
双光子聚合加工的光路模拟
2015-03-18 03:08左春柽周晓勤
激光技术 2015年3期
郑 旭,左春柽,周晓勤
(吉林大学机械科学与工程学院,长春130022)
双光子聚合技术是基于1931年GÖPPERT-MAYER提出的双光子吸收理论。可以说双光子聚合技术的发展是阶段性的。直到20世纪60年初激光器的出现,才由KAISER等人首先从实验上证实了双光子吸收过程。但是在对非线性光学材料的研究得到广泛开展之前,几乎没有具有大的双光子吸收截面的有机分子。直到20世纪80年代人们在非线性材料研究中得到了一些突破后,才得到了一些具有大的双光子吸收截面的有机分子。这样就为利用双光子吸收在非线性材料领域和双光子聚合领域的研究提供了基本条件。双光子吸收是一种典型的3阶非线性光学效应,其产生几率正比于光子通量密度的平方,吸收的几率小,只有在很强的激发功率下才能发生双光子吸收。飞秒激光在很低的平均输出功率下具有很高的脉冲功率,其脉冲功率可以达到吉瓦级,所以,很容易在材料中实现双光子吸收[1-2]。
近10年来,双光子聚合技术得到了快速的发展。在提高双光子聚合加工的分辨率、加工效率和应用领域方面都取得了长足的进步[3-6]。
1 双光子聚合加工的原理
双光子聚合加工是将激光束聚焦到液态透明的聚合材料内,聚焦后的激光束的能量足够大以致可以诱导材料发生双光子吸收,从而使焦点处的材料发生聚合反应,形成近似球状的固体颗粒。同时通过控制激光焦点和聚合材料的运动,得到预先设计的加工图形。待整个加工过程结束后,用有机溶液清洗未发生聚合的材料,即完成了整个双光子聚合加工过程[7]。图1所示为双光子聚合加工系统的结构图。

Fig.1 Two-photon polymerization processing system
由此可见,要实现双光子聚合加工有几个必需的条件:能够诱发双光子聚合的紧密聚焦的激光束;实现激光束紧密聚焦的光路系统;能够发生双光子聚合的材料。目前人们一般使用掺钛蓝宝石飞秒激光作为光源进行双光子聚合加工,本文中使用的是 Spectra-Physics公司生产的Mai Tai飞秒激光器。典型的双光子聚合材料主要包括树脂材料聚合物单体和光敏引发剂,大多数双光子聚合实验中采用的是SU-8或SCR-500聚合材料。本文中重点研究的是实现激光束紧密聚焦的光路系统。
2 双光子聚合加工的光路系统
双光子聚合加工的光路系统主要由扩束镜、扫描振镜和聚焦透镜3个部分组成。下面分别来介绍各个部分的作用,并用ZEMAX软件(美国 Radiant Zemax公司ZEMAX-EE版)对这3个部分分别进行模拟。
2.1 扩束镜
激光为高斯光束,高斯光束的光斑边缘的包络线呈双曲线,光斑半径最小处被称为束腰w0。束腰处的光强分布公式为:

式中,I0为初始光强,r为极坐标。由此可见激光光束截面内的光强分布是不均匀的,距光束中心越近,光强越强。根据(1)式可知,当w0减小时,光强明显增强。发生双光子聚合需要极小的聚焦光斑,由高斯光束的聚焦特性可知,要得到极小的聚焦光斑则要求聚焦前的光束直径较大,所以需要对初始激光束进行扩束[8]。
钢筋安装前,按图纸位置进行放线,并用墨线弹出建筑物边线或钢筋线,用粉笔画出每根钢筋的位置。钢筋安装时架设必要的支撑并加以保护,避免发生错位移动。混凝土保护层用带铅丝的砂浆垫块控制。主筋接头全部采用搭接焊,构造钢筋采用绑扎接头,焊缝长度、搭接长度等指标符合规范要求,在同一断面上焊接接头断面积不超过钢筋总数的50%,绑扎接头不超过钢筋总数的25%,钢筋弯钩朝向混凝土内。混凝土浇筑前,按照图纸和规范标准进行详细检查钢筋的架设情况,如发现钢筋位置有变动,立即予以纠正。
另外,激光经过扩束后,激光光斑被扩大,从而减少了激光束传输过程中的光学器件表面激光束的功率密度,减小了激光束通过光学组件的热应力,有利于保护光路上的光学组件。
扩束镜有两种形式,开普勒扩束镜和伽利略扩束镜,本文中先用的是伽利略初始结构,扩束倍数为10倍。使用ZEMAX模拟优化后的结果如图2所示。

