
大流量轴快流CO2激光器放电管的对比分析
2015-03-18 03:08李俊杰王又青
激光技术 2015年3期
李俊杰,李 波,王又青
(华中科技大学光学与电子信息学院激光加工国家工程中心,武汉430074)
引 言
轴快流CO2激光器得名于其与光束同轴的快速流动气体冷却技术。由于光束质量好、功率高、运行稳定可靠,是一种主要的工业激光器[1]。轴快流激光器由于工作气体的流速很快,正是靠着放电管内的流场的湍流和扩散来使工作气体的轴向分布更加均匀,实现稳定均匀的辉光放电。
轴快流CO2激光器常用的是普通的十字型放电管和入口处有外部绕流环的放电管。普通的十字型放电管的质量流量较大,能出较大功率,但管内的速度和湍流强度不均匀,在较大的电功率激励下能产生辉光放电,但在阳极区容易出现拉丝。另一种常用的放电管是入口处带有外部绕流环结构。该放电管的质量流量相对于十字型管要小,且速度和湍流强度的均匀性较好,注入较小的电功率能实现稳定的辉光放电,但在较大的电功率激励下容易出现弧光放电[2]。作者通过对现有的放电管进行改进和优化,设计出一种质量流量大、湍流强度和速度均匀性好的放电管。
1 两种放电管的结构的比较
目前轴快流CO2激光器中常采用的是入口处有外部绕流环结构的放电管。气体从入口直管段进入绕流环后分成两股,在绕流环两侧环流并在喷嘴处汇聚,经压缩喷射进入直管段。结构如图1所示。
在放电管a(见图1)的基础上对绕流环、喷嘴、直管段等结构进行改进和优化,设计出一种新型的大质量流量的放电管b。放电管b的结构如图2所示。

Fig.1 Structure geometry and left view of tube a
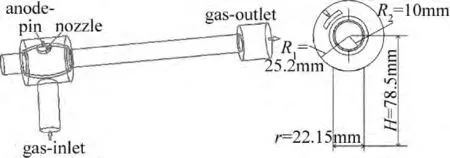
Fig.2 Structure geometry and left view of tube b
工作气体的质量流量与放电管的入口处的直径、喷嘴的直径以及直管段的直径有关。图1、图2中r为放电管的入口处的直径,H为放电管的入口处与中心轴线的距离,R1和R2分别为绕流环的半径以及直管段的半径。由左视图可知,放电管a的入口处的直径为20.4mm,直管段的直径19.15mm;放电管b的入口处直径为22.15mm,直管段直径为20mm。在压降相同的情况下,入口以及直管段的直径越大,质量流量会越大。放电管a的喷嘴的直径大小为12.7mm,放电管b的喷嘴直径为16mm,喷嘴的直径越大,直管内的气体质量流量也越大,但同时也会引起放电管中间的椭圆体内的湍流强度下降,工作气体速度的轴向分布均匀性变差等问题。在设计放电管的过程中为了弥补由于喷嘴的直径的变大导致速度分布均匀性变差,增加了放电管b的入口与中心轴线的距离H,改善了工作气体速度的轴向分布均匀性[3],同时增加放电管b的绕流环半径R1,提高湍流强度。数值模拟结果显示,以上两种措施使得工作气体速度的轴向分布更均匀。
2 放电管的数值模拟
数值模拟的模型由能量守恒方程、动量守恒方程以及质量守恒方程等一系列流体力学基本方程建立而成[4-6]。FLUENT是计算流体动力学的软件,采用有限体积法将计算区域划分为一系列的控制体积,用待解的微分方程对每一个控制体积积分得出离散方程。FLUENT软件适用于高速可压流体的动力学计算,能达到最佳的收敛速度和求解精度,可以精确获得放电管内的工作气体的流场分布[7]。
FLUENT软件在计算的过程中需要设置边界条件,若要计算的结果精确,则需要将边界条件设置的与真实的环境是一样的。边界条件的设置如表1所示[8]。
放电管a和放电管b采用的是相同的风机,工作气体的配比也相同,两者的边界条件也基本相同,由于放电管a和放电管b的入口处的直径大小不同,放电管a的入口直径为20.4mm,放电管b的入口直径为22.15mm,入口的湍流动能和湍流耗散率是与入口处的直径大小相关的,放电管a和放电管b在入口处的湍流动能和湍流耗散率不相同,根据湍流动能和湍流耗散率的计算公式可知,放电管 b的湍流动能为169m2/s2,湍流耗散率为233816m2/s3。

