带中盒包装的自动包装线四级药品电子监管码赋码解决方案
2015-03-14 01:10蒋井明丁志慧
机电信息 2015年14期
蒋井明 丁志慧
(兰州生物制品研究所有限责任公司,甘肃兰州730046)
0 引言
下面本文将提供解决新包装形式下自动包装线的四级监管码赋码方案,以保证电子监管码赋码过程的安全、可靠。
1 包装形式概述
应市场需求,对于一些特殊包装的带有中盒的四级包装药品,包装要求如下:西林瓶分装的产品,四级包装关系,从内到外的包装依次是小盒、中盒、彩箱、运输箱。每瓶贴有1张瓶签,每个小盒内装有1瓶产品和1张产品说明书;每个中盒内装有10个小盒,10个小盒在中盒内为2层、每层5盒排列;每个彩箱内装有20个中盒,20个中盒在彩箱内为2层、每层2列、每列5盒排列;每个运输箱内装2个彩箱,包装合格后,封箱。所有包装材料均为纸质材料,不透明材质。
2 自动包装线工艺
由广州某公司的A105型立式圆瓶贴标机对每瓶制品进行贴签,并将批号和有效期打印在瓶签上,同时经过OCR、荧光电眼检测并剔除漏贴签、漏打印、字迹模糊的制品。由德国BOSCH公司的CUK3040型装小盒机将制品及说明书装入小盒。同时,检测并剔除料仓未满的该仓制品、制品有叠加现象的该仓制品、没有说明书的该仓制品、小盒或说明书不匹配的该仓制品。由德国Sartorius公司的EWK3010型检重仪对每一个最小包装单位进行称重,并将包装不完整的制品剔除。由德国BOSCH公司的CART5型中盒机对小盒进行排列、装入中盒,即每5个小盒进行一左一右分料,上下2层排列,以2层、每层5盒共计10盒的形式推入中盒机进料船舱中,由于一左一右分料和船舱移动配合的原因,进入船舱中的小盒顺序会变化,进入船舱中的10盒再推入中盒,完成中盒包装。由德国PEST公司的PEWO-form UVP3装箱机完成20个中盒自动装入彩箱的任务,每个彩箱内装有20个中盒,20个中盒在彩箱内为2层、每层2列、每列5盒排列,并完成封彩箱、自动贴标的功能。最后完成每2个彩箱装入1个运输箱、封箱、贴标,喷码机将批号、生产日期、有效期喷印于外箱上。整个包装监管码赋码过程由爱创监管码赋码系统完成。图1为装小盒到装中盒过程的示意。
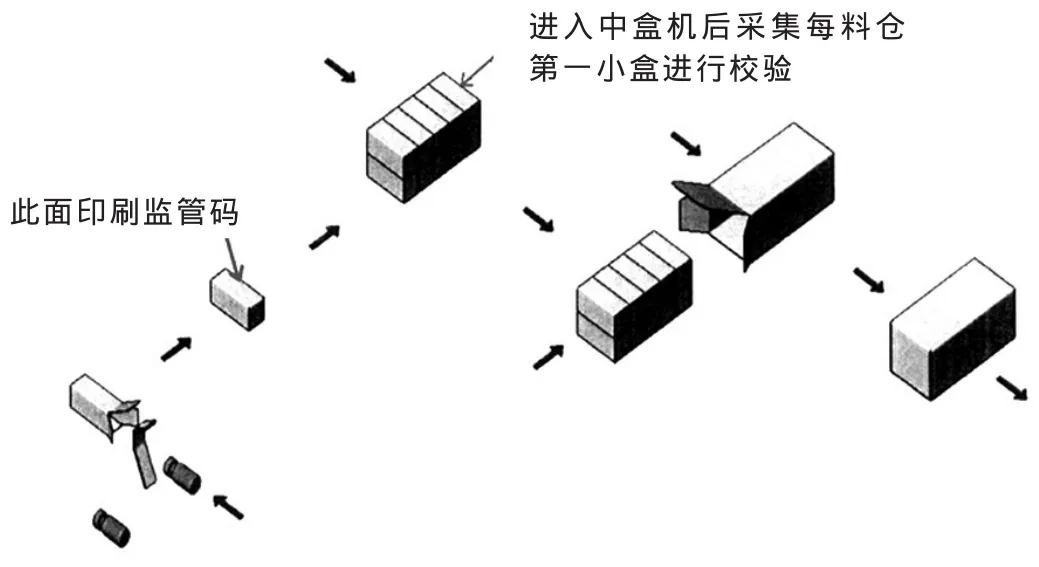
图1 装小盒到装中盒过程的示意
3 监管码要求及赋码难点
包装为四级监管码包装,小盒一级监管码、中盒二级监管码、彩箱三级监管码、运输箱四级监管码,包装生产线自动赋码,建立关联关系。监管码赋码的难点在于:
(1)采用纸质包装,不透明材料,二级完成包装后,一级监管码无法校验。
(2)由于在包装工艺中全部采用自动包装线,可能会出现小盒连包、小盒在中盒机分料机构中卡盒、小盒在中盒机一左一右分料及分料后进入中盒船舱的进料顺序改变、中盒机监管码验证失败、中盒机装小盒过程的剔除以及机械故障等造成已扫描监管码顺序变化,以及赋码装置分布安装在小盒机、中盒机、彩箱机和运输箱包装4处,四级关联关系需要协调赋码。
4 监管码赋码解决方案
4.1 系统主要部件
硬件:赋码采集设备、视觉设备、智能显示终端设备、线体及控制设备、共用设施等。
软件:自动控制程序、赋码系统客户端、视觉检测系统、赋码系统服务器及数据中心部分等。
图5是动态实验前后泡沫铝试件的对比图,可见泡沫铝在直接冲击下,冲击端的直径会略微有所膨胀,但是由于实验中试件尺寸略小于输入杆的直径,故而动能均以轴向变形消耗为主,横向效应可以忽略不计。冲击端呈现压溃的情形,而冲击波未到达的区域并未发生明显变形。需要说明的是试件撞击之前的直径略小于输出杆的直径,撞击过程中的微小膨胀依然是在输入杆的容许范围内,故而认为输入杆测量的应力数据是真实可靠的。
4.2 系统流程