Fig.2 Optimized parameters of beam expander and simulated pictures
这里需要注意的是,光路中在扩束镜的后面,还有扫描振镜、聚焦透镜等光学元件,光路较长,因此优化时需要注意使准直光尽量长。得到的实际扩束后的光斑半径和实际扩束比如表1所示。
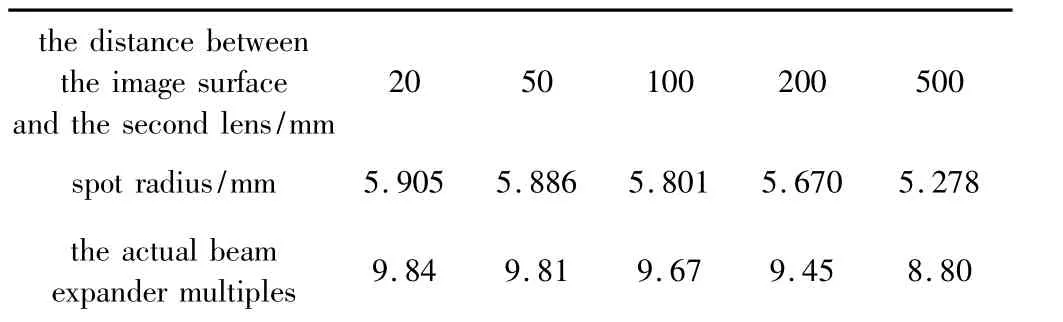
Table 1 Beam changes of image plane in different position
2.2 扫描振镜
扫描振镜在光路中的作用是快速定位加工位置。振镜式激光扫描系统主要由反射镜、扫描电动机以及伺服驱动单元组成。一般偏转角度在±20°以内。根据配合使用的聚焦系统位置的不同,可把扫描振镜主要分成两种扫描类型,即物镜前扫描和物镜后扫描。由于在双光子聚合加工系统中需要使用聚焦后的激光焦点进行加工且扫描的面积一般很小,所以对于作者的双光子聚合加工系统使用物镜前扫描的方式,即从激光器发出的激光束被扩束后,先经过两个光轴相互垂直的反射镜偏转,然后光束再由聚焦物镜聚焦在待加工样品上[9]。而常用的扫描方式有3种,分别是跳跃式扫描(见图3b中的1)、连续扫描(见图3b中的2)和矢量扫描(见图3b中的3)。跳跃式扫描可以对某一特定位置进行扫描,矢量扫描可以用于勾勒图形轮廓,连续扫描可以用于在一个方向上的快速加工。扫描振镜的模拟图如图3a所示,两个反射镜的光轴相互垂直。
这里两个振镜之间的距离是可以调节的,调节后的效果将在后面结合聚焦透镜一起讨论。
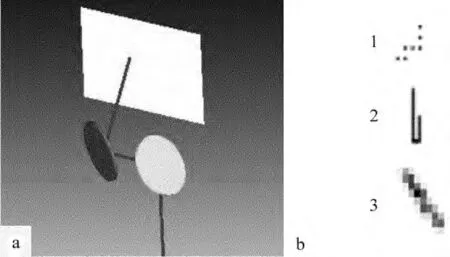
Fig.3 a—simulation picture of the scanning galvanometer b—three scanning forms of the scanning galvanometer
2.3 聚焦透镜
聚焦透镜的作用是将经过扫描振镜后的光束进行聚焦。聚焦透镜对入射激光的聚焦本领的影响主要由聚焦透镜的数值孔径d反应。聚焦后在水平方向和垂直方向的大小可根据以下的公式确定:
所以,在激光加工系统中,聚焦透镜的数值孔径直接影响着激光光斑的尺度,而且在垂直方向的影响尤为显著。因此,在相同入射功率的前提下,应用大数值孔径的聚焦透镜进行加工可以获得更高的入射光强和更小的光斑半径。在其它条件不变的情况下,大数值孔径的聚焦透镜可以用更小的激光功率实现更高的加工精度[10]。
图4为根据上述要求设计的聚焦透镜,它是在里斯特透镜的基础上,加上一个弯月透镜和一个半球透镜组成。为了提高数值孔径,透镜出瞳面上滴折射率大于1的油液。另外要注意的是,聚焦透镜是放置在扫描振镜之后,所以设计的透镜要满足需要的扫描角度[11-12]。