Table 1 Specifications of boundary conditions used in computation
通过在FLUENT软件中导入网格模型,将边界设置成如表1所示的边界条件。下面将分析FLUENT软件的计算模拟结果。
2.1 放电管内的质量流量
在相同边界条件下由FLUENT软件计算得出放电管a的质量流量为0.00235kg/s,放电管b的质量流量为0.00302kg/s。放电管b的质量流量相对于放电管a有一定程度的提高。对于光电转换效率一定的激光器,若提高注入功率则管内产生的热量也会相应的增加,而提高放电管的质量流量,将有助于更加迅速地带走放电产生的废热,保证放电管内的工作气体的温度低于临界值,从而提高放电管的输出功率[9]。研究表明,质量流量为1g/s时,单根放电管可获得120W~150W的激光功率输出,因此放电管a能够获得280W~350W的激光功率输出,放电管b能够获得360W~450W的激光功率输出。
在设计放电管的过程中不仅需要考虑如何提高管内的质量流量从而提高激光器输出功率,还需要考虑速度、温度、气体密度等其它的影响放电稳定性的因素。
2.2 放电管内的速度分布
图3和图4分别是a管和b管沿轴向的速率分布图,曲线A、曲线B、曲线C分别代表的是直管中心线、距离直管中心线5mm以及距离直管中心线-5mm处的速率分布。比较放电管a和放电管b的轴向速率分布曲线图可知,在同样的压降条件下,在直管段放电管b的平均速率约为240m/s,而放电管a内的平均速率约为200m/s,放电管内的工作气体的速率越快,则管内的抽运所产生的能量越能及时被带走,从而保证管内的温度在临界范围之内。同时在直管段放电管b的速率的均匀性要比放电管a更好,放电管b较放电管a更容易实现稳定的辉光放电。
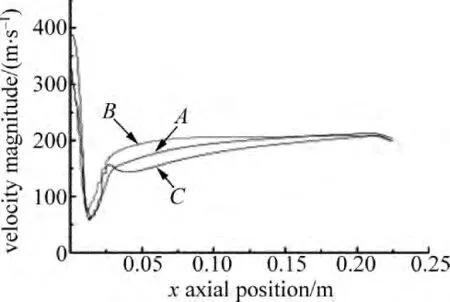
Fig.3 Velocity magnitude vs.axial length in tube a

Fig.4 Velocity magnitude vs.axial length in tube b
2.3 放电管内的温度分布
图5 和图6分别是放电管a和放电管b内的轴向温度分布曲线图。比较可知,放电管b内的平均温度要比放电管a内的平均温度低。由于放电管b内的工作气体的流动速率要比放电管a的工作气体的流动速率快,且放电管b的质量流量更大,因此放电管b放电时产生的大量能量能够迅速地被带走,使得放电管b内的平均温度相对放电管a要低,激光器的工作也会更加的稳定。

Fig.5 Static temperature vs.axial length in tube a

Fig.6 Static temperature vs.axial length in tube b
2.4 放电管内的密度分布
图7 和图8分别是放电管a和放电管b沿轴线方向的密度分布曲线图,由于工作气体的密度主要受温度和压强的影响,在工作气体的入口处由于温度低、压强高,气体的密度显然较高。在直管段内的工作气体的密度对放电有很大的影响,气体分子不均匀可能会导致放电过程出现拉丝。放电管a和放电管b在轴向的密度分布都较为均匀,能够实现稳定的辉光放电。

