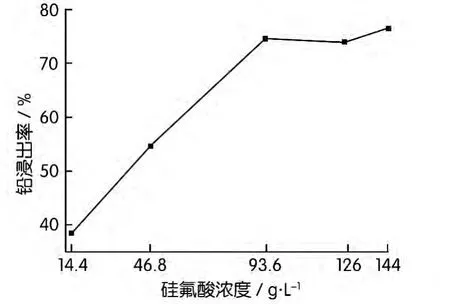
图3 硅氟酸浓度对铅浸出率的影响
2.4 液固比
图4为搅拌转速500 r/min、反应温度60℃、反应时间60 min、硅氟酸浓度93.6 g/L条件下,考察液固比对铅浸出率的影响。从图4中可以看出,随液固比的增大,铅浸出率整体呈逐渐升高趋势。主要原理:(1)酸洗时能稀释洗出铅阳极泥中夹带的硅氟酸铅,液固比越大,残留在铅阳极泥中的硅氟酸铅越低,铅浸出率越大;(2)硅氟酸能与铅阳极泥中化合态氧化铅等发生化学反应,液固比越大,溶液与铅阳极泥接触几率越大,有效化学反应速率越快,铅浸出效果越明显。试验得出较佳液固比为10∶1。
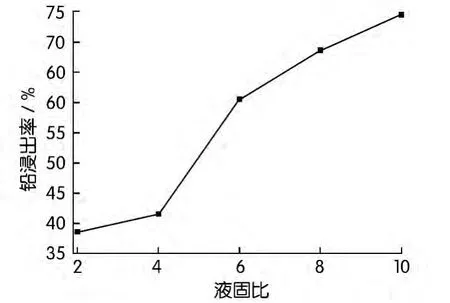
图4 液固比对铅浸出率的影响
2.5 转速
图5为液固为10∶1、反应温度60℃、反应时间60 min、硅氟酸浓度93.6 g/L条件下,考察搅拌转速对铅浸出率的影响。从图5中可以看出,随搅拌转速的加快,铅浸出率先呈直线上升后趋于平稳趋势,且当转速大于400 r/min时,转速对铅阳极泥含铅影响较小。主要原理:搅拌转速越小,有效化学反应速率较慢,铅浸出率较小;搅拌转速越大,有效化学反应速率较快,铅浸出率较大。试验得出较佳搅拌转速为400~600 r/min。

图5 转速对铅浸出率的影响
2.6 循环浸出次数
图6为液固比10∶1、反应温度60℃、反应时间60 min、硅氟酸浓度93.6 g/L、转速500 r/min条件下,考察循环次数对铅浸出率的影响,每次浸出后加硫化铅对浸出液进行净化、加硫酸制备硫酸铅操作,将硫酸铅制备后酸液进行循环使用,如图6所示,总计循环15次。从图6中可以看出,随着循环次数的增多,铅浸出率整体呈缓慢下降趋势,但整体降幅较小。主要原理:在循环酸洗初期,溶液中杂质离子较少,铅浸出化学反应较为彻底,致铅浸出率较大;随着循环次数的增多,溶液中可溶性杂质离子浓度逐渐升高,有效浸出化学反应速率相对较小,一定程度影响铅浸出率效果。

图6 循环次数对铅浸出率的影响
3 结论
试验以铅浸出率为主要考察指标,得出较佳浸出控制条件为:反应温度60℃、反应时间60 min、硅氟酸浓度 93.6 g/L、液固比 10∶1、转速 500 r/min,按较佳条件进行试验可使铅阳极泥中的铅大部分被浸出,浸出率为74.56%。同时,按较佳条件进行15次循环浸出,能使铅浸出率稳定在68%以上。将浸出液经活性炭吸附、硫化铅净化后制备的硫酸铅纯度可高达99%以上。
[1] 彭容秋.铅冶金[M].长沙:中南大学出版社,2010.132-136.
[2] 刘吉波,吴文花.某锌铅冶炼厂铅阳极泥湿法预处理新工艺[J].有色金属工程,2014,4(5):38-40.
[3] 陈进中,曹华珍,郑国渠,等.高锑低银类铅阳极泥制备五氯化锑新工艺[J].中国有色金属学报,2008,18(11):2 094-2 096.
[4] 阮书锋,尹飞,王成彦,等.铅阳极泥选择性脱铜试验研究[J].矿冶,2012,21(1):39 -41.
[5] 陈进中,杨天足.高锑低银铅阳极泥控电氯化浸出[J].中南大学学报(自然科学版),2010,41(1):45 -47.
[6] 杨喜云,恭竹青,李义兵.铅阳极泥湿法提铅浅述[J].矿冶工程,2002,22(4):73 -75.
[7] 吴文花,刘吉波,王志坚,等.铅阳极泥中有价金属的分离研究[J].有色金属(冶炼部分),2013,(7):47-49.
[8] 吴锡平,吴立新.从高银阳极泥中提取金银并回收铅锑等有价金属[J].黄金,1996,(1):44-45.
[9] 袁铁文.用硅氟酸从硫化铅精矿浸出铅的工艺[P].中国专利:92109710.7,1994-03-02.
[10]王俊中,魏昶,姜琪.氟硅酸性质[J].昆明理工大学学报,2001,26(3):93 -95.
猜你喜欢
云南化工(2022年8期)2022-08-16 09:38:30
湖南有色金属(2020年6期)2020-12-28 07:04:16
有色金属科学与工程(2020年5期)2020-11-08 10:01:56
中国有色冶金(2018年5期)2018-10-25 01:11:22
Journal of Forestry Research(2018年2期)2018-03-19 05:08:26
科学与财富(2017年28期)2017-10-14 18:07:24
东华理工大学学报(自然科学版)(2016年1期)2016-05-23 10:43:38
中国资源综合利用(2016年3期)2016-01-22 07:28:18
铜业工程(2015年4期)2015-12-29 02:48:41
蓄电池(2015年3期)2015-07-02 03:22:45