Fig.4 Light route diagram of high numerical aperture focusing lens system
除了分辨率,人们还关心聚焦后焦点处的能量。飞秒脉冲激光聚焦后光强的极大值可依据如下公式计算[12]:

式中,f为飞秒激光脉冲的重复频率,τ为脉冲宽度,P为激光的平均输出功率,w为激光聚焦焦点处的束腰。除w之外的参量都与激光器本身相关,而w即与扩束镜的扩束效果相关,也与聚焦透镜有关。
3 整个光路系统的模拟和分析
ZEMAX软件中的非序列模式可以模拟高斯光束,这里就是使用高斯光束来模拟所使用的飞秒激光。需要设置的参量有:激光光源的位置、功率、束腰大小和光源的出射面到束腰的距离。具体参量如图5所示,图中束腰和出射点与束腰的距离的单位均为mm。

Fig.5 Simulated parameters of light source used in ZEMAX software
将上述3个部分合并到一个光路中,并在光路的不同位置添加探测激光能量的平面。分别是光源附近,扫描振镜与聚焦透镜之间和聚焦光斑处。通过探测平面可以清晰地看到光束经过各个光学系统后形态,在某一截面上的位置以及能量的变化情况。如图6所示,从激光器发出的激光光束经过扩束镜扩束,扩束后经过扫描振镜,两个扫描振镜的光轴彼此垂直,使得光束的传播方向和角度都发生改变,最后经过聚焦透镜汇聚。

Fig.6 Light route system of two-photon polymerization
3.1 扩束镜的扩束倍数对聚焦结果的影响
扩束镜先用一个小焦距的透镜压缩束腰,然后再用一个大焦距的透镜来压缩发散角,这样就可得到一束准直光。各个位置的光束腰和扩束倍数分别为:

式中,f1和f2分别为两个透镜的焦距;λ为入射光的波长;z为入射光的束腰处距第1个透镜的距离;w0,w1,w0′,w2分别为从激光器中发出的光束束腰、光束到达第1个透镜时的束腰、光束第1次聚焦后的束腰、光束从第2个透镜出射后的束腰;M为扩束倍数,由于,所以扩束倍数为
改变扩束倍数,分别使用扩束倍数为4,6,8,10和12的扩束镜进行模拟,最终得到的聚焦焦点处的光强(根据(4)式 ~ (7)式[11,13]计算)如表 2 所示。
由此可见,扩束倍数越大,聚焦后焦点处的能量越高。

Table 2 Influence of multiple of beam expander on light intensity in focal spot
3.2 扩束镜在光路中的位置对聚焦结果的影响
由于激光光束在传输过程中,截面距离束腰越远,能量越小,所以扩束镜中第1个透镜距离光源的距离也会对聚焦结果产生影响,使用ZEMAX软件可模拟得到。
由表3可知,当扩束镜越靠近光源时,得到的能量越大。