Fig.7 Density vs.axial length in tube a

Fig.8 Density vs.axial length in tube b
由FLUENT软件的模拟结果可知,在同样的压降条件下,放电管b内的工作气体速度快、质量流量大、平均温度低,放电管b能得到十分均匀和稳定的辉光放电。由于注入功率和放电管的质量流量成正比,故放电管b易输出较大的激光功率。放电管a的工作气体流速较低、流量较小,气体的温升较放电管b要大,在较大功率的情况下容易出现放电拉丝。
3 实验结果对比分析
在相同的工作气压、相同的气体配比条件下对放电管a和放电管b分别进行实验研究,对比两种放电管在不同电功率的激励下的放电表现。放电管a在激励电功率不超过1490W时能够产生稳定均匀的辉光放电。当激励电功率在1490W以上时,在直管段靠近阳极区会出现不均匀的辉光放电和丝状放电[10]。对于放电管b,当激励电功率达到了1650W时仍能维持均匀稳定的辉光放电。实验中单根放电管的输出结果如表2所示。

Table 2 Output power of single discharge tube
4 结论
由数值模拟和实验论证可知,新设计的放电管的质量流量增大,在较大的电功率激励下能够实现稳定均匀的辉光放电,单根放电管的输出功率提高。对比放电管a和放电管b,在新型放电管的设计过程中,可适当增加放电管的入口、喷嘴以及直管段的直径,提高气体的质量流量,增加入口与中心轴线的距离以及外部绕流环的半径来分别提高气体的均匀性和湍流强度。放电管优化设计的原则是在保持工作气体的速度、温度、密度均匀的前提下,提高放电管的质量流量。
[1] ZUO D L,LI S M.Review of fast-axial-flow CO2laser[J].Laser Technology,2000,24(1):4-8(in Chinese).
[2] LI Q,WANG Y Q,HUANG H Y.Research and design of discharge tube structure of fast-axial-flow CO2lasers[J].Laser Technology,2010,34(4):525-528(in Chinese).
[3] HUANG H Y.The simulation and optimization of the gas flow field and heat exchange of the high power fast-axial-flowCO2laser[D].Wuhan:Huazhong University of Science and Technology,2011:51-57(in Chinese).
[4] JELVANI S,SAEEDI H.Numerical investigation of a fast-axial-flow CO2laser[J].Optics & Laser Technology,2008,40(3):459-464.
[5] HUANG H Y,WANG Y Q.Kinetic modeling and optimum design of the discharge tube for the CO2laser with computational fluid dynamics method[J].Optical Engineering,2010,49(11):201-207.
[6] HUANG H Y,WANG Y Q.Computational fluid dynamics modeling of gas flow characteristics of the high power CW CO2laser[J].Chinese Optic Letters,2010,8(11):401-405.
[7] WANG F J.Analysis of computational fluid dynamics-principle and application of CFD software[M].Beijing:Tsinghua University Press,2004:57(in Chinese).
[8] LI Q,WANG Y Q,HUANG H Y.Progress of numerical simulation of high power fast-axial-flow CO2laser[J].Laser Technology,2010,34(3):339-342(in Chinese).
[9] HAN Y Sh,LI X Y.Studies on heat exchange of high power CO2laser[J].Laser Technology,1995,19(5):276-279(in Chinese).
[10] LI Q.Computational fluid dynamics modeling of discharge tube in fast-axial-flow CO2laser[D].Wuhan:Huazhong University of Science and Technology,2009:78-80(in Chinese).
猜你喜欢
成都信息工程大学学报(2022年2期)2022-06-14
中学生数理化·中考版(2020年12期)2021-01-18
中学生数理化·中考版(2020年12期)2021-01-18
阿来研究(2020年1期)2020-10-28
机电工程(2020年3期)2020-03-31
中学生数理化·中考版(2018年12期)2019-01-31
河南科技(2018年9期)2018-09-10
河南科技(2018年3期)2018-09-10
河南科技(2018年12期)2018-09-10
大众文艺(2015年18期)2015-11-28
