
激光修锐砂轮工艺参量的预测和优化算法
2015-03-18 03:08陈根余
激光技术 2015年3期
周 聪,张 玲,陈根余,2,邓 辉,蔡 颂
(1.湖南大学激光研究所,湖南大学410082;2.湖南大学汽车车身先进设计制造国家重点实验室,长沙410082)
引 言
近年来,国内外学者在激光修锐砂轮方面展开了大量的研究,主要采取有两种方法:一是通过使用不同的激光器和不同的工艺参量进行大量的修锐试验[1-3],分析激光修锐后砂轮表面形貌和其磨削性能,积累经验。此方法成本高、消耗大、见效慢。二是通过理论分析,建立相关的数学模型指导试验[4-7]。由于激光修锐砂轮是一个复杂的加工过程,建立准确的数学模型难度大、投入多,因此,需要找寻一种结合试验与仿真的方法,快速找到良好的工艺参量组合。本文中基于神经网络和粒子群算法研究激光修锐砂轮工艺参量优化模型,使该模型能在一定程度上实现工艺参量预测与优化,这对建立激光修锐砂轮的专家数据库系统,实现自动化激光修锐砂轮具有重大的现实意义。
目前在工程中应用较为广泛的预测方法包括:规则推理、案例推理、遗传算法、人工神经网络等,这些推理方法有各自的优缺点和适用领域。由于激光修锐砂轮领域研究还不是十分深入,可以用来进行规制推理、实例推理或遗传算法的专家数据较少,因此,基于人工神经网络方法建立推理模型比较适合于激光修锐砂轮。这主要有以下几个原因:(1)人工神经网络模型很适合于研究非线性关系领域,激光修锐砂轮过程中工艺参量与修锐质量的关系是典型的非线性;(2)人工神经网络的数据获取可以来自于数据库或现场实验,较为容易实现;(3)建立激光修锐工艺参量与修锐质量关系的神经网络模型,有助于后续实现基于粒子群算法的工艺参量优化。其具体优化原理是:在用户提交砂轮型号和所期望的修锐质量时,粒子群算法启动寻优功能,通过不断变化粒子的位置和速度并输入至神经网络的输入层,比较网络的输出值和期望值,当已实现设定的精度要求或已达到最大的迭代次数时,优化过程结束。
1 激光修锐工艺参量神经网络模型的研究
1.1 神经网络模型原理
反向传播(back propagation,BP)神经网络(neural network,NN),即误差反向传播算法的学习过程,由信息的正向传播和误差的反向传播两个过程组成[8]。与传统的统计学建模相比,BP神经网络的预测性能更加优越。由于BP神经网络不需要反应具体的数学模型,并且具有强大的非线性表达能力以及能够进行复杂逻辑操作等优点,因此,可利用神经网络模型建立激光修锐工艺参量与工件表面粗糙度之间映射关系来评价砂轮的修锐质量。该模型结合数据库的原理如图1所示。由试验或经验获取的工艺参量数据存储在神经网络样本数据库中,从中调取工艺参量组合建立神经网络的模型,再根据网络输出值和样本值进行比较,不断调整神经网络中的权值V和W,以达到训练神经网络模型的目的。

Fig.1 Diagram of laser dressing neural network model combined with database
1.2 激光修锐工艺参量神经网络模型的建立
1.2.1 BP神经网络参量的设计 首先是输入层设计。网络中数据的缓冲寄存主要靠输入层来完成,输入层节点数目主要由容易检测控制的物理量且对输出影响较大的参量如激光功率、重复频率、离焦量、“走刀次数”来决定。因此可将输入层的节点数确定为4个。
然后是隐含层设计。隐含层设计包含两方面:层数的选取和节点数的确定。在设计BP网络时,根据HORNIK等学者[9]的研究成果,隐含层采用 Sigmoid转换函数。隐含层节点数是通过试验的方法来选取的,试验发现隐含层节点数是8时,系统精度最高。
最后是输出层设计。输出层的设计主要是依据待解决问题的输出量来决定输出层节点数。在激光修锐砂轮过程中,评价砂轮修锐质量的标准有很多,但考虑到实际操作方便,本文中选取砂轮修锐后磨削工件表面粗糙度作为网络输出层。
1.2.2 BP神经网络模型构建 基于BP神经网络建立了激光修锐工艺参量与工件表面粗糙度之间的3层神经网络预测模型,如图2所示。选取激光功率P、离焦量Δf、重复频率f、走刀次数N为神经网络的输入值,工件表面粗糙度Ra为网络输出值。