Table 3 Influence of position of beam expander on light intensity in focal spot
4 结论
对双光子聚合加工光路系统各个部分的作用进行了分析,并使用ZEMAX软件分别对扩束镜、扫描振镜、聚焦透镜以及整个光路系统进行了模拟,这为实际光路的安装提供了指导作用。从而可以直观地看到激光光束经过各个光学系统后,光束形态、能量和位置的变化情况。结合公式及ZEMAX的模拟可知,尽量减少光路的长度有利于获得较高的聚焦光强,而增大扩束倍数也有利于获得更高的光强,但是这种条件下就要求聚焦物镜能在扫描振镜转动的角度范围可以将光束聚焦到同一平面内,并消除不必要的像差。所以应当选择适当的扩束倍数。
[1] WU D.Two-photon polymerization micro-fabrication by femtosecond laser[D].Changchun:Jilin University,2007:9-10(in Chinese).
[2] LIU L P.Study on three-dimensional micro-fabrication technique with two-photon absorption and ultrafast detection by femtosecond laser[D].Zhenjiang:Jiangsu University,2005:10-11(in Chinese).
[3] DORAISWAMY A,JIN C,NARAYAN R J,et al.Two-photon induced polymerization of organic-inorganic hybrid biomaterials for microstructured medical devices[J].Acta Biomaterialia,2006,2(3):267-275.
[4] BALDACCHINI T,SNIDER S,ZODOYAN R.Two-photon polymerization with variable repetition rate bursts of femtosecond laser pulses[J].Optics Express,2012,20(28):29893-29894.
[5] OBATA K,KOCH J,HINZE U,et al.Multi-focustwo-photon polymerization technique based on individually controlled phase modulation[J].Optics Express,2010,18(16):17193-17200.
[6] LEE K S,YANG D Y,PARK S H,et al.Recent developments in the use of two-photon polymerization in precise 2-D and 3-D microfabrications[J].Polymers for Advanced Technologies,2006,17(2):72-82.
[7] XIE H B,LÜ E Y,ZHU X Ch,et al.Shaping and collimation of LD beam with astigmatism[J].Laser Technology,2013,37(4):551-555(in Chinese).
[8] YANG H F.Femtosecond laser micro-and nano-fabrication technique and application researches[D].Zhenjiang:Jiangsu University,2007:1-3(in Chinese).
[9] WEN Sh F.Study of galvanometric scan and control system in selective laser sintering[D].Wuhan:Huazhong University of Science and Technology,2010:13-23(in Chinese).
[10] JIANG Zh W,YUAN D J,CHEN R G,et al.Experimental research for important process parameters of two-photon three-dimensional microfabrication[J].Microfabrication Technolog,2003(2):61-62(in Chinese).
[11] HU J Sh.Introduction to optical engineering[M].2nd ed.Dalian:Dalian University of Technology Press,2005:634-653,866-876(in Chinese).
[12] SUN J X,WU Sh F,LI Y L.An immersion microscope objective applied to AF/PSTM[J].Optics & Optoelectronic Technology,2008,6(6):65-67(in Chinese).
[13] ZHOU B K,GAO Y Zh,CHEN T R,et al.Laser principle[M].4th ed.Beijing:National Defence Industry Press,2000:79-84(in Chinese).
猜你喜欢
农业装备与车辆工程(2021年12期)2021-12-28
软件导刊(2021年3期)2021-03-25
物理学报(2018年17期)2018-09-21
科技风(2018年19期)2018-05-14
理科考试研究·初中(2017年5期)2018-03-07
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
科技创新与应用(2017年13期)2017-05-24
科技创新与应用(2017年11期)2017-04-27
中国医疗器械杂志(2015年5期)2015-12-31
百科知识(2014年11期)2014-06-10