每条包装生产线可有多级包装工位。首先,在一级包装工位,将打印好的一级监管码标签贴在包装的规定位置,也可以使用印刷好一级监管码的包装材料包装产品,把包装完的一级包装产品送到二级包装工位,系统自动扫描一级监管码,数据采集进入赋码系统,系统判断无误通过显示屏幕显示正确,并自动计数;包装设备将一级包装装入二级包装箱,扫描下一个,当数量达到包装规范时,系统自动生成二级监管码与扫描的一级监管码关联,并将该二级码发送给自动贴标机打印出来贴标,光栅扫描二级码校验标签完好并张贴正确,如校验失败则剔除该二级包装,如校验正确则包装完成继续下一个二级包装的校验。以此类推,直到完成整批包装任务,赋码系统也完成最终的关联数据,相关人员进行生产关联关系数据的上传。
4.3 系统基本原理
在生产前,通过数据接口将监管码导入赋码系统,即生产线监管码赋码系统,在生产包装过程中,赋码系统给每个产品的数层包装加以赋码,并通过扫描将不同层次包装的条码关系加以关联,储存在数据库中,系统根据事先设定的规则或人为决定的时间点,将监管码关联数据通过数据接口发送到药品监控信息网络系统,监管码被激活后可以在该药品进入流通或使用过程中进行查询、管理。
赋码系统对外与药品监控信息网络系统通过数据接口,进行原始监管码的导入,并将关联好的监管码上传至药品监控信息网络系统;对内与扫描系统、显示屏幕、条码打印系统、贴标系统等通过接口进行联系,通过现场数据采集传送到赋码系统后台,经过后台逻辑处理,将信息反馈给现场,指导作业人员如何进行下一步作业。
4.4 系统实施
(1)在称重仪及中盒装盒机之间原有输送带加装监管码采集机构对一级码进行采集,该机构为一体式设计,置于原有BOSCH输送带之下,借助输送带工作完成。
(2)每1个盒采集1次,通过相机视觉1次采集1个码。
(3)视觉采集之前预留足够的空间用以安装防止堵包的气吹及留下加料口。
(4)视觉采集之后留有足够的空间用以安装防止软件处理未完成的阻挡装置及扫描错误的剔除装置。
(5)1个工位小盒线体有2个停机信号输出,一个给自身停机,为软件停机控制,另一个输出给前机完成联机停机,预留1个停机信号接收端口,用以接收后机传输来的停机信号,实现联机停机。
(6)中盒装盒机入口处安装1个电眼,中盒装盒机出口处安装1个电眼,中盒装盒机内部安装编码器用以对进入装箱机的1组小盒(10个)进行监控,防止丢盒导致顺序紊乱。
(7)中盒装盒机之后安装1台固定扫描器,对经过的中盒码进行采集,采集之后有1套剔除装置。
(8)中盒采集之后留有足够的空间用以安装防止软件处理未完成的阻挡装置及扫描错误的剔除装置。
(9)中盒机根据PLC程序计算结果执行剔除动作,有进有出放行,无进无出不动作,有进无出虚拟剔除,无进有出停机报警。
(10)彩箱装箱完成后,利用在线贴标机自动打印1张已关联的条码标签并贴在彩箱上。
(11)贴标完成后,使用1台QX870固定式扫描器对该标签进行扫描,以检查是否为已经关联的正确标签。
(12)彩箱码扫描完成之后如果发现校验错误,报警并给装箱机输出1个停机信号,联机停机,等待人工处理。
(13)彩箱扫描正确后,装入运输箱,运输箱装满后,打印机自动打印2个已经关联的运输箱条码标签,粘贴在运输箱相邻的两面上。
5 结语
药品包装生产过程的监管码赋码是电子监管码系统中最重要的一个环节。为了满足市场对不同包装形式的需求以及自动包装线的使用,人们对监管码赋码技术提出了更高的要求。通过软硬件手段,监管码赋码系统能准确读取到条码,利用传感器通过软件计算来判断分流顺序,因此可靠、稳定。同时,该方案解决了中盒内不足10小盒无法校验的问题,也解决了带有中盒的自动包装线四级监管码赋码问题,是同类包装中的应用先例,成功率最高,后期风险最低。
猜你喜欢
吉林电力(2022年2期)2022-11-10
现代仪器与医疗(2021年4期)2021-11-05
校园英语·上旬(2017年13期)2017-12-21
儿童漫画(上)(2016年7期)2016-05-13
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18
印刷经理人(2014年7期)2014-10-30
汽车与新动力(2014年3期)2014-02-27
商品与质量·消费研究(2013年6期)2013-08-06
知识窗(2010年7期)2010-05-14