Fig.2 Neural network model of process parameters and surface roughness
基于已建立的神经网络模型,从样本数据中选取A组数据作为神经网络的训练样本,而B组数据作为神经网络的测试样本,将选取的样本数据进行归一化处理。归一化处理能够使网络具有更强的泛化能力,有利于网络的训练并加快网络的收敛。利用训练样本对神经网络进行训练,输入层和隐层的传递函数分别为tansig和pureline函数,同时用Levenberg-Marquardt算法训练网络,当均方误差达到10-6时,网络停止训练。
2 粒子群算法的工艺参量优化的研究
2.1 粒子群算法概述
粒子群算法是基于迭代的优化工具,首先系统初始化一组随机解,然后通过迭代方式搜寻最优值,最后通过计算评价解的质量。整个搜索更新的过程即跟踪当前最优解(最优粒子)的过程,它是通过跟踪当前搜索到的最优解来寻找全局最优。因此,与遗传算法比较,粒子群算法更为简单并易操作实现,适合工程领域和科学研究的应用[10-11]。
粒子群算法的邻域函数在每一个迭代周期根据个体自身位置向量、速度向量、个体历史信息、群体信息和扰动来产生新的位置状态。标准的粒子群算法中第i个粒子在k+1时刻的第d维邻域函数计算公式如下:

式中,d=1,2,…,D;k是迭代次数;ω称为惯性因子,ω起着权衡局部最优能力和全局最优能力的作用,ω线性递减使算法在搜索初期拥有较大的搜索能力,在后期又能够得到较精确的结果,因此本文中ω的取值随着算法进行0.9到0.4线性衰减;c1和 c2为学习因子,也称为加速因子,通常c1=c2=2;r1和r2是[0,1]之间的随机数,用来保持群里的多样性;pbest是粒子个体位置最优值,gbest是群体位置最优值。
2.2 数学模型的描述
通过第1.2节中的分析可知,考虑激光功率P、离焦量Δf、重复频率f、走刀次数N作为网络的输入量,则输入向量矩阵可表示为:X=[x1x2x3x4]T。由于输出层只有磨削试件表面粗糙度一个节点,因此网络输出向量可表示为:

通过BP神经网络建立两者之间的关系后,那么输出向量则可以用输入向量来表示,模型的数学表达式可以表述为:

式中,x1,x2,x3,x4分别代表激光功率、离焦量、重复频率以及走刀次数的上下范围,y1即代表模型输出的磨削试件表面粗糙度。
在激光修锐过程的工艺参量优化过程中,对于给定的加工条件,即在加工目标确定的条件下,在约束条件内求解出一组合适的工艺参量,并且使用这组工艺参量使磨削工件表面粗糙度与设定的目标值尽可能接近,即二者相对误差尽可能小,本质就是求解函数的最小值。
由于采集的数据样本有限,因此并不是完全准确的整个样本空间,通过已得到的神经网络预测模型仅能反映出网络在限定的样本空间所建立的模型,并非能十分准确地描述其它样本空间的工艺参量与磨削工件表面粗糙度值之间的数学模型,所以应该在约束的样本空间之内进行寻优计算,否则优化的结果就可能不可靠。从试验过程的工艺参量表可以确定各工艺参量的范围,0W≤P≤48W,0mm≤Δf≤2.0mm,50kHz≤f≤200kHz,0≤N≤50,那么优化问题的数学表达式可以表示为:

式中,Ra为设定的磨削试件表面粗糙度期望值。
2.3 适应度函数的建立
适应度函数是评价优化结果好坏的依据,因为在优化过程中,粒子的每次迭代是依据适应度函数来进行的。基于已分析可知,本文中所需找寻的是模型的最小值,网络计算值用y1,期望输出的磨削试件表面粗糙度为Ra,则适应度函数可构造为:

根据建立的适应度函数,优化问题的数学模型可表示为:

式中,xj表示第j个粒子,变量约束条件为a≤xj≤b,a和b为变量范围。
2.4 基于神经网络与粒子群算法的工艺参量优化的实现
采用粒子群算法对激光修锐砂轮工艺参量进行优化的流程如图3所示。

Fig.3 Flow chart for particle swarm optimization algorithm
具体步骤如下。
步骤1:初始化粒子的惯性因子参量、种群规模、加速常数、粒子飞行速度以及最大迭代次数等。初始化粒子群时,为了使粒子更快搜索,与实际值更加接近,可以先从激光工艺参量库中调取较好参量作为初始值。
步骤2:调用已建立的激光修锐工艺参量与工件表面粗糙度之间的神经网络模型,计算各粒子的网络输出值,比较其与期望值的相对误差,并把粒子作为每组粒子的个体位置最优值,从这些极值中找出种群的位置最优值,保存当前的最优值。
步骤3:根据(1)式、(2)式更新粒子群的位置和速度,产生新的粒子群,通过计算比较相对误差获得新的个体位置最优值pbest和种群位置最优值gbest,将其与已保存的最优值相比较。假如第i个粒子计算得到的相对误差比原来的小,则保存粒子的新位置,否则仍保留原来的值;假如所有粒子的新位置都比种群的最优值好,则用新的最优值代替原来的种群的最优值。
步骤4:判断相对误差是否到达设定的精度或已达到最大迭代次数,若满足条件则停止计算,此时的粒子位置为优化得到的解,并输出全局最优值。否则,返回第3步重新计算。
3 优化模型的使用验证
采集样本数据的试验平台描述如下:激光器由德国IPG公司生产的YLP型脉冲掺镱光纤激光器。输出脉冲宽度为210ns,重复频率为50kHz~150kHz,输出功率为0W~48W。激光经过焦距为180mm的凸透镜聚焦后作用于砂轮表面,其焦斑直径为38μm。激光头集成了直径1mm的同轴和侧向侧吹圆口喷嘴,通过激光夹持器安装定位在2维电动平台上,通过2维电动平台可实现激光头的精确对焦和轴向进给,其重复定位精度小于0.005mm,分辨率为1.25μm。试验中采用HZ-74型号的精密卧轴矩台平面磨床,其主轴最高转速为2850r/min。试验平台示意图4所示。经激光修锐后的砂轮磨削硬质合金试件,采用由上海泰明光学仪器有限公司生产的高精度激光位移传感器测量工件表面粗糙度,其型号为JB-4C。
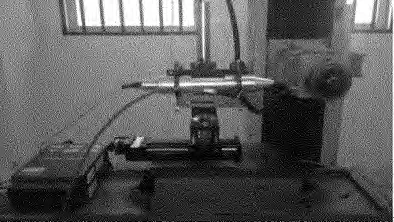
Fig.4 Laser dressing setup
基于采集样本数据的试验平台,开展激光修锐青铜金刚石砂轮试验。砂轮型号为1A1 100×10×31.75×5 MBD 120 M 100,将修锐后的砂轮磨削硬质合金试件,其牌号为YT5、尺寸规格为50mm×20mm×18mm。磨削试验过程中工作台进给速率为80mm/s,砂轮转速为2000r/min,线速率约为10.5m/s,切削深度为10μm。砂轮修锐后磨削硬质合金,采用高精度激光位移传感器测量其表面粗糙度。选取25组较成功的试验数据样本建立神经网络预测模型,其中20组数据作为预测模型的训练集,剩下5组为测试集,当网络训练完成后,将5组测试集对网络进行仿真测试。结果表明:样本值与仿真值的相对误差在3%以内,因此神经网络建立完成。在已训练好的预测模型上,采用粒子群算法进行工艺参量寻优计算,以5组硬质合金试件的表面粗糙度值为期望值,采用在设定适应度函数值为0.01的的情况下寻优得到的工艺参量值开展激光修锐砂轮试验,而后多次测量每组青铜金刚石砂轮磨削的硬质合金试件表面粗糙度求平均值。结果如表1所示。

