矿用高强度圆环链生产中的问题分析及预防措施
2015-03-14 06:48朱世红张晓军
机电信息 2015年15期
朱世红 张晓军
(金鼎公司圆环链制造分公司,山西 晋城048000)
0 引言
矿用高强度圆环链是煤矿井下工作面刮板运输机、滚筒采煤机和巷道掘进机的重要传动部件,承载能力大、使用率高。但煤矿井下地质条件复杂、环境恶劣,运输物料常伴有矸石、废弃金属构件等多种物质,加之矿用圆环链在运行过程中与槽帮、槽底、链轮等多个金属构件频繁接触,故经常出现断链事故,直接影响煤矿井下安全及正常生产。而解决圆环链生产中出现的各类可能影响产品质量的问题,生产出高性能、高品质的矿用圆环链,对提前预防因圆环链产品质量影响煤矿井下安全及正常生产具有重要的意义。
矿用高强度圆环链制造工艺一般为:下料→编链→抛丸→焊接→一次拉伸校正→热处理→二次拉伸校正→配对→浸漆。本文将对圆环链生产中各工序环节出现的影响产品质量的种种问题进行分析,并提出相应解决措施。
1 编链
ø26以上大规格链条为减小威弯抗力对模具的损伤,编链主要采用热态编链工艺,即将棒料加热到高温状态进行编结,而在热态链环编结过程中对错口、开口度以及后续散差影响最大的莫过于温度因素。
(1)开口度:开口度过大或过小均对链环的焊接质量产生明显的影响。根据金属物理性能分析,棒料加热过程中长度的变化来自两个方面:单纯由温度变化引起的热胀冷缩和金属组织转变产生的体积效应。此外,当棒料加热温度过高时,编链过程中棒料容易被拉长,导致最终成型链环开口度偏小;而当棒料温度偏低时,棒料威弯抗力大不易弯曲,也会在威弯过程中被拉长,造成开口度偏小。
(2)错口:棒料在威弯过程中因温度高低影响被拉得过长,编结成环时,棒料两端容易被挤一起,形成上下错口,从而影响后续生产。
解决开口度、错口问题的最主要途径就是在棒料长度确定的前提下,严格控制棒料出炉膛时的温度,同时依据编机生产节奏,将温度波动控制在合理的范围内,从而保证棒料在编结过程中温度的统一。
2 焊接
在圆环链各制造工序中,最容易出现缺陷问题的制造工序为焊接,易出现裂纹、错口、圆弧部顶方、焊口未焊住等各类情况。
(1)裂纹:链环焊接裂纹易出现于靠近电极的边缘处,由母材表面斜向深入内部1~2mm。经观察发现,焊接区裂纹的产生主要是焊接电极与链环接触处温度过高,造成链环金属局部融化,经顶锻后形成裂纹。导致焊接电极与链环接触处温度过高有以下2个方面因素:1)编链工序链环对口间隙过大;2)焊接工序电极与链环接触面积小,接触电阻及焊接应力大,焊接时电流密度集中,焊接加热速度快,热量扩散时间短。
解决措施:一方面严格控制热编时的编链环形及开口度;另一方面,在焊接工艺参数优良的前提下,改进设备夹持方式,加大焊接过程中电极与链环的接触面积,如图1与图2所示。
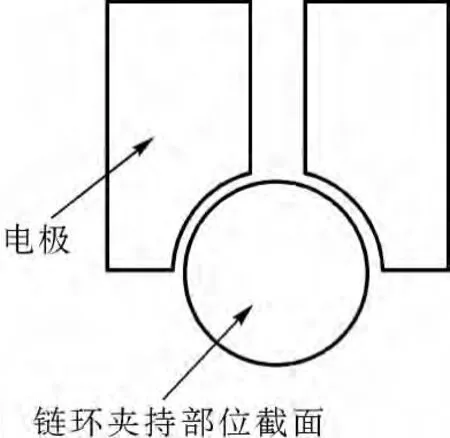
图1 电极接触面小
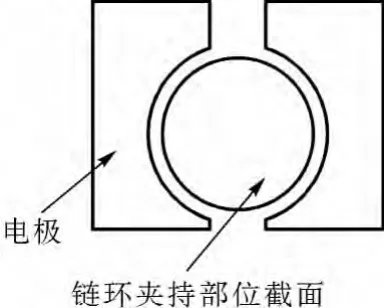
图2 电极接触面大
(2)圆弧部顶方:圆弧部顶方对链环最主要的影响是链环焊后不对称,经拉伸校正后仍难以完全校正,不仅影响链环的外型美观,而且在实际使用中影响链环链轮的接触应力分布,从而影响使用寿命。圆弧顶方一方面原因为链环在焊接过程中环背温度过高,在连续闪光结束顶锻瞬间,链环圆弧部产生高温锻压,形变顶方;另一方面是链环焊接顶锻预留量过大,焊接高温断面在顶锻瞬间未能消耗全部顶锻量,造成圆弧部承受剩余顶锻留量,而变形顶方。
解决措施:调整焊接工艺参数,在满足焊接接头质量的前提下,尽可能降低环背电流及减少顶锻量。