Table 1 Verification of process parameter optimization results
表1中,Ra为表面粗糙度期望值,Ra′为仿真输出值(即前文中的y1),Ra″为试验测量值,T为优化过程中粒子群的迭代次数,Δ为Ra″与Ra的相对误差。从表中可以看出:粒子群的迭代次数比较少,体现出了粒子群算法搜索能力强的特点;当设定的适应度值为0.01时,优化模型输出仿真值Ra′与期望值Ra的最大差值为0.009,说明此模型具有较强的优化能力;试验值Ra″与期望值Ra的相对误差保持在6%以内,说明优化模型具有一定的指导价值。同时分析优化模型误差产生的几大原因:(1)由于选择的算法并没有根据本模型特点进行改进,所以建立的优化模型存在着局限性;(2)本优化算法是基于建立的神经网络模型而开展的,而网络预测模型本身存在着误差,因此利用粒子群算法寻优时,会产生误差积累;(3)在采集数据样本过程中,由于人为操作测量仪器也会造就数据误差,这必然影响到所建模型的准确性;(4)影响激光修锐砂轮的工艺参量有许多,而建立模型时只考虑了几个主要的工艺参量。
4 小结
利用神经网络建立了激光修锐砂轮工艺参量与工件表面粗糙度之间的神经网络模型,将5组测试集对网络进行仿真测试。结果表明,5组测试集的样本值与输出值之间的误差控制在3%以内,这说明该模型具有良好的预测功能。基于预测模型,采用粒子群算法在适应度值为0.01时进行5组工艺参量寻优,利用优化得到工艺参量进行激光修锐试验。发现试验值与期望值的相对误差小于6%,这说明基于粒子群算法的优化模型输出的工艺参量有较好的现实指导意义。
[1] BABU N R,RADHAKRISHNAN V,MURTI Y V G S.Investigation on laser dressing of grinding wheels——Part Ⅰ:preliminary study[J].Journal of Engineering for Industry,1989,111(3):244-252.
[2] CHEN G Y,LI Z G,BU C,et al.The experiment studies of dressing of bronze-bonded diamond grinding wheels using a pulsed fiber laser[J].Laser Technology,2013,37(4):705-711(in Chinese).
[3] MA H L,CHEN G Y,LIU L,et al.Truing and dressing super-abrasive wheels by acoustic-optic Q-switched YAG pulsed laser[J].Journal of Hunan University(Natural Science Edition),2004,31(2):56-59(in Chinese).
[4] DOLDA C,TRANSCHEL R,RABIEYA B M,et al.A study on laser touch dressing of electroplated diamond wheels using pulsed picosecond laser sources[J].Manufacturing Technology,2011,60(1):363-366.
[5] CHRISTIAN W,MOHAMMAD R,MAXIMILIAN W,et al.Dressing and truing of hybrid bonded CBN grinding tools using a short-pulsed fiber laser[J].Manufacturing Technology,2011,60(1):279-282.
[6] CHEN G Y.The research on mechanism and technology for laser truing and dressing of bronze-bonded diamond grinding wheels by acoustic-optic Q-switched Nd∶YAG pulsed laser[D].Changsha:Hunan University,2006:28-34(in Chinese).
[7] CHEN G Y,CHEN C,BU C,et al.Numerical simulation and experiment for online truing and dressing of bronze-bonded diamond grinding wheels with laser[J].Laser Technology,2012,36(4):433-437(in Chinese).
[8] YIN C Q.Methods and applications of artificial intelligence[M].Wuhan:Huazhong University of Science and Technology Press,2007:224-237(in Chinese).
[9] HORNIK K,STINCHCOME M,WHITE H.Multilayer feed-forward networks are universal approximators[J].Neural Networks,1989,2(5):359-366.
[10] LEI D M,YAN X P.Intelligent multi-objective optimization algorithm and its application[M].Beijing:Science Press,2009:78-80(in Chinese).
[11] PAN F.Particle swarm optimizer and multi-object optimization[M].Beijing:Beijing University of Technology Press,2013:9-14(in Chinese).
猜你喜欢
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年3期)2019-02-27
测控技术(2018年10期)2018-11-25
浙江工业大学学报(2017年5期)2018-01-22
制造技术与机床(2017年7期)2018-01-19
物理实验(2015年9期)2015-02-28
数学年刊A辑(中文版)(2014年4期)2014-10-30
声学技术(2014年2期)2014-06-21
物理与工程(2014年4期)2014-02-27
山西大同大学学报(自然科学版)(2014年3期)2014-01-23