(3)焊口未焊住:焊口未焊住是指成品链环按 GB/T12718—2009要求进行挠度测试时,链环焊口出现裂纹或开裂现象。究其原因多为焊接参数选择不合理,使得焊口温度过高或过低所致。焊口温度过高,造成焊口组织粗大,热影响区过热,随后在固态相变过程中形成粗大魏氏组织,在后续的热处理中未能将其细化调质。而焊口温度过低,使温度不足的两对焊端面硬顶在一起,焊缝组织未能完全熔融重结晶,致焊口未能焊住,挠度测试中易从焊口处整齐开裂。
预防改进措施主要是调整焊接参数,根据不同炉号材料,选择相应最优的焊接参数进行焊接。
3 拉伸校正
散差:链条在5环或7环一拉的校正过程中,一个拉伸周期内出现个别链环节距大于或小于作业规范要求,在后续生产工序中无法将其纠正从而影响产品质量的一种缺陷。经实际观察研究发现,散差的产生仍是由于热态编链环节的温度因素所致。圆环链生产所用钢种为23MnNiMoCr54钢,该钢种最高相变转变温度在774~790℃之间,且钢材出厂供货状态为退火后的索氏体组织。在热态编链环节,若个别棒料感应加热温度高于材料相变转变温度,则会发生奥氏体化,而该钢种又具有非常好的淬火性,奥氏体化后室温下空冷即可得到上贝氏体组织,故而热编时,棒料加热温度一旦不均匀,冷却后其组织、强度必然存在差异,在拉伸环节就容易造成拉伸散差。
解决措施主要是严格控制编链环节的棒料加热温度,缩小棒料出炉时的温度区间,控制棒料在编结时的温差,以及对二次、多次加热的棒料进行分类处理。
4 热处理
链条生产在热处理环节的问题主要表现为:热处理后的链条不能满足GB/T12718—2009标准规定的静拉伸实验要求。具体表现可分为两类:第一类,实验结果中实验延伸率超过规定的1.6%,表现为热处理“偏软”;第二类,实验结果中破断延伸率不能达到12%的要求,表现为热处理“偏硬”。
在实际热处理过程中,要对淬火及回火的水温及压力进行控制,同时保证设备温度、链速稳定的基础上,精心调整淬火及回火参数,兼顾直臂与肩部的硬度要求和实际使用要求(肩部硬度比直臂硬度高),同时兼顾实验延伸率及破断延伸率的综合力学性能。
5 结语
圆环链的生产看似简单,实际上要完全符合GB/T12718—2009标准的各项指标要求,必须在圆环链生产的每个环节都严格执行作业工艺规范,严格控制编链温度及其波动、焊接闪光及焊口温度、焊机液压油温度、热处理冷却水压力及水温等生产工艺流程中各方面因素,这样才能顺畅地制造出符合质量要求的产品。
[1]丁洁,杜学明.矿用圆环链热焊烧伤缺陷解决方案[J].机械传动,2006(11):23-24.
[2]秦峰,王芳志.谈如何提高圆环链的综合机械性能[J].矿山机械,2006,11(34):90-91.
[3]秦峰,秦浩.矿用圆环链的热处理工艺改进[J].金属热处理,2007,3(32):40.
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
数学年刊A辑(中文版)(2022年1期)2022-08-20
全面腐蚀控制(2020年3期)2020-02-27
传感器与微系统(2019年9期)2019-09-11
惠州学院学报(2019年3期)2019-08-17
重型机械(2018年6期)2019-01-07
科技风(2018年9期)2018-05-14
石油化工建设(2018年6期)2018-04-22
机电产品开发与创新(2014年6期)2014-03-11
湖南理工学院学报(自然科学版)(2014年1期)2014-02-28